Изобретение относится к литейному производству, в частности к отливке валков в стационарных формах.
Цель изобретения - повышение качества отливки валка за счет увеличения точности сборки Формы и оптимизации охлаждения.
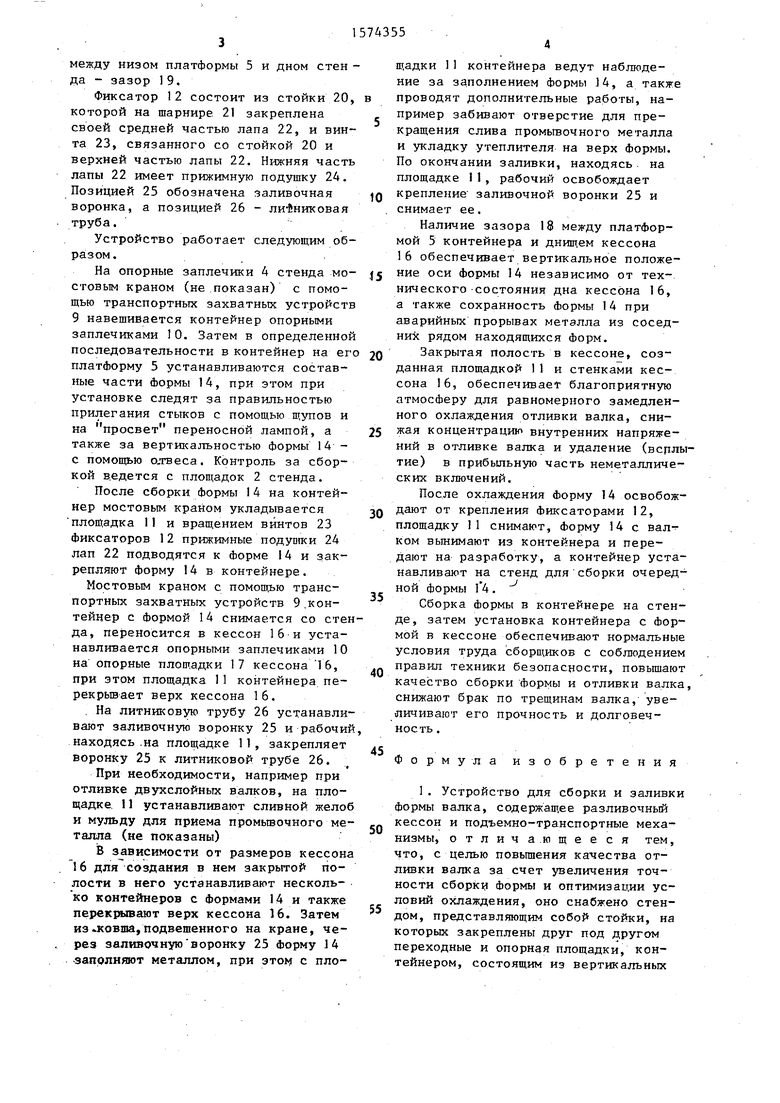
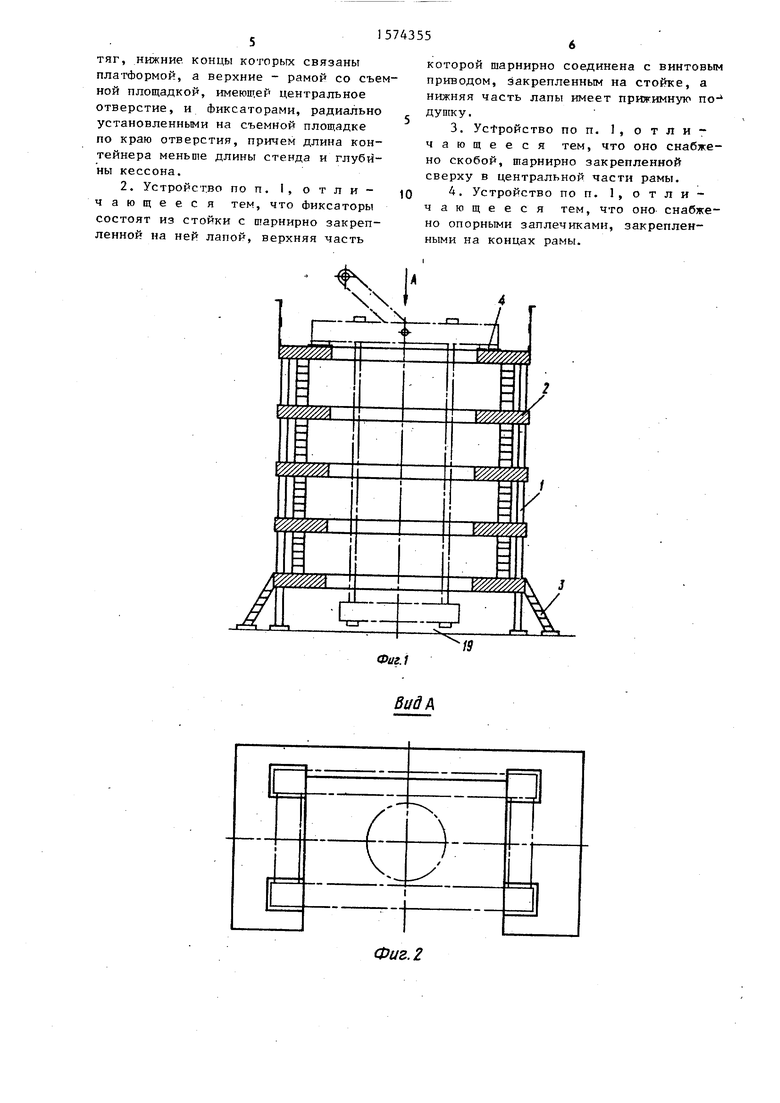
