ФигЛ
щитной гильзы 5. После заливки на корпус 15, объединяющий блок 8 контактов 7, и защитную гильзу 5 с натягом Надвигают эластичный герметизирую- с щий элемент 4„ Способ обеспечивает
повышение надежности герметичного кабельного соединения за счет сокращения времени запивки, дополнительной защиты и герметизаций о 2 з.п„ ф-лы, 2 ил,,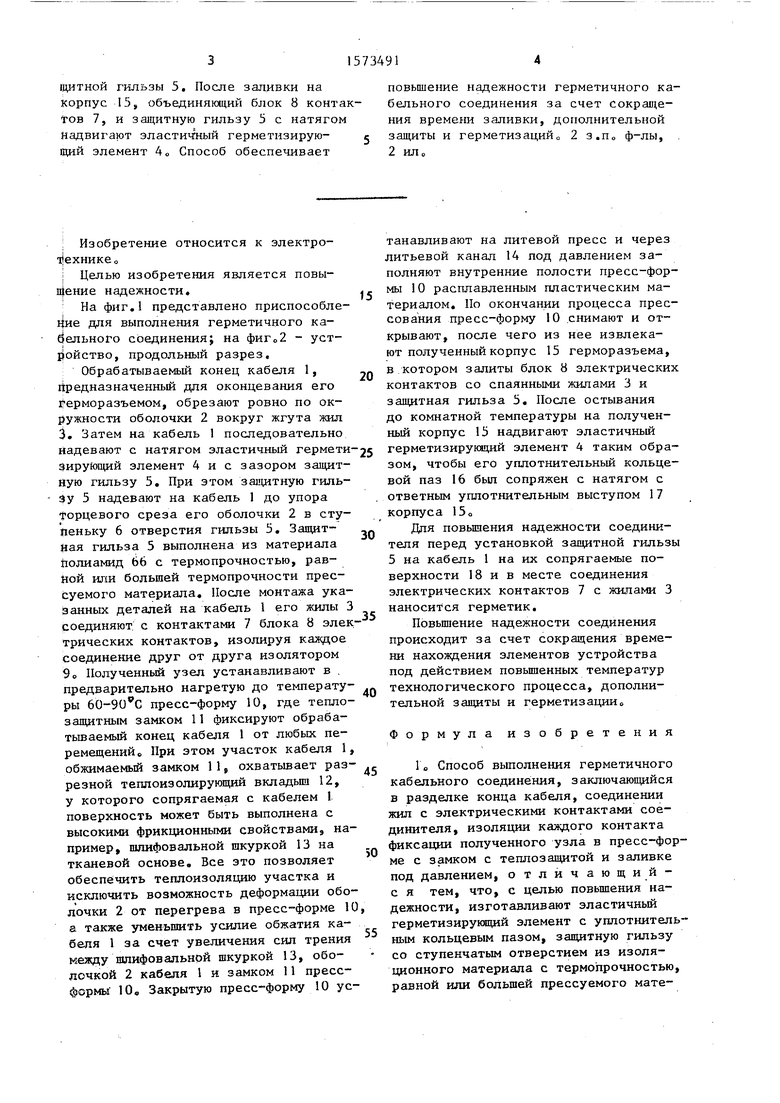
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения проводов | 1991 |
|
SU1758741A1 |
| СОЕДИНИТЕЛЬНАЯ КАБЕЛЬНАЯ МУФТА И СПОСОБ ЕЕ МОНТАЖА | 2005 |
|
RU2284620C1 |
| Кабельный ввод | 1989 |
|
SU1753528A1 |
| Токоввод погружного электродвигателя | 1989 |
|
SU1777202A1 |
| СОЕДИНИТЕЛЬНАЯ МУФТА ДЛЯ СИЛОВОГО КАБЕЛЯ С ИЗОЛЯЦИЕЙ ИЗ СШИТОГО ПОЛИЭТИЛЕНА И СПОСОБ МОНТАЖА МУФТЫ | 2001 |
|
RU2190913C1 |
| Кабельный ввод | 1989 |
|
SU1760560A1 |
| ТУПИКОВАЯ МУФТА ЭКРАНИРОВАННЫХ КАБЕЛЕЙ СВЯЗИ ДЛЯ СТРУКТУРИРОВАННЫХ КАБЕЛЬНЫХ СЕТЕЙ (СКС) | 2006 |
|
RU2321123C1 |
| Универсальная муфта кабельного ввода погружного электродвигателя | 2018 |
|
RU2694810C1 |
| ВЫСОКОТЕМПЕРАТУРНАЯ МУФТА КАБЕЛЬНОГО ВВОДА ДЛЯ ПОГРУЖНОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2015 |
|
RU2588608C1 |
| Узел соединения кабеля со штепсельным разъемом | 1985 |
|
SU1304111A1 |
Изобретение относится к электротехнике. Целью изобретения является повышение надежности. На обработанный конец кабеля 1 последовательно одевают с натягом эластичный герметизирующий элемент 4 и с зазором-защитную гильзу 5 до упора ступеньки 6 в оболочку 2 кабеля 1. Затем жилы 3 кабеля 1 соединяют контактами 7, изолируя каждое соединение друг от друга. Полученный узел устанавливают в пресс-форму 10, фиксируют конец кабеля 1 теплозащитным замком 11, поверх которого расположен теплоизолирующий вкладыш 12 с высокими фрикционными свойствами. Под давлением заполняют пресс-форму пластическим материалом, термопрочность которого меньше или равна термопрочности защитной гильзы 5. После заливки на корпус 15, объединяющий блок 8 контактов 7, и защитную гильзу 5 с натягом надвигают эластичный герметизирующий элемент 4. Способ обеспечивает повышение надежности герметичного кабельного соединения за счет сокращения времени заливки, дополнительной защиты и герметизаций. 2 з.п. ф-лы, 2 ил.
