Изобретение относится к способам сборки крыла летательного аппарата и может быть использовано в самолетостроении.
Известен способ сборки крыла летательного аппарата, заключающийся в том, что в вертикально расположенный стапель сборки крыла устанавливают передний лонжерон с носовой частью, задний лонжерон с хвостовой частью, собирают каркас кессона с нервюрами, устанавливают поочередно верхнюю и нижнюю панели, предварительно собранные в монолитные конструкции из подогнанных по привалочным поверхностям листов обшивок (отдельных панелей) со стрингерами, компенсаторами нервюр; при этом технологически съемную панель устанавливают на технологический крепеж без герметизации, подготовку привалочных поверхностей панелей и лонжеронов к окончательной сборке осуществляют в стапеле общей сборки крыла, при этом установленные панели отодвигают от каркаса с сохранением их пространственной ориентации, а технологически съемную панель окончательно устанавливают вне стапеля, используя выполненные в ней люки-лазы (RU 2137679, Кл. B64F5/00,1997).
Известный способ имеет следующие недостатки:
Наличие на раме стапеля с обеих сторон механизмов ориентации и расположение верхней балки над силовой частью крыла (кессоном) исключает использование цехового крана для закладки лонжеронов, панелей сверху и снятия готового кессона прямо наверх, напрямую без специальных устройств. При отводе механизмов ориентации с панелями поочередно возникают моменты, приводящие к деформации стапеля; в проемах между собираемым кессоном и отведенной незакрепленной панелью затруднена работа (мало места), необходимо отодвигать или убирать настилы как для работы, так и для заводки лонжеронов, панелей, выема готового ОЧК (отъемная часть крыла).
Окончательная установка носков, хвостовой части в стапеле может привести к их повреждению при выеме, кантовании, проведении внестапельных работ в зоне лонжеронов, транспортировке ОЧК.
Сборка крупногабаритных крыльев единичной и малой серии по данному способу неоправданно затратна из-за большого количества оснастки (необходимы приспособления для сборки верхних и нижних панелей, приспособления для сборки лонжеронов, приспособления для сборки переднего лонжерона с носовой частью, заднего лонжерона с хвостовой частью).
Целью настоящего изобретения является расширение технологических возможностей известного способа сборки крупногабаритных крыльев, сокращение трудоемкости сборочных работ, повышение жесткости стапеля сборки ОЧК.
Поставленная цель решается созданием способа сборки крыла летательного аппарата, включающий сборку переднего, заднего лонжеронов, сборку каркаса кессона с нервюрами, осуществляемой в вертикальном стапеле общей сборки ОЧК путем закладки заднего и переднего лонжеронов, собранных в отдельных приспособлениях; установку нервюр, панелей, подготовку привалочных поверхностей панелей, лонжеронов, нервюр к окончательной сборке и их герметизации, в котором верхние и нижние панели подаются на сборку не в собранном виде, а каждая по отдельности, без компенсаторов нервюр, предварительно подогнанные между собой в комплектовочных стендах и устанавливаемых в стапель сборки ОЧК после установки лонжеронов, макетных нервюр, в последовательности: нижние закладные (нижняя передняя, нижняя задняя, нижняя замыкающая - средняя лючковая панель); устанавливаются нервюры на стойки лонжеронов; компенсаторы нервюр и панели берутся на технологический крепеж; нижние панели снимаются в обратной последовательности и устанавливаются на тележки, не выкатывая их из зоны стапеля; устанавливаются верхние панели в последовательности: верхняя передняя и задняя, средняя замыкающая; разделываются в них крепежные отверстия совместно с поясами лонжеронов, нервюр по стыку панелей между собой и с устанавливаемыми компенсаторами; верхние панели снимаются в обратной последовательности и устанавливаются на тележки, не выкатывая их из зоны стапеля; после этого нижние панели готовят к окончательной закладке, для чего компенсаторы окончательно устанавливают на герметик, наносят герметик по привалочным поверхностям на поясах лонжеронов, нервюр, панелей и нижние панели в последовательности: нижняя передняя, нижняя задняя, нижняя замыкающая - средняя лючковая панель, устанавливаются окончательно; снимаются макетные нервюры, установленные между крыльевых нервюр в одних плоскостях с фиксаторами ТБО (технологические базовые отверстия) на переднем и заднем лонжеронах, сделанных в приспособлениях для сборки лонжеронов перед выемом; верхние панели готовят к окончательной закладке аналогично нижним в последовательности: верхняя передняя и задняя (работы ведутся со стороны верхнего контура и изнутри кессона), верхняя средняя замыкающая (работы проводят через люки-лазы в нижней лючковой панели), при этом верхняя балка стапеля, расположенная на основных колоннах, смещена в горизонтальной плоскости на величину, достаточную для закладки лонжеронов, панелей и для изъятия вверх цеховым краном готового ОЧК; нижняя балка расположена на стойках прямо под собираемым кессоном; с обратной стороны кессона относительно верхних балок и основных колонн, расположены дополнительные колонны без верхних балок с шарнирным соединением на них и на верхних балках откидных фиксаторов для базирования и фиксации переднего лонжерона, устанавливаемых при закладке переднего лонжерона по ТБО и кронштейнам навески подъемников предкрылков, расположенных между секциями носков и установленных в приспособлении сборки переднего лонжерона и расфиксируемых только перед выемом готового ОЧК; на верхних балках и дополнительных колоннах расположены откидные, шарнирно соединенные с ними или съемные фиксаторы кареток рельсов, носков крыла, узлов навески пилонов и др. расположенные на переднем лонжероне, а также грузоподъемные механизмы для вертикального перемещения панелей, а на нижней балке расположены фиксаторы кронштейнов навески задней механизации крыла, узлов навески пилона, шасийной балки, кронштейнов установки верхних и нижних залонжеронных панелей крыла, а на макетных нервюрах расположены откидные, съемные фиксаторы нервюр, элементов
трубопроводов, прижимы панелей к макетным нервюрам; основание стапеля содержит направляющие для транспортных средств (тележек), расположенных между собираемым кессоном с нижней балкой и основными колоннами с одной стороны, с обратной стороны между кессоном и дополнительными колоннами, а тележки имеют ячейки и прижимы для каждой панели, при этом расстояние от нижней балки до основания позволяет тележкам с панелями находится под настилом и не мешает проведению работ в стапеле, а подъем и установка панелей в собираемый кессон осуществляется грузоподъемными механизмами стапеля или цеховым краном без откидывания фиксаторов ТБО и кронштейнов подъемников предкрылков переднего лонжерона с верхней балки и дополнительных колонн.
