1
Изобретение относится к литейному производству, в частности к автоматическим линиям для литья в кокиль деталей из чугуна типа тел вращения g
Известна автоматизированная линия кокильного литья станины электродвигателей из серого чугуна, в состав которой входят плавильные агрегаты, заливочная машина, 12-ти позиционная JQ карусельная кокильная машина с горизонтальной плоскостью разъема кокилей, с копирным .приводом поворота верхней крышки, со стационарными верхним и нижним стержнем,механизм оч 1СТ-|5 ни и окраски кокиля, механизма для съема отливок и удаления литников, транспортеры, печи для отжига отливок, установленные в последовательности технологических операций l .20
Недостатками этой линий являются,узкая специализация (линии предназначены для литья-определенной номенклатуры деталей) ;25
наличие достаточно сложных механизмов ориентированной передачи отливок и манипулирование ими;
отсутствие устройств для уборки отходов;30
невысокая производительность труда.
Известна также линия, которая состоит из двух плавильных агрегатов, камеры модифицирования чугуна, трешспортных средств для перевозки ковшей с металлом от плавильных агрегатов к камере модифицирования и заливочной машинеf фундамента, 16-ти позиционной карусельной машины с горизонтальной плоскостью разъема кокилей, манипулятора для удаления отливки из кокилей, механизмов отбивки литников и передачи отливок к термопечам 2 ,
Основным недостатком линии явля ется низкая производительность, обус.повленная:
постоянным горизонтальным положением плоскости разъема кокилей, что в значительной мере усложняет съем отливки и требует применения достав точно сложных механизмов, затрудняет очистку кокиля (особенно при наличии песчаных стержней), ограничивает возмэжность линии г связанную с необходимостью подбора отливок, остающихся в неподвижной (нижней) половине кокиля при раскрытии форьы из-за отсутствия выталкивателя из псщвижной половины кокиля
отсутствием в линии устройств для -выбивки песчаных стержней;
сложностью кокильных секций, несущих механизмы для выталкивания отливки и привода стержней и сиотемм управления этими механизмами;
наличием сложных механизмов ориентированной передачи отливки и отдельно стоящихУстройство отбивки литников;
отсутствием механизмов очистки, окраски и стартового нагрева кокилей;
отсутствием систем для уборки отходов стержневой смеси и литников,
Цель изобретения - сокращение трудоемкости и повышение производительности труда при получении чугунных отливок типа тел вращения широкой номенклатуры (ступиц колес, катков, маховиков., шкивов и др.).
Эта цель достигается тем, что линия снабжена устройством поворота кокильных секций из вертикального положения в горизонтальное и наоборот, установленным на фундамента по траектории перемещения кокильных секций; устройством для проаивки стержня, отделения литников и выталкивания отлики из неподвижной половины кокиля, установленным на колонне карусельной машины; устройством для удаления отливок из подвижной половины кокиля, установленным в месте раскрытия кокиля вне карусели; устройством для уборки отходов стержневой смеси и литниковой системы,расположенным в приямке фундамента карусельной машины.,
Устройство поворота кокильных секций может быть выполнено в виде копира, закрепленного на фундаменте, взаимодействующего с роликами, которыми снабжены кокильные секции, установленные на карусели с помощью осей и секторов с опорами.
Устройство прошивки стержня, отделения литников и выталкивания отливок из неподвижной половины кокиля может алть выполнено в виде V-образного кронштейна, первое по направлению вращения карусели плечо которого целесообразно снабдить гидроцилиндром со штоком, содержащим грибовидный толкатель, взаимодействующий с грибовидным хвостовиком прсшивателя кокильной секции в месте прсшивки стержня и отделения литников, а второе плечо целесообразно снабдить ;гидроцилиндром с прсшивателем кокильной секции в месте раскрытия кокиля и вталкивания отливки.
Устройство для удаления отливки из подвижной половины кокиля может быть выполнено в виде корпуса, в проушинах которого качательно установлены клещевидные захваты с
копирными пазами, взаимодействующими с роликами, закрепленными на траверсе выталкивателя, приводимого гидроцилйндром , жестко установленным на корпусе устройства, f при этом выталкиватель может быть установлен в корпусе на подпружиненной шаровой опоре.
