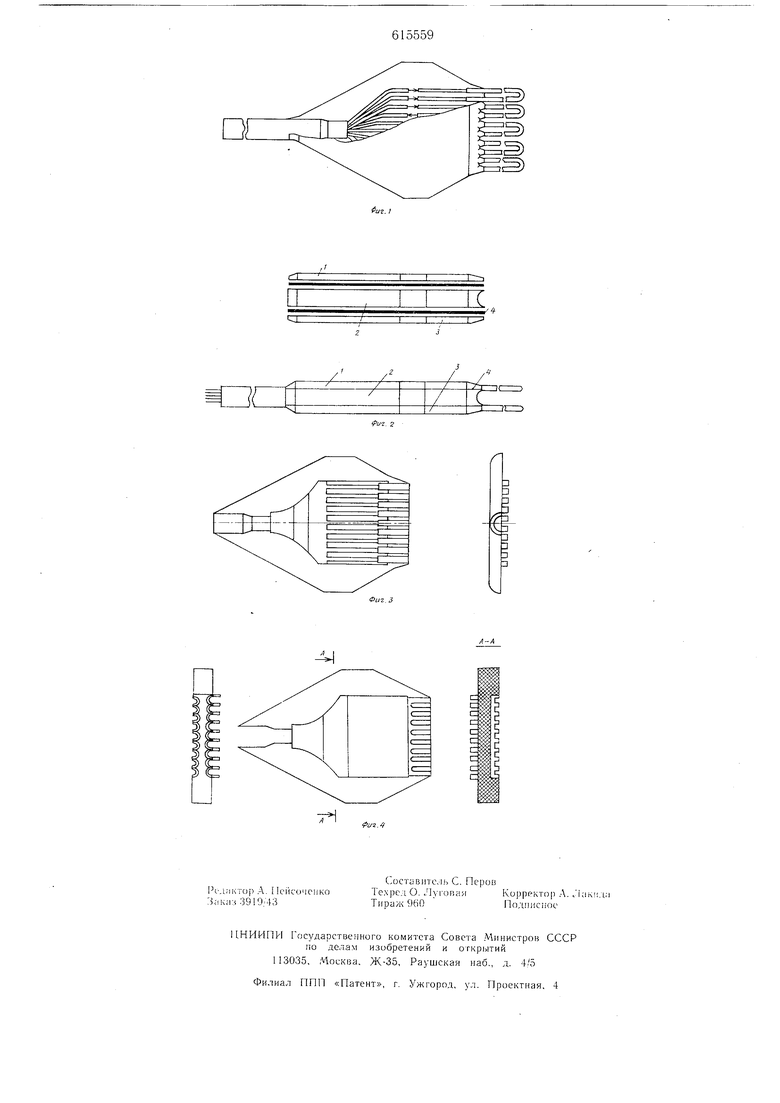
метизирующими свойствами, например марки С-572, изготавливают заготовки 1-3, в которых предусмотрены канавки для размещения токопроводящих жил кабеля и проводов. Затем производят разделку кабелей и проводов. Токонроводящие жилы соединяют пайкой или сваркой. Далее покрывают одни.м слоем клея лейконат подлежащие обрезиниванию участки поливинил.хлоридны.х оболочек проводов и кабелей. Узлы соединений укладывают в канавки заготовок, начиная с нижней заготовки 1, и покрывают их тонкими (не более 0,7 мм) листами 4 резиновой смеси низкоте.мпературной вулканизации, например РС1-НТ.
Участки щланговых оболочек кабелей, обжимаемые в пресс-форме, обматывают теплоизолирующим материалом с высокими фрикционными свойствами, например шлифовальной щкуркой на тканевой основе, что позволяет обеспечить теплоизоляцию участка и исключить возможность деформации оболочек от перегрева в пресс-форме при вулканизации, а также у.меньшнть усилие обжатия кабеля за счет увеличения сил трения между щлифовальной шкуркой, оболочкой кабеля и пресс-формой, предотвращая тем самым пережим шланговых оболочек кабелей типа МПВГ на этих участках.