Отличительной особенностью предлагаемого способа сборки крыла является то, что верхние и нижние панели крыла подаются в вертикально расположенный стапель сборки ОЧК не в собранном виде, а каждая по отдельности, без компенсаторов, с окончательно установленными во внестапельных стендах для сборки и хранения секций панелей стыковыми стрингерами (на закладных панелях), а макетные нервюры располагаются между крыльевых нервюр в одних плоскостях с фиксаторами ТБО на переднем и заднем лонжеронах, что позволяет устанавливать все нервюры сразу, при этом верхняя балка стапеля, расположенная на основных колоннах, смещена в сторону относительно собираемого кессона, что позволяет использовать цеховой кран для закладки лонжеронов, панелей и выема готового ОЧК напрямую без дополнительных устройств; с обратной стороны кессона относительно основных колонн и верхних балок располагаются дополнительные колонны без верхних балок с расположением на них и верхних балках шарнирных фиксаторов для базирования переднего лонжерона по ТБО и кронштейнам навески подъемников предкрылков, расположенных между секциями носков и расфиксируемым только перед выемом готового ОЧК; на верхних и нижних балках и дополнительных колоннах расположены фиксаторы кронштейнов навески передней и задней механизации крыла, кареток рельсов предкрылков, носков, залонжеронных панелей, узлов навески пилонов, шассийной балки и др., а на макетных нервюрах располагаются фиксаторы нервюр, элементов трубопроводов, прижимы панелей к макетным нервюрам, а основание стапеля содержит направляющие (рельсы), расположенные между нижними балками (кессоном) и основными и дополнительными колоннами, выходящие за торец стапеля на длину панелей, с расположением на них тележек с ячейками и прижимами для каждой панели для закатки их в зону стапеля, а подъем и установка панелей в собираемый кессон осуществляется лебедками или цеховым краном без расфиксации фиксаторов ТБО с верхних балок и фиксаторов кронштейнов предкрылков переднего лонжерона с дополнительных колонн; при этом расстояние от нижних балок до основания позволяет тележкам с панелями находится под настилом, не мешая проведению работ в стапеле и панели могут не выкатываться из зоны стапеля между первой и второй их закладкой, а внестапельные работы на панелях производиться или в зоне стапеля, или с выкаткой их из зоны стапеля.
Позициям на графических материалах соответствуют следующие наименования:
1 - элемент конструкции ОЧК - верхний (передний) лонжерон;
2 - элемент конструкции ОЧК - нижний (задний) лонжерон;
3 - элемент конструкции ОЧК - нервюра;
4 - элемент конструкции ОЧК - корневая (бортовая) нервюра;
5 - элемент конструкции ОЧК - концевая нервюра;
6 - элемент конструкции ОЧК - верхняя панель (6.1. - верхняя передняя; 6.2.-верхняя средняя; 6.3.- верхняя задняя панели);
7 - элемент конструкции ОЧК - нижняя панель (7.1. - нижняя передняя; 7.2. - нижняя средняя; 7.3. - нижняя задняя панели);
8 - элемент конструкции ОЧК - стрингера панелей (8.1 - стыковой стрингер; 8.2 - переливной коробчатый стрингер);
9 - основные колонны;
10 - дополнительные колонны;
11 - нижние стойки;