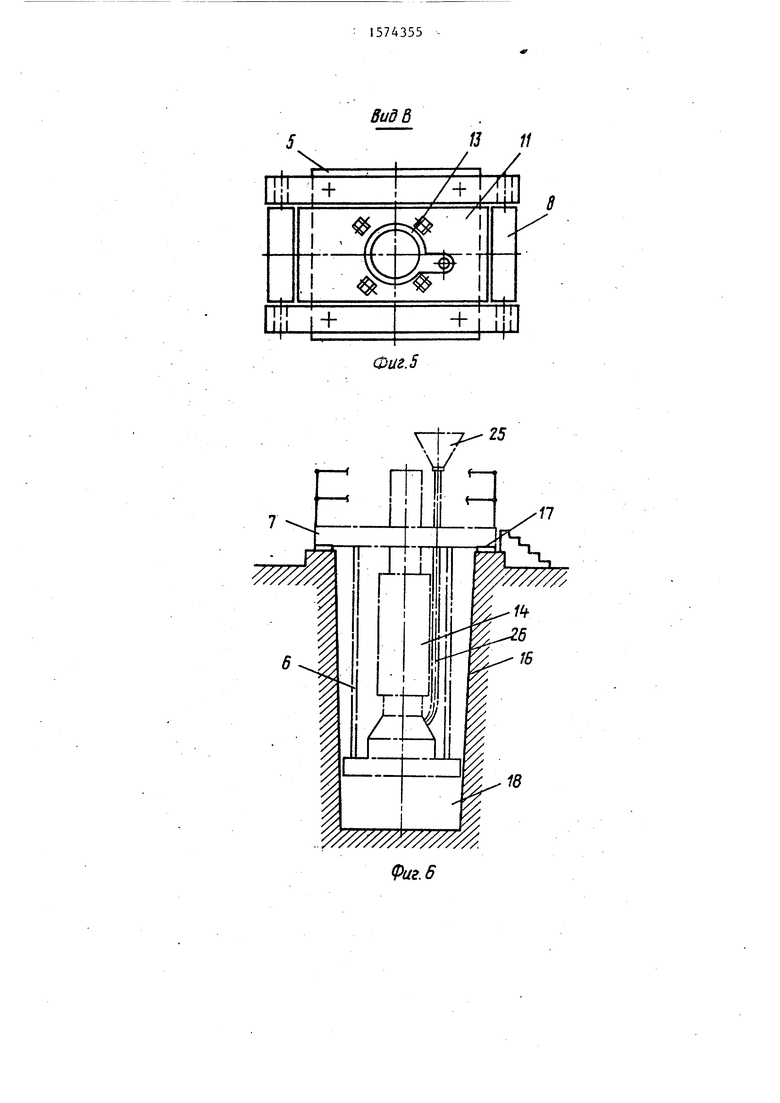
На фиг. I показан стенд сборки на фиг. 2 - вид А на Фиг.} на Фиг.З- контейнер с Формой; на Фиг.4 - вид Б на фиг.З; на фиг. 5 - вид В на фиг.З; на фиг. 6 - кессон с установленным в нем контейнером с площадкой и формой; на фиг. 7 - фиксатор.