Полученный таким образо.м пакет размещают в пресс-форме и вулканизуют в режиме, оптимальном для резиновой смеси РС1-НТ (в течение 120-130 мин при 70- 80°С).
Предлагаемый способ позволяет обеспечить надежное сращивание поливипил хлоридной оболочки кабеля с резиновой заготовкой, выполненной из резины С-572 с хорошими электроизоляционными и герметизирующими свойствами, при низкой температуре (70-80°С) вулканизации, что полностью предотвращает деформацию оболочки кабеля в пресс-форме. Кроме того, паличие теплоизолирующего материала между пресс-формой и оболочкой кабеля устраняет нагрев оболочки кабеля, а увеличение силы трения между оболочкой кабеля и пресс-фор.мой при помощи щлифовальной щкурки или другого фрикционного материала позволяет полностью исключить остаточные деформации оболочки кабеля после вулканизации в пресс-форме и смещение оболочки кабеля во время вулканизации. Практически
диаметр кабеля на участке обжимаемом прессформой, остается прежним, что обеспечивает высокую надежность соединения оболочки кабеля из поливинилхлорида с резиновыми заготовка.ми.
Прокладывание промежуточных слоев из смеси РС1-ПТ, не снижая электроизоляционных свойств соединения, обеспечивает надежное герметичное соединение заготовок из резины, например С-572, с оболочкой кабе.чя из поливинилхлорида, что было невозможно обеспечить при известном способе изготовления таких соединений.
Наличие в предварительно свулканизованных резиновых заготовках канавок по числу жил в кабеле позволяет предотвратить смещение и обрыв токопроводящих жил при вулканизации, что в целом повышает надежность соединительной колодки.
Таким образом, предлагаемый способ позволяет повысить надежность соединения многожильных кабелей в оболочках из поливипилхлорида с одножильным кабелем, причем основпые части соединительной колодки (заготовки), выполненные, например, из резины С-572, обеспечивают ее высокую электроизоляцию и герметизацию.
Формула изобретения
Способ изготовления соединительной коЛ13ДКИ, включающий в себя изготовление из изоляционного материала заготовок с канавками для узлов соединения, пайку жил соединяемых проводов, раз.мещение узлов соединения в заготовках и вулканизацию пакета в пресс-форме, отличающийся тем, что, с целью повышения надежности колодок для проводов в поливинилхлоридных оболочках, между заготовками прокладывают листы невулканизованной резиновой смеси, соединяемые участки проводов обматывают теплоизолирующи.м фрикционным материало.м, после чего проводят вулканизацию пакета в течение 120-130 мин при 70-80°С.
Псточники информации, принятые во внимание при экспертизе:
1.Патент США JNl 3721749, кл. 174-88, 1973.
2.Авторское свидетельство СССР Л 75474, кл. Н 01 R 43/02, 1947.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО КАБЕЛЬНОГО СОЕДИНИТЕЛЬНОГО УЗЛА | 1986 |
|
RU2150165C1 |
| Способ соединения проводов | 1991 |
|
SU1758741A1 |
| Способ сращивания кабелей в полимерной оболочке | 1981 |
|
SU1035704A1 |
| Способ сращивания многожильных электрических кабелей | 1985 |
|
SU1312670A1 |
| СПОСОБ ГЕРМЕТИЧНОГО СРАЩИВАНИЯ ЖИЛ КАБЕЛЕЙ В ПОЛИЭТИЛЕНОВОЙ ОБОЛОЧКЕ | 1990 |
|
SU1840234A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО КАБЕЛЬНОГО СОЕДИНИТЕЛЬНОГО УЗЛА | 1986 |
|
RU2150166C1 |
| Глубоководный ввод одножильного кабеля | 1976 |
|
SU658604A1 |
| Герметичный кабельный ввод | 1988 |
|
SU1529339A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАБЕЛЯ | 1972 |
|
SU352318A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ВРАЩЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2638857C1 |
/1
Л
п
И 3