12 - верхние балки (12.1 - поперечные съемные балки, 12.2 - поперечные балки объединенного стапеля);
13 - нижняя балка;
14 - откатная тележка с плитой разъема по корневой (бортовой) нервюре;
14.1 - нижний и верхний макетные пояса бортовой нервюры центроплана;
14.2 - откидные прижимы панелей по бортовой нервюре;
15 - ложемент-фиксатор ТБО;
16 - откидные ложементы-фиксаторы носков;
17 - откидные (отодвижные) упоры по торцевым диафрагмам носков;
18 - кронштейн ложементов 15, 19 макетной нервюры 21;
19 - постоянный ложемент-фиксатор ТБО заднего лонжерона;
20 - фиксатор кронштейна по оси вращения элерона;
21 - макетная нервюра;
22 - фиксатор кронштейна навески балки механизма закрылка;
23 - болт;
24 - гайка;
25 - откидная штанга-фиксатор кронштейна подъемника предкрылка;
26 - штанга-фиксатор с макетным рельсом для фиксации каретки рельса предкрылка;
26.1 - макетный рельс предкрылка;
27 - прижим для поджатая панелей (6, 7) к макетным нервюрам;
28 - механизм роликовый для перемещения и поджатая панелей;
29 - кронштейн соединения фиксатора с балками или дополнительными колоннами;
29.1 - шарнирный кронштейн;
29.2 - угловой кронштейн;
30 - кронштейн для подвески панелей к подъемному устройству;
31 - кронштейн для подвески панелей за лючковое отверстие;
32 - выдвижные, поворотные устройства для поднятия и опускания панелей;
32.1 - направляющая со стойками выдвижного устройства;
32.2 - поворотная часть устройства;
32.3 - задние направляющие ролики устройства;
32.4 - фиксатор выдвижной балки;
32.5 - передвижное подъемное устройство для установки панелей с дополнительной балки;
32.6 - направляющая подъемного устройства;
33 - трос с крюком подъемного устройства;
34 - лебедка (ручная, электрическая);
35 - тележка для установки и передвижения панелей ОЧК;
36 - рельсы для передвижения тележек с панелями;
37 - откидная штанга-фиксатор переднего лонжерона в зоне бортовой нервюры;
38 - откидная, поворотная штанга-фиксатор концевой нервюры крыла;
39 - универсальная траверса для установки панелей с тележек;
40 - отодвижной или стационарный настил первого яруса;
40.1 - откидная площадка настила первого яруса;
40.2 - опоры откидных площадок первого яруса;
41 - стационарный настил второго яруса;
41.1 - откидная площадка настила второго яруса;
42 - частичный макет трубопровода, устанавливаемый на макетную нервюру;
43 - съемный, раздвижной упор-фиксатор нервюры, устанавливаемый на макетную нервюру;
44 - тендер для поджатая нервюр к фиксаторам 43;
45 - вертикальный стенд для внестапельной сборки и хранения панелей крыла;
46 - горизонтальный стенд для внестапельной сборки панелей крыла;
47 - объединенный стапель правого и левого борта сборки ОЧК с настилами;
48 - балка по разъему ОЧК с фюзеляжем в зоне бортовой нервюры стенда навески и отработки механизма крыла;
49 - фиксатор по обрезу внутреннего предкрылка (имитатор зализа фюзеляжа);
50 - фиксатор по обрезу внутреннего носка крыла (имитатор зализа фюзеляжа);
51 - макетная серьга навески шассийной балки тормоза;
52 - макетный рельс внутреннего закрылка (расположенного в фюзеляже);
53 - приемные регулируемые ложементы стенда;
54 - регулируемые опоры стенда;
