Изобретение относится к прокатному производству и может быть использовано в цехах горячей прокатки, оснащенных непрерывными и полунепрерывными станами.
Целью изобретения является повышение качества полосы путем получения мелкодисперсного сфероидизиро- ванного равномерно распределенного перлита.
На широкополосном полунепрерывном стане 2500 горячей прокатки производят полосы шириной 1250-2100 мм, толщиной 2-6 мм из стали марок 20, 30, 40, 50, ЗОХГСА, 65 Г с содержанием углерода 0,18-0,70%. Оборудование стана включает черновую группу из четырех клетей и чистовую непрерывную группу из семи клетей. На вы- 1 ходе из последней клети установлено
душирующее устройство, осуществляющее подачу воды на полосу, начиная непосредственно на выходе из рабочих валков последней клети и на протяжении до 20 м. Душирующее устройство позволяет изменять количество подаваемой на полосу воды и расстояние от выхода из валков (начало душирования) и до окончания душирования. Температуру поверхности полосы измеряют фотоэлектрическими пирометрами.
За чистовой группой клетей расположен отводящий рольганг и моталки стана. Стан оборудован средствами контроля величины обжатия и скорости . по клетут чистовой группы.
После горячей прокатки от полос отбирают пробы для контроля структуры перлита в десяти местах по длине полосы в процессе ее поперечной
СП
J
со
о
00 С&
31
резки на листы.С каждой пробы вырезают пять образцов по ширине полосы. Качество полос оценивают по дисперсности перлита и по соотношению долей зернистого и пластинчатого перлита do ГОСТу. При этом полосы высокого Качества имеют соотношение долей зернистого и пластинчатого перлита не менее 50/50 по дисперсности пер- л|ита в пределах 2-5 баллов.
В процессе прокатки обжатие в двух последних проходах поддерживают менее 20% при 700-860°С и осуществляют смотку полос в рулоны при $00-600аС.
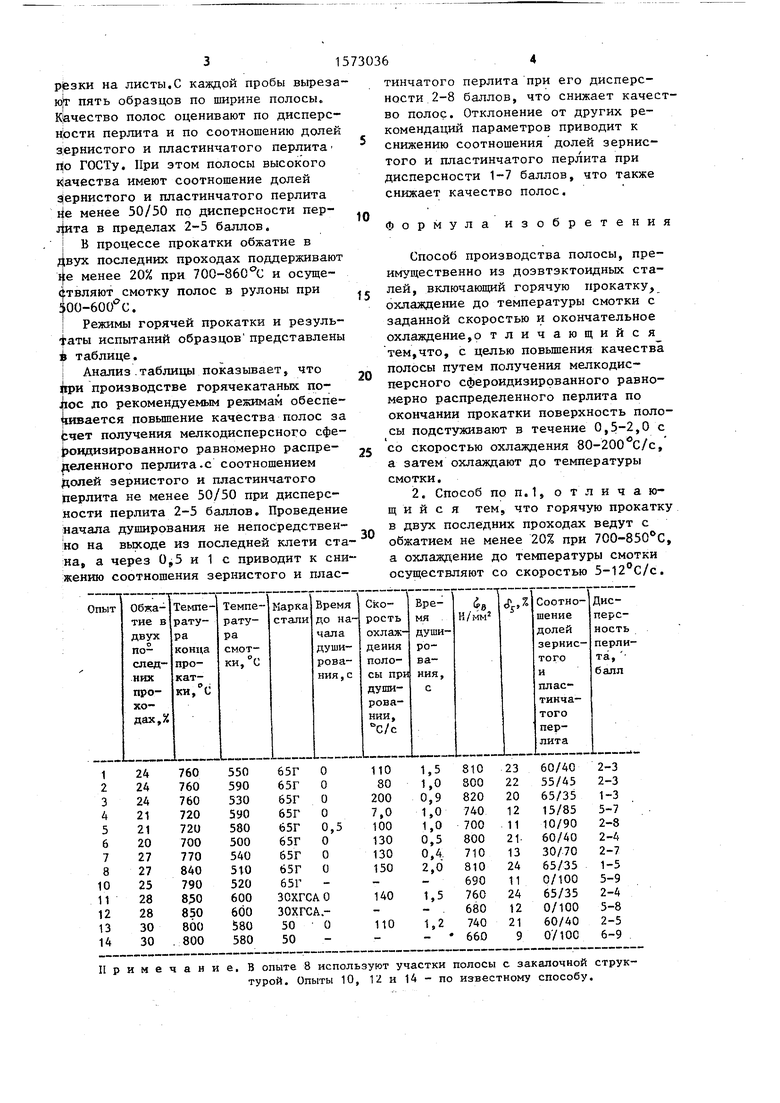
Режимы горячей прокатки и результаты испытаний образцов представлены в таблице.