Устройство для уборки отходов стержневой смеси и литниковой систеg мы может быть выполнено в виде V-образного лотка, установленного в приямке фундамента карусельной машины, одна горловина которого может быть расположена в месте отделения литников, другая горловина - под выбивной
5 рш1еткой,и уборочного транспортера, расположенного под лотком,
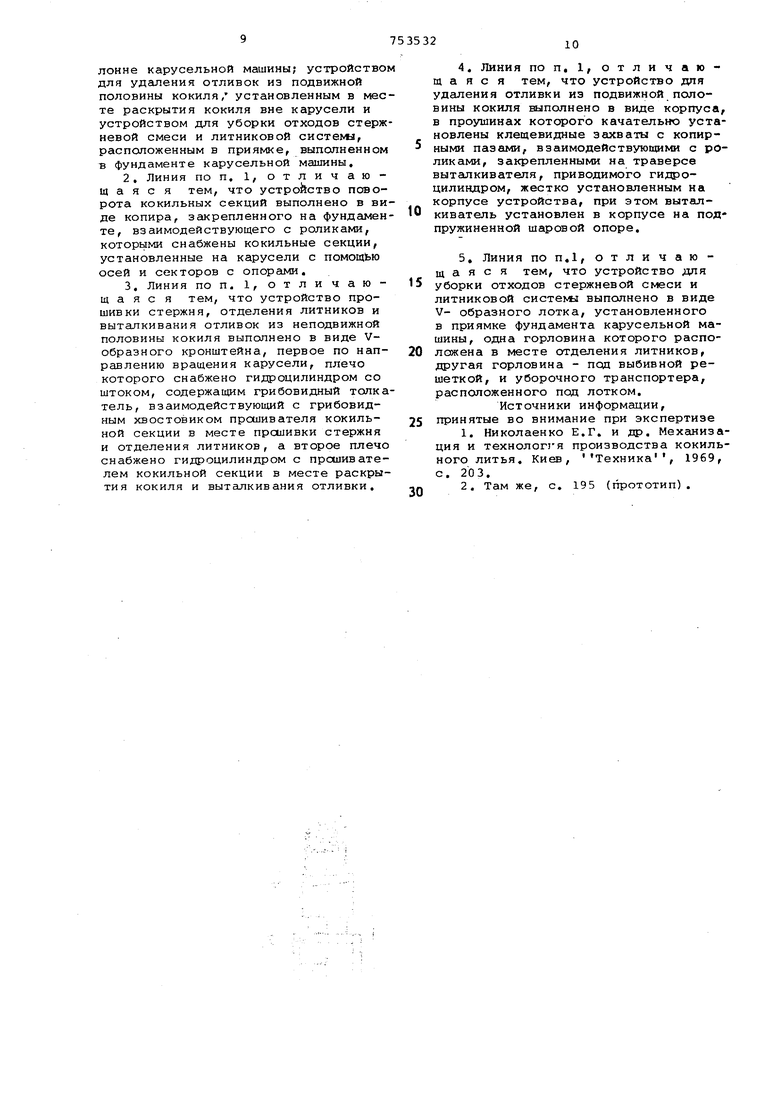
На фиг. 1 изображена предлагаемая линия, вид в плане; на фиг. 2 разрез А-А фиг. 1; на фиг. 3 - разрез
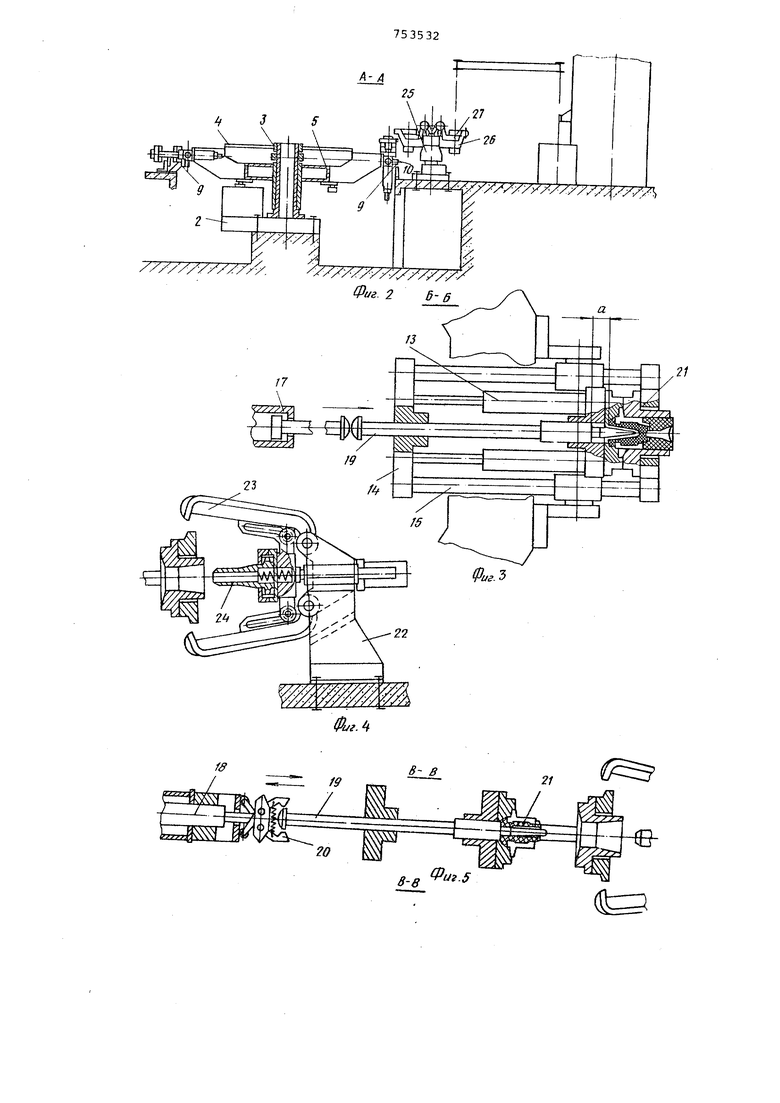