55 - кондуктор для разделки отверстий в кронштейнах навески балок механизмов внутреннего и внешнего закрылков;
56 - элемент конструкции ОЧК - фланцы трубопровода, устанавливаемые на нервюры;
57 - элемент конструкции ОЧК - кронштейн навески подъемника предкрылка;
57.1 - элемент конструкции ОЧК - каретка с роликами для закатывания рельса предкрылка;
57.2 - элемент конструкции ОЧК - подкосы кареток;
58 - элемент конструкции ОЧК - кронштейн по оси вращения элерона, интерцептора, воздушного тормоза;
59 - элемент конструкции ОЧК - кронштейн навески балки механизма закрылка;
60 - элемент конструкции ОЧК - отъемная часть крыла;
61 - элемент конструкции ОЧК - носки крыла (61.1, 61.2, …);
62 - элемент конструкции ОЧК - предкрылки крыла (62.1, 62.2, …);
63 - элемент конструкции ОЧК - механизмы закрылков;
64 - элемент конструкции ОЧК - воздушный тормоз;
65 - элемент конструкции ОЧК - внутренний закрылок;
66 - элемент конструкции ОЧК - внешний закрылок;
67 - элемент конструкции ОЧК - шассийная балка;
68 - элемент конструкции ОЧК - балка воздушного тормоза (подкос шассийной балки);
69 - элемент конструкции ОЧК - интерцептор;
70 - элемент конструкции ОЧК - элерон;
71 - элемент конструкции ОЧК - концевая поверхность крыла
Сущность изобретения поясняется графическими материалами, на которых:
На фиг. 1 - вертикально расположенный стапель сборки ОЧК и самого ОЧК - вид в плане (сверху) на правый борт;
На фиг. 2 - вид А фиг. 1 с дополнительными колоннами(10) с обратной стороны основных колонн(9) относительно собираемого ОЧК(60);
На фиг. 3 - вертикально расположенный стапель сборки ОЧК с установкой панели в стапель с тележек(35) с помощью траверсы(39);
На фиг. 4 - сечение Б-Б фиг. 3;
На фиг. 5 - вертикально расположенный стапель сборки ОЧК с панелями крыла (6,7), расположенными на тележках (35) вне стапеля со стороны концевой нервюры (5);
На фиг. 6 - вид Ж фиг. 5;
На фиг. 7 - узел М фиг. 5;
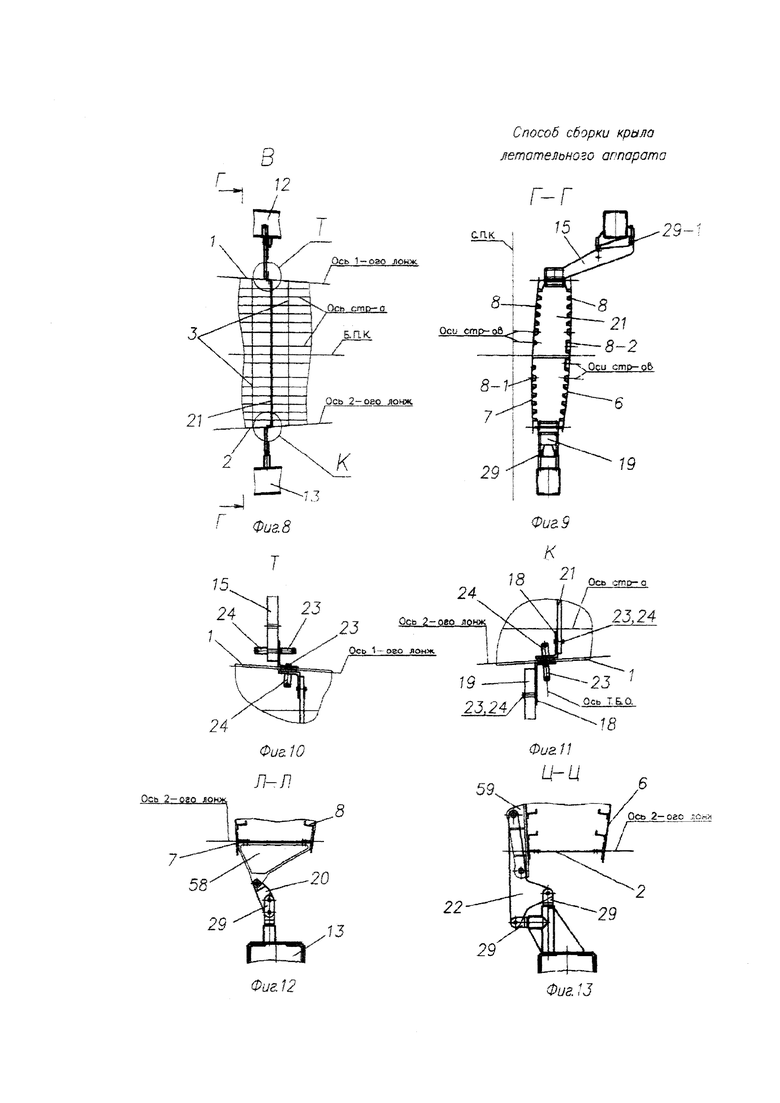
На фиг. 8 - узел В фиг. 1;
На фиг. 9 - сечение Г-Г фиг. 8;
На фи. 10 - узел Т фиг. 8;
На фиг. 11 - узел К фиг. 8;
На фиг. 12 - сечение Л-Л фиг. 1;
На фиг. 13 - сечение Ц-Ц фиг. 1;
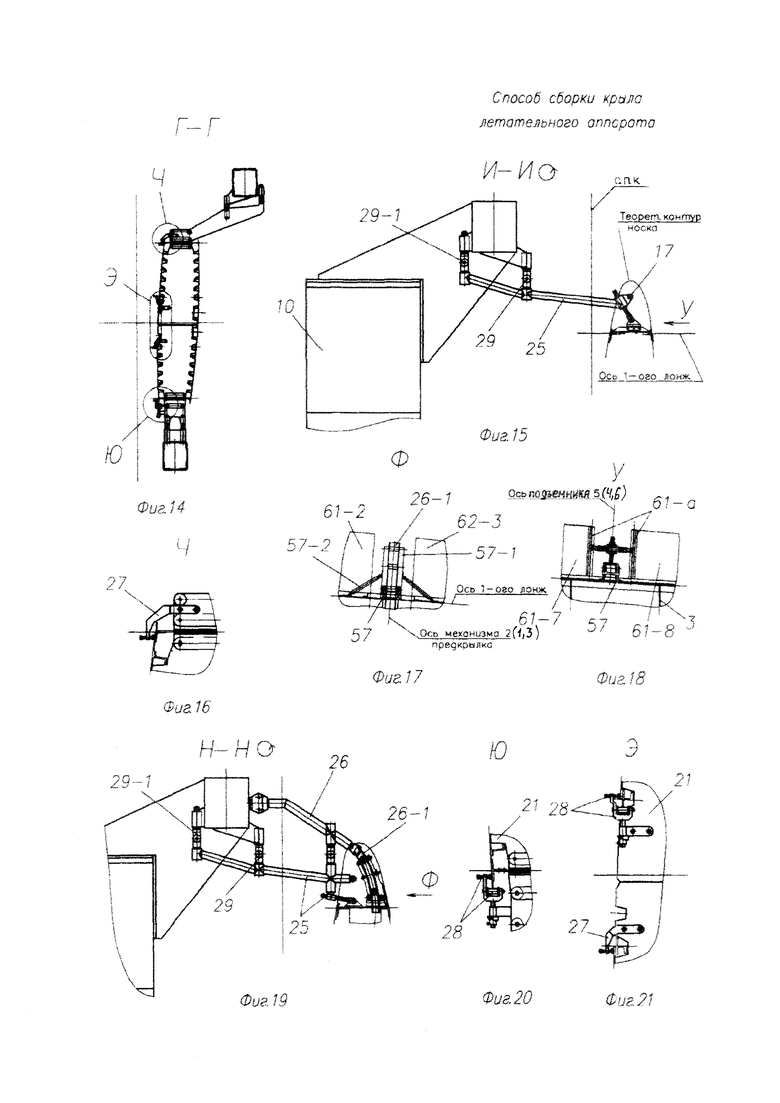
На фиг. 14 - сечение Г-Г фиг. 8;
На фиг. 15 - сечение И-И фиг. 2;
На фиг. 16 - узел Ч фиг. 14;
На фиг. 17 - вид Ф фиг. 19;
На фиг. 18 - вид У фиг. 15;
На фиг. 19 - сечение Н-Н фиг. 2;
На фиг. 20 - узел Ю фиг. 14;
На фиг. 21 - узел Э фиг. 14;
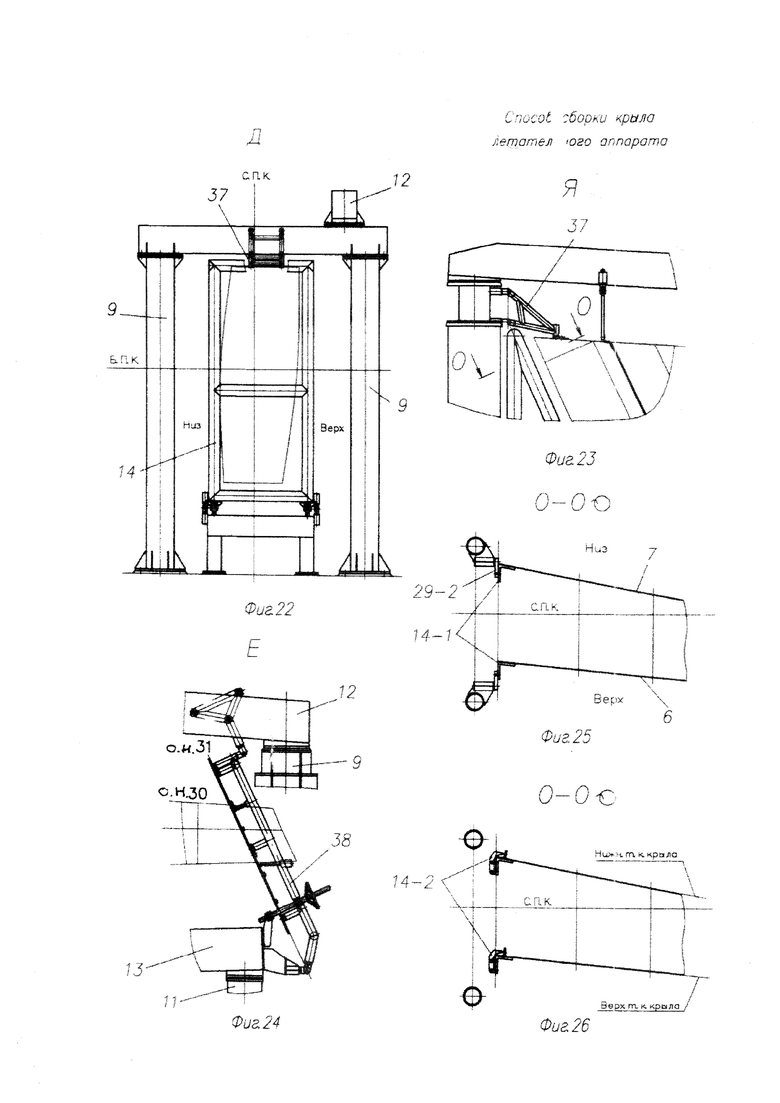
На фиг. 22 - вид Д фиг. 1;
На фиг. 23 - узел Я фиг. 3;
На фиг. 24 - узел Е фиг. 1;
На фиг. 25, 26 - сечение О-О фиг. 23;
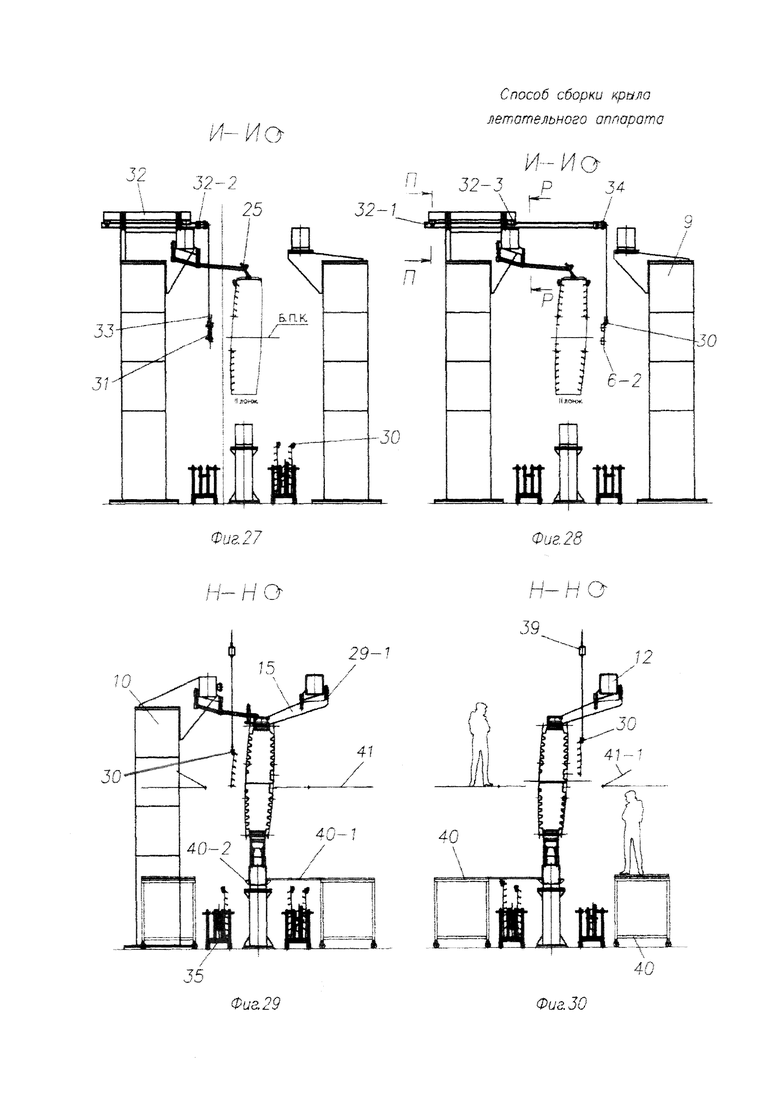
На фиг. 27 - сечение И-И фиг. 2 (установка нижней средней панели 7-2 с помощью подъемного устройства 32);
На фиг. 28 - сечение И-И фиг. 2 (установка верхней средней панели 6-2);
На фиг. 29 - сечение Н-Н фиг. 2 (установка нижней панели траверсой 39 цеховым краном);
На фиг. 30 - сечение Н-Н фиг. 2 (установка верхней панели с тележек 35);
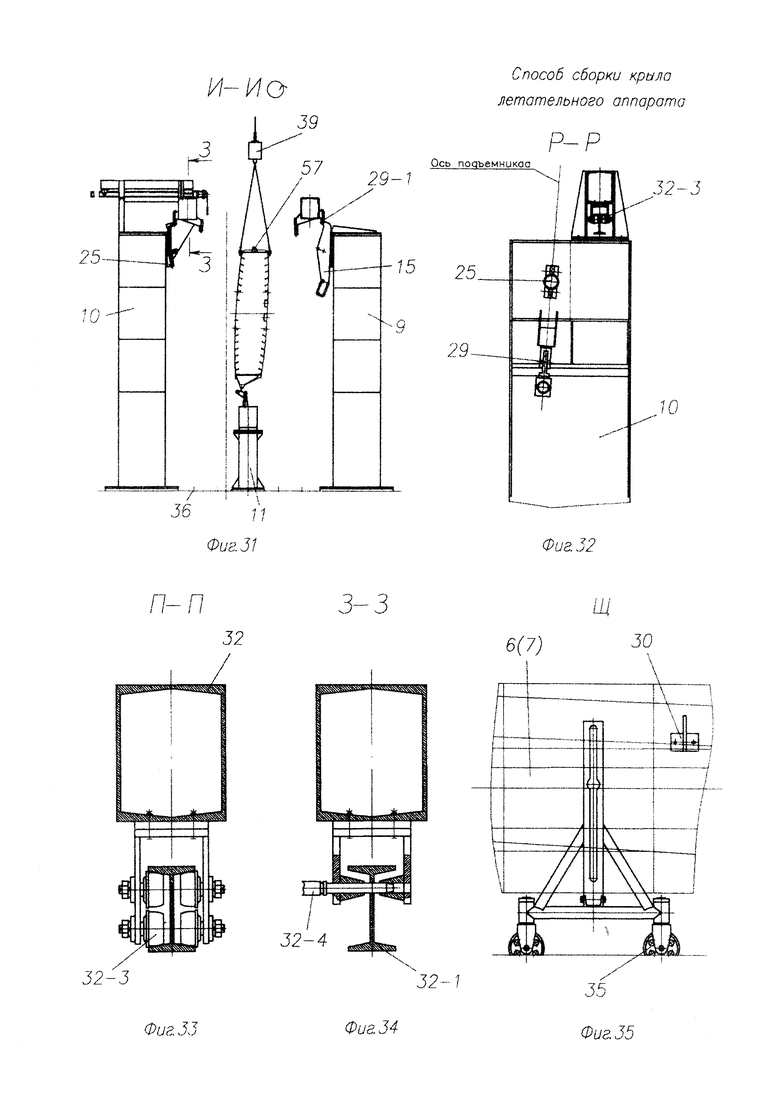
На фиг. 31 - сечение И-И фиг. 2 (выем собранного ОЧК 60 из стапеля с помощью траверсы 39);
На фиг. 32 - сечение Р-Р фиг. 28;
На фиг. 33 - сечение П-П фиг. 28;
На фиг. 34 - сечение З-З фиг. 31;