Устройство для сборки и заливки формы валка включает в себя стенд сборки и контейнер с Формой.
Стенд состоит из стоек 1 , на которых закреплены одна под другой переходные и опорные площадки 2, лестницы 3 и опорных заплечиков 4.
Контейнер состоит из платформы 5, вертикальных тяг 6, нижние концы которых связаны с платформой 5, а верхние - с траверсами 7, соединенными между собой шарнирно поперечными балками 8. Траверсы 7 снабжены транспортными захватными устройствами 9 и опорными заплечиками 10. Проем между траверсами 7 и поперечными балками 8 перекрыт съемной плои .адкой 1 1 с Фиксаторами J2 и отверстием 13 под Форму 14. Последняя центрируется на платформе 5 с помощью упорных плати- ков 15. Кессон J6 имеет опорные площадки 17 под заплечики 10 контейнера . Между низом платформы 5 и днищем кессона 16 имеется зазор 18, а
Q-I
«
СД
между низом платформы 5 и дном стен - да - зазор 19.
Фиксатор 12 состоит из стойки 20, которой на шарнире 21 закреплена своей средней частью лапа 22, и винта 23, связанного со стойкой 20 и верхней частью лапы 22. Нижняя часть лапы 22 имеет прижимную подушку 24. Позицией 25 обозначена заливочная воронка, а позицией 26 - литниковая труба.
Устройство работает следующим образом.
На опорные заплечики 4 стенда мо- стовым краном (не показан) с помощью транспортных захватных устройств 9 навешивается контейнер опорными заплечиками 10. Затем в определенной последовательности в контейнер на его платборму 5 устанавливаются составные части Формы 14, при этом при установке следят за правильностью прилегания стыков с помощью щупов и на просвет переносной лампой, а также за вертикальностью формы 14 - с помощью о.твеса. Контроль за сборкой ведется с площадок 2 стенда.
После сборки Формы 1 4 на контейнер мостовым краном укладывается площадка 11 и вращением винтов 23 фиксаторов 12 прижимные подушки 24 лап 22 подводятся к Форме 14 и закрепляют форму 14 в контейнере.
Мостовым краном с помощью транспортных захватных устройств 9 контейнер с формой 14 снимается со стенда, переносится в кессон 16 и устанавливается опорными заплечиками 10 на опорные плошадки 17 кессона 16, при этом площадка 11 контейнера перекрывает верх кессона 16.
На литниковую трубу 26 устанавливают заливочную воронку 25 и рабочий находясь на площадке 11, закрепляет воронку 25 к литниковой трубе 26.
При необходимости, например при отливке двухслойных валков, на площадке 11 устанавливают сливной желоб и мульду для приема промьюочного металла (не показаны)
В зависимости от размеров кессона 16 для создания в нем закрытой полости в него устанавливают несколько контейнеров с Формами 14 и также перекрывают верх кессона 16. Затем из-ковша,подвешенного на кране, через заливочную воронку 25 форму 14 заполняют металлом, при этом с пло
0
5
0
5
0
5
щадки 11 контейнера ведут наблюдение за заполнением Формы 14, а также проводят дополнительные работы, например забивают отверстие для прекращения слива промывочного металла и укладку утеплителя на верх Формы. По окончании заливки, находясь на площадке 11, рабочий освобождает крепление заливочной воронки 25 и снимает ее.
Наличие зазора 18 между платформой 5 контейнера и днищем кессона 16 обеспечивает вертикальное положение оси формы 14 независимо от технического состояния дна кессона 16, а также сохранность Формы 14 при аварийных прорывах металла из соседних рядом находящихся форм.