0 Б-Б фиг. 1; на фиг, 4 - разрез,В-В фиг. 1; на фиг. 5 - то же, продолжение по оси выталкивания; на фиг. б разрез -Г фиг. 1.
5Двенадцатипозиционная кокильная
машина 1 выполнена карусельного типа с пульсирующим ПРИВОДОМ.
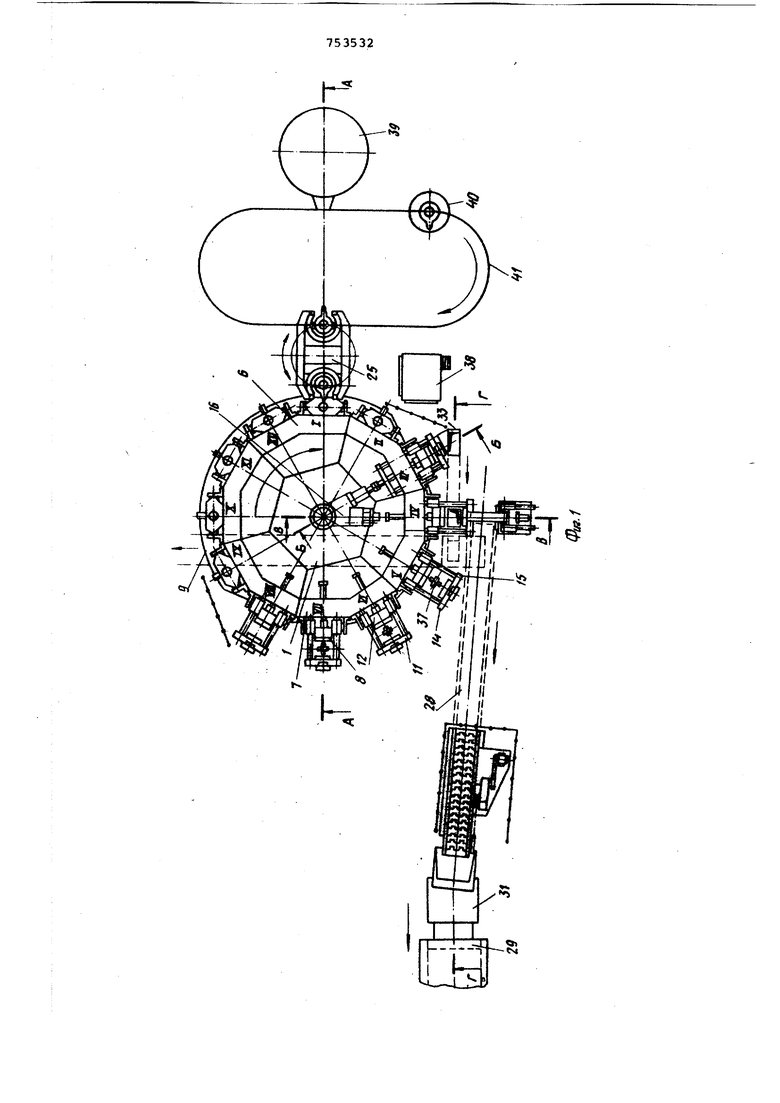
На жесткой сварной раме 2 установлена центральная колонна 3, вокруг которой вращается карусель 4 шестигранной формы с закрепленными на ней двенадцатью роликами 5. Карусель подвешена на упорном шариковом подшипнике, расположенном в верхней ее части .