На фиг. 35 - узел Щ фиг. 5;
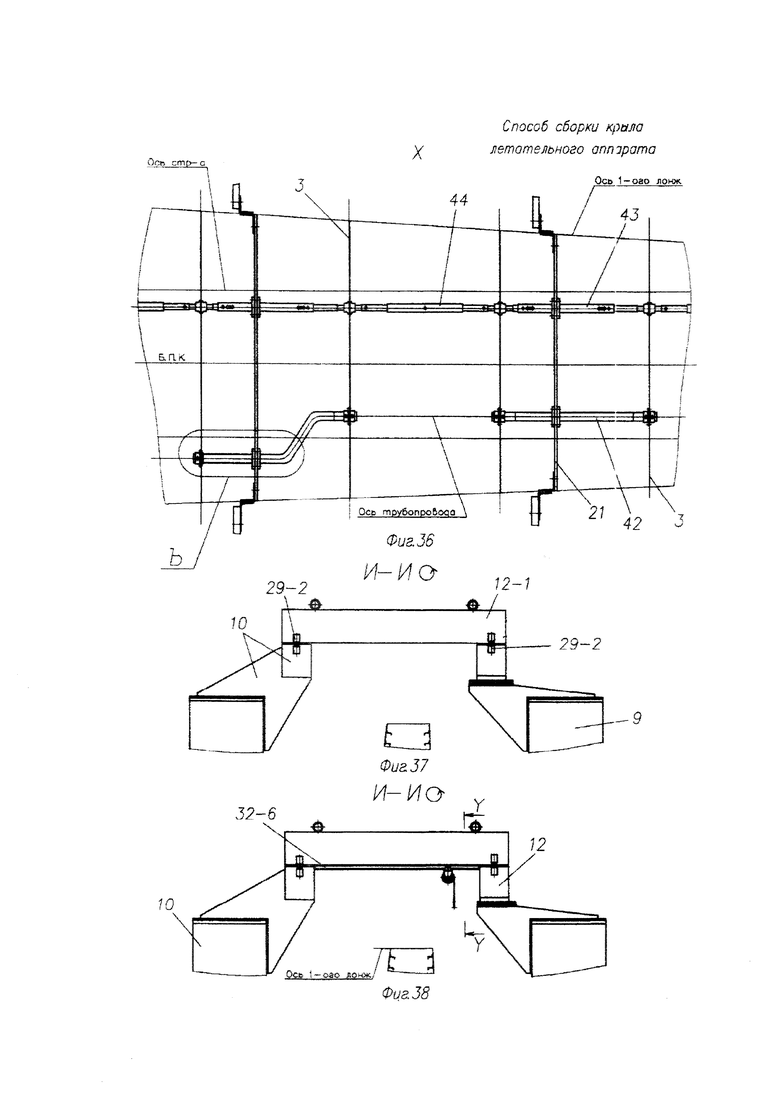
На фиг. 36 - узел X фиг. 5;
На фиг. 37 - сечение И-И фиг. 2 (установка дополнительных съемных балок 12-1);
На фиг. 38 - сечение И-И фиг. 2 (дополнительные балки 12-1 с подъемным устройством 32-5,32-6);
На фиг. 39 - вид Ж фиг. 5;
На фиг. 40 - вид Ы фиг. 39;
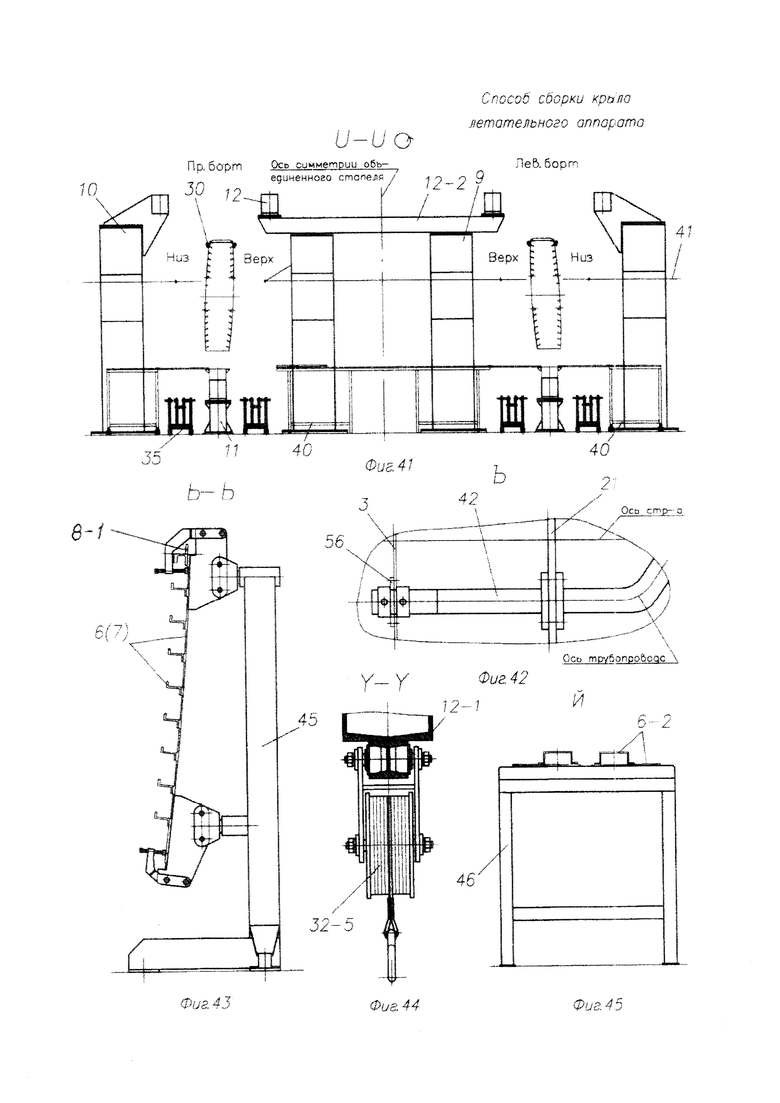
На фиг. 41 - сечение U-U фиг. 39;
На фиг. 42 - узел Ъ фиг. 36;
На фиг. 43 - сечение Ь-Ь фиг. 40;
На фиг. 44 - сечение Y-Y фиг. 38;
На фиг. 45 - вид Й фиг. 39;
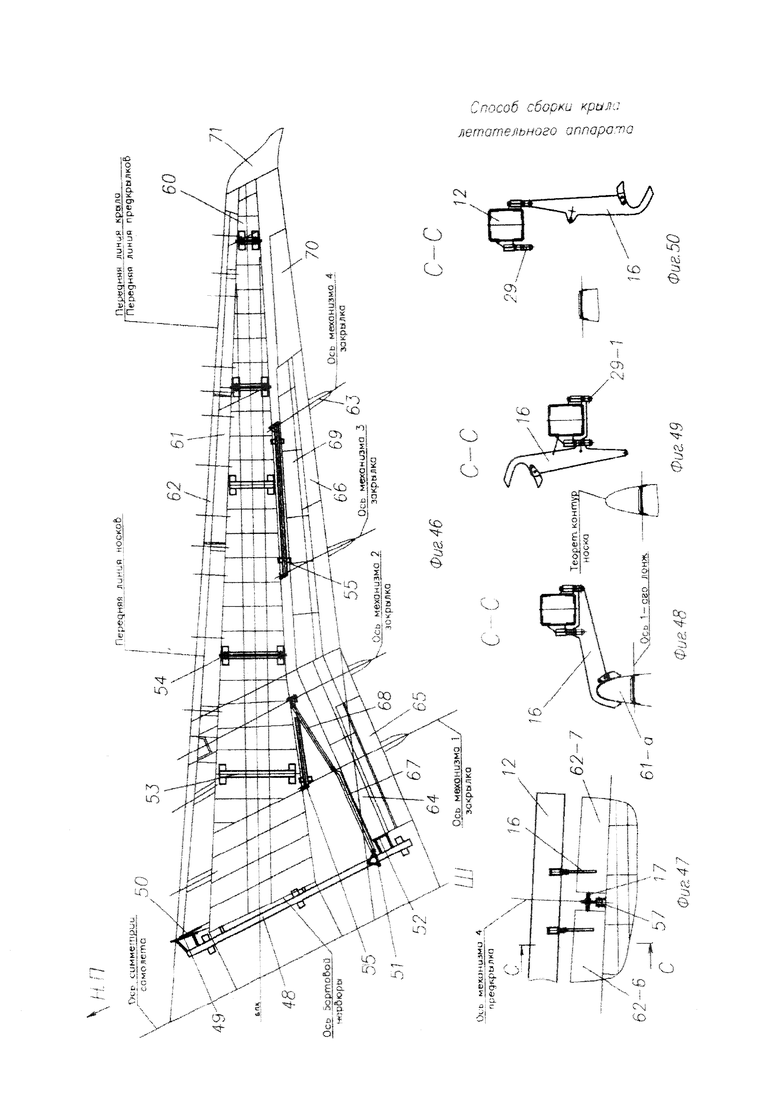
На фиг. 46 - вид в плане на ОЧК (правый борт), расположенный горизонтально в стенде нивелировки, навески и отработки механизации крыла;
На фиг. 47 - узел Щ к фиг. 7;
На фиг. 48, 49, 50 - сечение С-С фиг. 47.
Сборку крыла осуществляют следующим образом:
Сначала проводят сборку переднего лонжерона (1), с установкой на него кронштейнов подъемников предкрылков (57), заднего лонжерона (2), установку верхних (6) и нижних (7) панелей крыла в стапель сборки крыла, (каждую по отдельности) без компенсаторов нервюр, предварительно подогнанных по привалочным поверхностям и установленных на технологический крепеж через стыковые стрингера (8.1) без герметика в комплектовочных стендах в цехе изготовления панелей, с установленными окончательно стрингерами (8), кроме стыковых (8.1), и поступающие каждая панель по отдельности на сборку в вертикальный стапель сборки ОЧК. Предварительно на внестапельных стендах для сборки панелей (45, 46) устанавливаются окончательно стыковые стрингера (8-1) на закладные передние и задние панели, проводятся возможные монтажные и другие подготовительные работы. В стапеле сборки ОЧК подготовку привалочных поверхностей панелей лонжеронов, нервюр, компенсаторов нервюр к окончательной установке осуществляют, не убирая панели из зоны стапеля. При этом передний лонжерон (1) поступает на сборку без носовой части, когда носки (61) представляют собой самостоятельные подсборки и ставятся на передний лонжерон (1) винтами на анкерные гайки на верхнем и нижнем поясе переднего лонжерона. Все носки крыла собираются в отдельном приспособлении и подаются на установку в стапель сборки ОЧК, по отдельности каждая секция, и устанавливаются предварительно. Задний лонжерон поступает на сборку так же без хвостовой части (когда конструкция хвостовой части представляет собой верхние и нижние залонжеронные панели, установленные на фитинги и кронштейны навески задней механизации, устанавливаемые на заднем лонжероне). Закладываются задний, передний лонжероны, макетные нервюры, создавая каркас кессона. Закладываются в стапель панели - каждая по отдельности и каждая по два раза. В рассматриваемом варианте верхние и нижние панели состоят каждая из трех панелей: передняя и задняя закладные и средняя - замыкающая.