Изобретение относится к электротехнике о
Целью изобретения является повышение надежности.
На фиг.1 представлено приспособле- 1|ие для выполнения герметичного кабельного соединения; на фиг02 - устройство, продольный разрез.
Обрабатываемый конец кабеля 1, предназначенный для оконцевания его герморазъемом, обрезают ровно по окружности оболочки 2 вокруг жгута жил 3. Затем на кабель 1 последовательно надевают с натягом эластичный герметизирующий элемент 4 и с зазором защитную гильзу 5. При этом защитную гильзу 5 надевают на кабель 1 до упора торцевого среза его оболочки 2 в ступеньку 6 отверстия гильзы 5. Защитная гильза 5 выполнена из материала полиамид 66 с термопрочностью, равной или большей термопрочности прессуемого материала. После монтажа указанных деталей на кабель 1 его жилы 3 соединяют с контактами 7 блока 8 элек трических контактов, изолируя каждое соединение друг от друга изолятором 9о Полученный узел устанавливают в , предварительно нагретую до температуры 60-90 0 пресс-форму 10, где теплозащитным замком 11 фиксируют обрабатываемый конец кабеля 1 от любых перемещений,, При этом участок кабеля 1, обжимаемый замком 11, охватывает разрезной теплоизолирующий вкладыш 12, у которого сопрягаемая с кабелем 1 поверхность может быть выполнена с высокими фрикционными свойствами, например, шлифовальной шкуркой 13 на тканевой основе. Все это позволяет обеспечить теплоизоляцию участка и исключить возможность деформации оболочки 2 от перегрева в пресс-форме 10 а также уменьшить усилие обжатия кабеля 1 за счет увеличения сил трения между шлифовальной шкуркой 13, оболочкой 2 кабеля 1 и замком 11 пресс- формы 10. Закрытую пресс-форму 10 ус
15
20
25
30
35
40
45
50
55
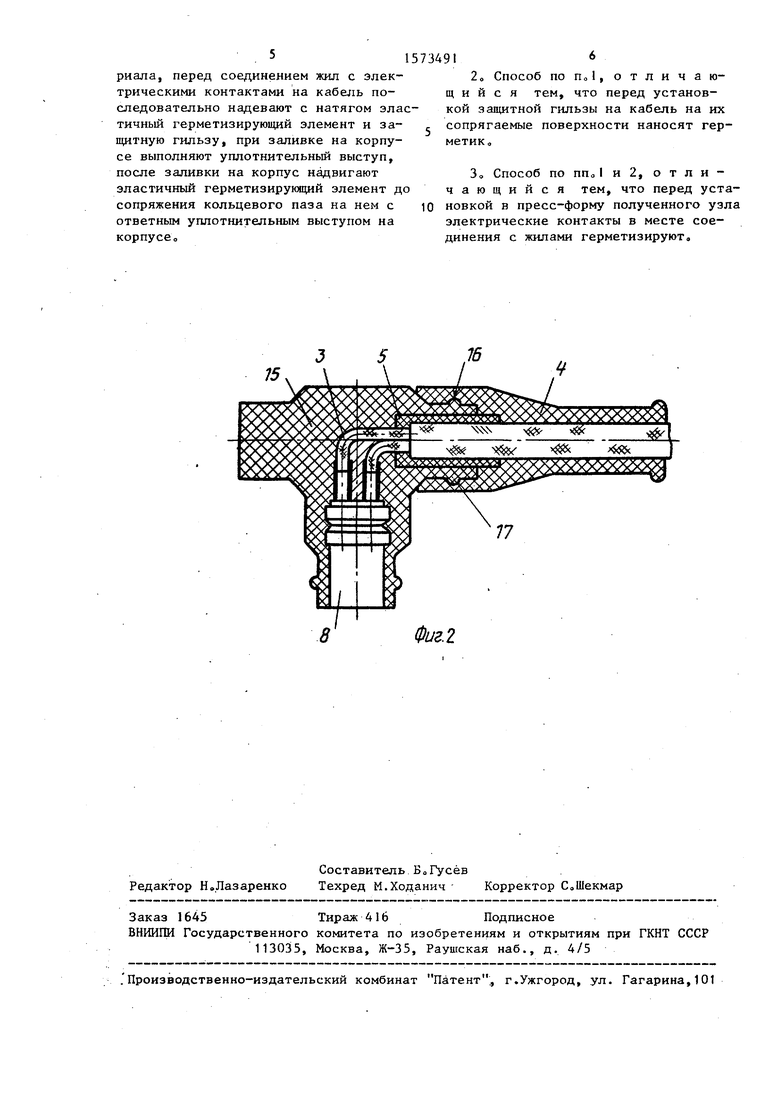
танавливают на литевой пресс и через литьевой канал 14 под давлением заполняют внутренние полости пресс-формы 10 расплавленным пластическим материалом. Но окончании процесса прессования пресс-форму 10 снимают и открывают, после чего из нее извлекают полученный корпус 15 герморазъема, в котором залиты блок 8 электрических контактов со спаянными жилами 3 и защитная гильза 5. После остывания до комнатной температуры на полученный корпус 15 надвигают эластичный герметизирующий элемент 4 таким образом, чтобы его уплотнительный кольцевой паз 16 был сопряжен с натягом с ответным уплотнительным выступом 17 корпуса 150