Закрытая полость в кессоне, созданная площадкой I1 и стенками кессона 16, обеспечивает благоприятную атмосферу для равномерного замедленного охлаждения отливки валка, снижая концентрацию внутренних напряжений в отливке валка и удаление (всплытие) в прибыльную часть неметаллических включений.
После охлаждения Форму 14 освобождают от крепления фиксаторами 12, площадку 11 снимают, Форму 14 с валком вынимают из контейнера и передают на разработку, а контейнер устанавливают на стенд для сборки очередной формы Г4.
Сборка Формы в контейнере на стенде, затем установка контейнера с Формой в кессоне обеспечивают нормальные условия труда сборщиков с соблюдением правил техники безопасности, повышают качество сборки формы и отливки валка, снижают брак по трещинам валка, увеличивают его прочность и долговечность .
Формула изобретения
1. Устройство для сборки и заливки формы валка, содержащее разливочный кессон и подъемно-транспортные механизмы, отличающееся тем, что, с целью повышения качества отливки валка за счет увеличения точности сборки формы и оптимизации условий охлаждения, оно снабжено стендом, представляющим собой стойки, на которых закреплены друг под другом переходные и опорная площадки, контейнером, состоящим из вертикальных
тяг, нижние концы которых связаны платформой, а верхние - рамой со съемной площадкой, имеющей центральное отверстие, и фиксаторами, радиально установленными на съемной площадке по краю отверстия, причем длина контейнера меньше длины стенда и глубины кессона.
2. Устройство по п. I, отличающееся тем, что фиксаторы состоят из стойки с шарнирно закрепленной на ней лапой, верхняя часть
которой шарнирно соединена с винтовым приводом, закрепленным на стойке, а нижняя часть лапы имеет прижимную по- душку.
3.Устройство по п. отличающееся тем, что оно снабжено скобой, шарнирно закрепленной сверху в центральной части рамы.
4.Устройство по п. отличающееся тем, что оно снабжено опорными заплечиками, закрепленными на концах рамы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОТОННАЖНЫХ ОТЛИВОК ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2016 |
|
RU2637459C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| СПОСОБ СБОРКИ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 2016 |
|
RU2657816C1 |
| ПОДВЕСНОЙ МАНИПУЛЯТОР | 2009 |
|
RU2433017C2 |
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЦЕНТРОБЕЖНОЙ ЗАЛИВКИ КРУПНОГАБАРИТНЫХ ФАСОННЫХ ОТЛИВОК СЛОЖНОЙ ФОРМЫ ИЗ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 2014 |
|
RU2585604C1 |
| КОКИЛЬНЫЙ МОДУЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОАЛЮМИНИЕВЫХ ОТЛИВОК | 1994 |
|
RU2062681C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНЫХ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ | 2007 |
|
RU2346788C1 |
| СПРЕДЕР НАКЛОННЫЙ ДЛЯ КОНТЕЙНЕРОВ | 2017 |
|
RU2667206C1 |
| СТЕНД ДЛЯ УДАРНЫХ ИСПЫТАНИЙ | 1996 |
|
RU2111468C1 |

Изобретение относится к литейному производству, в частности к отливке валков в стационарных формах. Цель изобретения - повышение качества отливки валка за счет увеличения точности сборки формы и оптимизации условий охлаждения. Устройство для сборки и заливки формы валка содержит разливочный кессон и подъемно-транспортные механизмы, стенд для сборки, представляющий собой стойки, переходные и опорные площадки, контейнер, состоящий из вертикальных тяг, нижние концы которых связаны платформой, а верхние - рамой со съемной площадкой, имеющей центральное отверстие, по краю которого установлены фиксаторы, причем длина контейнера меньше длины стенда и глубины кессона. Изобретение позволяет улучшить условия труда и обеспечить высокое качество сборки. 3 з.п. ф-лы, 7 ил.
t
8U0 А
Фиг. 2
25
Фиг.З
Вид В
15
ФигЛ
Вид В
13 11
Фиг. 5
17
Фаг. 6
ч гз
WL
f v- А Ј s
Фиг. 7
| Будагьянц Н.А | |||
| и Карсский В.Е | |||
| Литые прокатные валки | |||
| М.: Металлургия, 1983, с.80. |