Закладываются сначала нижние закладные: передняя (7.1) (у переднего лонжерона) и задняя (7.3) (у заднего лонжерона), средняя лючковая (7.2) с окончательно установленными на закладных панелях стыковыми стрингерами на внестапельных стендах (козелках) для сборки панелей (45, 46) до первой закладки в стапель. Устанавливаются компенсаторы нервюр и панели берутся на технологический крепеж между собой с поясами лонжеронов, с компенсаторами, нервюрами. Панели соединены между собой по стыковым стрингерам. Далее нижние панели (7) снимаются (сначала замыкающая средняя) вместе с компенсаторами и устанавливаются на тележки, которые не выкатываются из зоны стапеля. После этого устанавливаются в стапель верхние панели (6) (передняя (6.1), задняя (6.3), затем средняя замыкающая - 6.2), и по аналогии с нижними панелями, разделывают в них крепежные отверстия совместно с поясами лонжеронов, нервюр, между собой по стыковым стрингерам и с устанавливаемыми компенсаторами. Затем в обратной последовательности снимают верхние панели вместе с компенсаторами и устанавливают их на тележки, не выкатывая из зоны стапеля. Тележки имеют ячейки и прижимы для каждой панели. Возможно выкатывание панелей для проведения внестапельных работ для окончательной закладки панелей.
Нижние панели подготавливаются к окончательной закладке: компенсаторы устанавливаются окончательно на герметик, наносится герметик по привалочным поверхностям на поясах лонжеронов, нервюр, панелей и они устанавливаются окончательно (последней устанавливается замыкающая средняя панель). Снимаются макетные нервюры, установленные между крыльевых нервюр, верхние панели подготавливаются к окончательной закладке аналогично нижним в последовательности: передняя и задняя, последней закладывается средняя панель через люки-лазы нижней лючковой панели.
Для уменьшения количества монтажных работ внутри кессона после окончательной установки панелей, эти работы проделывают в максимально возможном объеме на этапах сборки нервюр, лонжеронов, панелей в стапеле сборки ОЧК до окончательной закладки верхней средней панели.
В зоне переднего лонжерона с помощью шарнирных откидных или съемных штанг-фиксаторов кареток подъемников (механизмов) 26 с макетным рельсом 26-1 производится предварительная установка кареток рельсов механизмов (подъемники и рельсы предкрылков совмещены конструктивно в одну единую плоскость 57-1). При этом фиксаторы кареток 26 по рельсам предкрылков, совмещенными с подъемником, механизмы, устанавливаются на дополнительных колоннах 10 - фиг. 2, 17, 19, а по рельсам, не совмещенными с подъемниками, аналогичные фиксаторы устанавливаются с верхней балки 12. На переднем лонжероне устанавливаются кронштейны навески пилона с помощью съемного устройства, устанавливаемого цеховым краном на верхнюю балку 12. Одним из последних этапов сборки ОЧК в стапеле является предварительная установка носков крыла 61. Установка носков производится поочередно с помощью откидных шарнирных ложементов-фиксаторов (16) для вписывания в обвод и откидных, отодвижных упоров 17 по торцевым диафрагмам носков, устанавливаемых на штангах-фиксаторах 25 - фиг. 7, 15, 18, 47-50. При этом ложементы-фиксаторы ТБО 15 переднего лонжерона отводятся в нерабочее положение (только те, которые попадают в зону устанавливаемого носка, остальные зафиксированы в рабочее положение), а штанги-фиксаторы кронштейнов-подъемников 25 с дополнительных колонн 10 находятся в зафиксированном положении от начала до конца сборки - фиг. 15, 19, 27÷29, 32.