Анализ таблицы показывает, что фи производстве горячекатаных по- jioc до рекомендуемым режимам обеспечивается повышение качества полос за Ьчет получения мелкодисперсного сфе- роидизированного равномерно распределенного перлита.с соотношением долей зернистого и пластинчатого перлита не менее 50/50 при дисперсности перлита 2-5 баллов. Проведение начала душирования не непосредственно на выходе из последней клети ста
на, а через 0,5 и 1 с приводит к снижению соотношения зернистого и плас
тинчатого перлита при его дисперсности 2-8 баллов, что снижает качество полос. Отклонение от других рекомендаций параметров приводит к снижению соотношения долей зернистого и пластинчатого перлита при дисперсности 1-7 баллов, что также снижает качество полос.
Формула изобретения
5
0
5
0
Способ производства полосы, преимущественно из доэвтэктоидных сталей, включающий горячую прокатку, охлаждение до температуры смотки с заданной скоростью и окончательное охлаждение,о тличающийся тем,что, с целью повышения качества полосы путем получения мелкодисперсного сфероидизированного равномерно распределенного перлита по окончании прокатки поверхность полосы подстуживают в течение 0,5-2,0 с со скоростью охлаждения 80-200°С/с, а затем охлаждают до температуры смотки.
2. Способ по п.1, отличающийся тем, что горячую прокатку в двух последних проходах ведут с обжатием не менее 20% при 700-850°С, а охлаждение до температуры смотки осуществляют со скоростью 5-12°С/с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства широких горячекатаных полос из высокоуглеродистых низколегированных сталей | 1984 |
|
SU1196391A1 |
| СПОСОБ ПРОИЗВОДСТВА ШИРОКИХ ГОРЯЧЕКАТАНЫХ ПОЛОС ИЗ ВЫСОКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2004 |
|
RU2277128C1 |
| СПОСОБ ПРОИЗВОДСТВА ШИРОКИХ ГОРЯЧЕКАТАНЫХ ПОЛОС | 2004 |
|
RU2277129C1 |
| СПОСОБ ПРОИЗВОДСТВА ШИРОКИХ ГОРЯЧЕКАТАНЫХ ПОЛОС | 2007 |
|
RU2356657C2 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2004 |
|
RU2268793C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2008 |
|
RU2373003C1 |
| Способ обработки инструментальных сталей | 1991 |
|
SU1813107A3 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2267368C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2007 |
|
RU2365439C2 |
| Способ производства полос | 1985 |
|
SU1330190A1 |
Изобретение относится к прокатному производству и может быть использовано в цехах горячей прокатки, оснащенных непрерывным и полунепрерывным станками для изготовления полосы. Целью изобретения является повышение качества полос путем получения мелкодисперсного сфероидизированного равномерно распределительного перлита. Полосу шириной 1250 - 2100 мм толщиной 2 - 6 мм получают из ст.65 Г на полунепрерывном стане 2500 горячей прокатки. В процессе прокатки обжатие в двух последних проходах поддерживают не менее 20% при 700 - 850°С, затем охлаждают поверхность со скоростью 100 град/с в течение 1,0 с. 1 з.п. ф-лы.
| Способ производства широких горячекатаных полос из высокоуглеродистых низколегированных сталей | 1984 |
|
SU1196391A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Беняковский М.А | |||
| Производство автомобильного листа | |||
| - М.: Металлургия, 1979, Со 98, табл | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