Для повышения надежности соединителя перед установкой защитной гильзы 5 на кабель 1 на их сопрягаемые поверхности 18 и в месте соединения электрических контактов 7 с жилами 3 наносится герметик.
Повышение надежности соединения происходит за счет сокращения времени нахождения элементов устройства под действием повышенных температур технологического процесса, дополнительной защиты и герметизациио
Формула изобретения
1 о Способ выполнения герметичного кабельного соединения, заключающийся в разделке конца кабеля, соединении жил с электрическими контактами соединителя, изоляции каждого контакта фиксации полученного узла в пресс-форме с замком с теплозащитой и заливке под давлением, отличающий- с я тем, что, с целью повышения надежности, изготавливают эластичный герметизирующий элемент с уплотнительным кольцевым пазом, защитную гильзу со ступенчатым отверстием из изоляционного материала с термопрочностью, равной или большей прессуемого мате51573491
перед соединением жил с элекщко со ме
трическими контактами на кабель последовательно надевают с натягом эластичный герметизирующий элемент и защитную гильзу, при заливке на корпусе выполняют уплотнительный выступ, после заливки на корпус надвигают эластичный герметизирующий элемент до сопряжения кольцевого паза на нем с ответным уплотнительным выступом на корпусе.
75
2„ Способ по По 1, отличающийся тем, что перед установкой защитной гильзы на кабель на их сопрягаемые поверхности наносят гер- метик
3, Способ по ппоI и 2, отличающийся тем, что перед установкой в пресс-форму полученного узла электрические контакты в месте соединения с жилами герметизируют.
Фиг. 2
| Приспособление для соединения кабелей проводов и т.п. | 1947 |
|
SU75474A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления соединительной колодки | 1975 |
|
SU615559A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