В зоне заднего лонжерона производится установка кронштейнов (и дублирование установки кронштейнов, установленных в приспособлении для сборки заднего лонжерона), например, интерцепторов по оси вращения (по опорам) элерона, интерцептора, воздушного тормоза 58 с помощью поворотных, откидных, съемных фиксаторов 20, кронштейнов навески балок механизмов закрылков 59 подобными фиксаторами 22 - фиг. 12, 13.
В зоне заднего лонжерона производится установка кронштейнов навески пилона, шассийной балки, балки воздушного тормоза по оси вращения шасси, верхних и нижних залонжеронных панелей, с помощью откидных, поворотных, отодвижных и съемных фиксаторов.
Для установки цеховым краном лонжеронов, панелей и для выема готового ОЧК, верхняя балка стапеля смещена в сторону для усиления и сохранения жесткости стапеля, с обратной стороны основных колонн относительно кессона, устанавливаются дополнительные колонны без балок, с расположением на них шарнирных, откидных фиксаторов элементов переднего лонжерона, как и с верхней балки, при этом количество и расположение дополнительных колонн определяется конструкцией самолета. В предлагаемом варианте дополнительные колонны расположены напротив кронштейнов навески подъемника (механизмов) предкрылков, которые устанавливаются в приспособлении для сборки переднего лонжерона, и которые фиксируются при закладке переднего лонжерона и откидываются только перед выемом готового кессона и закладкой следующего ОЧК, т.к. в этой зоне других работ нет и фиксаторы не мешают проведению работ.
Для перемещения панелей с внестапельных стендов в стапель сборки ОЧК, основание стапеля содержит направляющие (рельсы) для транспортных средств (тележек), которые выходят из торца стапеля на длину, позволяющую устанавливать каждую панель по отдельности краном с внестапельных стендов на тележки, а направляющие расположены между кессоном с нижней балкой и основными колоннами с одной стороны и между кессоном и дополнительными колоннами с другой стороны. Тележки имеют ячейки для каждой панели, работы по подготовке панелей к повторной, окончательной закладке можно проводить на тележках прямо в зоне стапеля, не выкатывая их. Можно выкатывать, при этом высота стапеля (расстояние от нижних балок до основания) такова, что не мешает проведению работ в стапеле, а тележки с панелями остаются под откидными площадками настила (первого яруса).
Проверяется вписываемость носков крыла в обвод по обкатным эквидистантным шаблонам, затем носки снимаются. Снимаются каретки рельсов предкрылков. На кессон наносятся реперные точки по элементам стапеля. Так как все панели установлены окончательно, производится обкатка кессона крыла эквидистантными шаблонами, зафиксированными по базам стапеля. Проверяется скрутка ОЧК при расфиксированном кессоне. Полностью расфиксируется кессон и снимается из стапеля с помощью цехового крана вверх, кантуется в горизонтальное положение и устанавливается на ложементы для проведения внестапельных работ и работ для проверки герметичности воздухом и воздушно-газовой смесью. Производится установка кронштейнов крепления топливной системы, электрооборудования, гидросистемы, не установленных на предыдущих этапах. Монтаж трубопроводов топливной системы производится с базой от макетов комплектующих изделий. Работы производятся через люки-лазы нижней средней панели и бортовой нервюры. Кессон подготавливается к испытанию: заглушаются все проемы, люки, отверстия. Отсутствие на кессоне носков, кареток рельсов предкрылков, верхних и нижних залонжеронных панелей облегчает его выемку из стапеля, кантование, транспортирование; позволяет производить объективный контроль при испытании на герметичность зоны лонжеронов кессона за счет открытости этой зоны, уменьшает вероятность деформации, повреждения элементов кессона.
Завершающий этап - это внестапельная сборка ОЧК в стенде навески и отработки механизации крыла.
ОЧК 60 устанавливается в стенд с базой от реперных точек с помощью приемных регулируемых ложементов 53 на опоры стенда 54 и нивелируется (выставляется в теоретическое полетное расположение).
Торцы верхних и нижних панелей контролируются с помощью упоров - фиг. 46. Винтовые механизмы на ложементах и опорах 53, 54 контруются и пломбируются. Устанавливаются в стенде по реперным точкам кондуктора 55 и окончательно разделываются отверстия в кронштейнах навески балок механизмов внутреннего и внешнего закрылков 59. Устанавливаются балки механизмов закрылков, нивелируются с использованием реперных точек стенда по оси балок, обеспечивая таким образом, параллельность осей балок механизмов относительно оси самолета. Носки, предварительно установленные в стапеле сборки ОЧК, навешиваются на ОЧК с помощью устройства для навески носков и предкрылков летательного аппарата.
Первый носок в продольном направлении устанавливается с помощью фиксатора по обрезу первого носка (имитатора обреза зализа фюзеляжа) 50 - фиг. 46.
Предкрылки аналогично навешиваются с помощью данного устройства, внутренний предкрылок в поперечном направлении устанавливается с помощью фиксатора по обрезу внутреннего предкрылка (имитатора зализа фюзеляжа) 49. Шассийная балка 67 навешивается с помощью макетной серьги навески шассийной балки на фюзеляж 51, установленной на балке стенда, далее навешиваются опоры воздушного тормоза 58 и на балки 67, 68. Навешиваются по обкатным шаблонам воздушные тормоза, интерцептора, элероны, закрылки. Нижние и верхние залонжеронные панели устанавливаются предварительно с помощью устройств с базой за верхние и нижние обводы крыла в зоне заднего лонжерона, за оси вращения воздушного тормоза, интерцептора, элерона до установки средств механизации по заднему лонжерону; и окончательно устанавливаются вписыванием по обкатным шаблонам между верхним и нижним обводом крыла в зоне заднего лонжерона и контуром средств механизации по заднему лонжерону (воздушные тормоза, интерцепторы, элероны, закрылки).
Концевая поверхность крыла устанавливается за кронштейны на концевой нервюре по переднему и заднему лонжеронам путем нивелировки по реперным точкам. Выполняются оставшиеся монтажи трубопроводных систем, электрооборудования в объеме расцеховки, монтажи трубопроводов внутри кессон-бака выполняются по макетам КИ (комплектующих изделий). Установку КИ и трубопроводов в районе бортовой нервюры производят в цехе окончательной сборки после стыковки ОЧК с фюзеляжем (с центропланом). Снимается шассийная балка, балка воздушного тормоза, внутренние закрылки и все отправляется в цех окончательной сборки для дальнейшей сборки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ АГРЕГАТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1992 |
|
RU2067543C1 |
| СПОСОБ МОДУЛЬНОЙ СБОРКИ КЕССОНА КОНСОЛИ КРЫЛА САМОЛЕТА С ДЕТАЛЯМИ ИЗ УГЛЕРОДНЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И МЕТАЛЛОВ И СБОРОЧНАЯ ЛИНИЯ С УСТРОЙСТВАМИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2021 |
|
RU2774870C1 |
| СПОСОБ СБОРКИ МОДУЛЬНЫМ СПОСОБОМ КЕССОНА КОНСОЛИ КРЫЛА ТЯЖЕЛОГО ТРАНСПОРТНОГО САМОЛЕТА С ДЕТАЛЯМИ ИЗ УГЛЕРОДНЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И МЕТАЛЛОВ И СБОРОЧНАЯ ЛИНИЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА СБОРКИ | 2023 |
|
RU2836920C1 |
| КРЫЛО ШИРОКОФЮЗЕЛЯЖНОГО ДАЛЬНЕМАГИСТРАЛЬНОГО САМОЛЕТА | 2024 |
|
RU2838859C1 |
| Крыло самолёта, кессон крыла самолета, центроплан, лонжерон (варианты) | 2019 |
|
RU2709976C1 |
| КРЫЛО САМОЛЕТА | 2014 |
|
RU2557638C1 |
| СПОСОБ СБОРКИ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 1997 |
|
RU2137679C1 |
| УЗЕЛ СОЕДИНЕНИЯ НАВЕСНОЙ СИЛОВОЙ БАЛКИ ПИЛОНА ДВИГАТЕЛЯ С КЕССОНОМ КРЫЛА | 2012 |
|
RU2527614C2 |
| УСТРОЙСТВО ПОДВЕСА ДВИГАТЕЛЯ К КРЫЛУ САМОЛЕТА | 2024 |
|
RU2829368C1 |
| ПОДВИЖНОЙ ХВОСТОВОЙ СТАБИЛИЗАТОР ДЛЯ САМОЛЕТА | 1997 |
|
RU2166460C2 |




Изобретение относится к технологии самолетостроения. Способ сборки крыла летательного аппарата включает сборку переднего, заднего лонжеронов, сборку кессона каркаса силовой части крыла с нервюрами, осуществляемую в вертикальном стапеле общей сборки отъемной части крыла (ОЧК) путем закладки заднего и переднего лонжеронов, собранных в отдельных приспособлениях; установки нервюр, панелей, подготовки привалочных поверхностей панелей, лонжеронов, нервюр к окончательной сборке и их герметизации. Верхние и нижние панели подаются на сборку по отдельности. Используют комплектовочные стенды. Устанавливают нервюры на стойки лонжеронов. Компенсаторы нервюр и панели берут на технологический крепеж. Нижние панели снимают в обратной последовательности и устанавливают на тележки. Нижние панели готовят к окончательной закладке, компенсаторы окончательно устанавливают на герметик, наносят герметик по привалочным поверхностям на поясах лонжеронов, нервюр, панелей и нижних панелей. Работы ведутся со стороны верхнего контура и изнутри кессона. Снимаются макетные нервюры, установленные между крыльевых нервюр. Основание стапеля содержит направляющие для тележек, расположенных между собираемым кессоном с нижней балкой и основными колоннами с одной стороны, с обратной стороны между кессоном и дополнительными колоннами. Изобретение направлено на сокращение трудоемкости сборочных работ. 50 ил.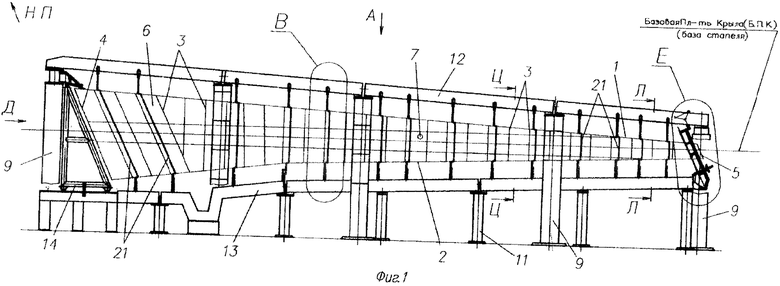
Способ сборки крыла летательного аппарата, включающий сборку переднего, заднего лонжеронов, сборку кессона каркаса силовой части крыла с нервюрами, осуществляемую в вертикальном стапеле общей сборки отъемной части крыла (ОЧК) путем закладки заднего и переднего лонжеронов, собранных в отдельных приспособлениях; установки нервюр, панелей, подготовки привалочных поверхностей панелей, лонжеронов, нервюр к окончательной сборке и их герметизации, отличающийся тем, что верхние и нижние панели подаются на сборку по отдельности, предварительно подогнанные между собой в комплектовочных стендах и устанавливаемых в стапель сборки ОЧК после установки лонжеронов, макетных нервюр, в последовательности: нижние закладные передняя, задняя, замыкающая - средняя лючковая панель; устанавливаются нервюры на стойки лонжеронов; компенсаторы нервюр и панели берутся на технологический крепеж; нижние панели снимаются в обратной последовательности и устанавливаются на тележки; устанавливаются верхние панели в последовательности: верхняя передняя и задняя, средняя замыкающая; разделываются в них крепежные отверстия совместно с поясами лонжеронов, нервюр по стыку панелей между собой и с устанавливаемыми компенсаторами; верхние панели снимаются в обратной последовательности и устанавливаются на тележки; нижние панели готовят к окончательной закладке, для чего компенсаторы окончательно устанавливают на герметик, наносят герметик по привалочным поверхностям на поясах лонжеронов, нервюр, панелей и нижних панелей в последовательности: нижняя передняя, нижняя задняя, нижняя замыкающая - средняя лючковая панель, устанавливаются окончательно; снимаются макетные нервюры, установленные между крыльевых нервюр в одних плоскостях с фиксаторами технологических базовых отверстий (ТБО) на переднем и заднем лонжеронах, сделанных в приспособлениях для сборки лонжеронов перед выемом; верхние панели готовят к окончательной закладке аналогично нижним в последовательности: верхняя передняя и задняя, при этом работы ведутся со стороны верхнего контура и изнутри кессона, верхняя средняя замыкающая, работы проводят через люки-лазы в нижней лючковой панели, верхняя балка стапеля, расположенная на основных колоннах, смещена в горизонтальной плоскости на величину, достаточную для закладки лонжеронов, панелей и для изъятия вверх цеховым краном готового ОЧК; нижняя балка расположена на стойках прямо под собираемым кессоном; с обратной стороны кессона относительно верхних балок и основных колонн расположены дополнительные колонны с шарнирным соединением на них и на верхних балках откидных фиксаторов для базирования и фиксации переднего лонжерона, устанавливаемых при закладке переднего лонжерона по ТБО и кронштейнам навески подъемников предкрылков, расположенных между секциями носков, и установленных в приспособлении сборки переднего лонжерона, и расфиксируемых только перед выемом готовой ОЧК; на верхних балках и дополнительных колоннах расположены откидные, шарнирно соединенные с ними или съемные фиксаторы кареток рельсов, носков крыла и узлов навески пилонов, расположенные на переднем лонжероне, а также грузоподъемные механизмы для вертикального перемещения панелей, а на нижней балке расположены фиксаторы кронштейнов навески задней механизации крыла, узлов навески пилона, шассийной балки, кронштейнов установки верхних и нижних залонжеронных панелей крыла, а на макетных нервюрах расположены откидные, съемные фиксаторы нервюр, элементов трубопроводов, прижимы панелей к макетным нервюрам; основание стапеля содержит направляющие для тележек, расположенных между собираемым кессоном с нижней балкой и основными колоннами с одной стороны, с обратной стороны между кессоном и дополнительными колоннами, а тележки имеют ячейки и прижимы для каждой панели, при этом расстояние от нижней балки до основания позволяет тележкам с панелями находится под настилом и не мешает проведению работ в стапеле, а подъем и установка панелей в собираемый кессон осуществляется грузоподъемными механизмами стапеля или цеховым краном без откидывания фиксаторов ТБО и кронштейнов подъемников предкрылков переднего лонжерона с верхней балки и дополнительных колонн.
| СПОСОБ СБОРКИ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 1997 |
|
RU2137679C1 |
| US 0003827661 A1, 06.08.1974 | |||
| US 0007909952 B2, 22.03.2011. | |||