На шести гранях карусели установлены секторы 6 с закрепленными на них подшипниковыми узлами 7.-В подшипниках секторов закреплены кокильные секции 8 (две на сектор), повора0 чивающиеся на 90 при помощи специального устройства.
Устройство для поворота кокильной секции на 90 выполнено в виде копира 9, закрепленного на фундаменте
5 карусельной машины 1 и взаимодействующего с роликами 10, закрепленными на кокильных, секциях 8,
Кокильные секции 8 выполнены с подвижной передней плитой 11 и неподQ вижной задней плитой 12 и снабжены индивидуальными гидроцилиндрами 13, приводящими в движение плиту через траверсу. 14 и направляющие скалки 15. Кокильная секция 8 включает коллекторы подвода и отвода рабочей жидкости к гидроцилинотэам, охлаждающей воды к кокилям и снабжена токосъемным устройством для автоматической отсечки струи металла при заливке (на чертеже не указаны). Подача и отвод охлаж0 дающей воды от подвижной прдкокильной плиты осуществляется телескопическими устройствами (на чертеже не показано).
На неподвижной колонне 3 сверху
5 карусели 4 установлен стационарный
мвханиэм 16 прошивки и выталкйгвания отливки из неподвижной половины кокиля. Он выполнен в виде V-образного кронштейна, на котором смонтированы гидравлические цилиндры 17 и 18, первый из котсчрых непосредственно толкает прсшиватель 19, дзругой перемещает клещевидный эахват толкатель 20, осуществляя выталкивание отливки 21 и возврат прсшивателя 19.
Управление гидравлическими цилиндрами секций и подводом всщы осуществляется колонной управления с установленными на ней двенадцатью гидравлическими золотниками и двенадцатью диафрагменными водяными клапанак« (на чертеже не показаны),
Поворот карусельной машины 1 осуществляется пульсирующим приводом.
Вне карусельной машины 1 на позиции выталкивания отливки устгшовлено стационарное устройство 22 для выталкивания отливки из подвижной полови ы кокиля. Оно выполнено с захватным J iexaHH3MOM 23, предотврешающим передачу усилия выталкивания на секцию и с самоустанавливающимея в шаровой опоре толкателем 24, компенсирующим неточность секций на позиции.
Заливочная машина 25 -выпопнесГа двухпозиционной с целью исключения нарушения ритма ра{5оты линии при смене ковшей. Заливочная машина включает поворотную раму 26 с ковше-выми кассетами 27, поворачивающуюся на вертикальной колонне на 180.
Транспортер 28 предназначен для передачи отливок от карусельной машины 1 к загрузочным механизмам электропечей 29 отжига.
В конструкции транспортера предусмотрен лоток-накопитель 30 деталей, приводикый в действие гидравлическим цилиндром. Лоток-накопитель 30 периодически закрывается снизу на время, в течение которого происходит срабатывание механизмов загрузки электропечей; загруженный ступицами короб 31 передается в одну из печей,, а пустой короб устанавливается под лоток.
Линия снабжена устройством для уборки отходов стержневой смеси и литниковой систе л. Устройство содержит V-образный лоток 32, одна гсч ловина 33 которого расположена в приямке фундамента карусельной машины 1 на позиции отделения литииков, другая горловина 34 - под выбивной решёткой 35, и уборочный транспортер 36/ расположенный под лотком.
Схемой линии предусмотрен участок ( на чертежах не показан) для изгото ления стержней из.плакированных смесей в горячей оснастке. Транспортировка стержней на позицию сборки кокиля механизирована при помощи подвесного конвейера. Установка стержней в кокиль осуществляется вручную.
Линия снабжена устройствами 37 щя газового обогрева кокилей.
Управление работой агрегатов и механизмов осуществляется дистанционно оператором из кабины пультср 38, снабжение кондиционной;вентиляционной системой.
Нижняя часть пульта управления образует электрические шкафы с установленными а них педелью управления и силовой панелью.
Подход к гидравлической колонке управления, к водяной колонке и аппаратуре, расположенной наверху карусельнсМ машины, обеспечивается мостиком, установленным на двенадцатой
s позиции кгфусельиой машины (на чертеже не показаны).
Линия работает следующим образом.
Схемой управления линией предусмотрено три режима:
0
полуавтоматический - только один цикл производится автоматически, а его повторение осуществляется после нажатия кнопки на пульте управления;
наладочный, при котором каждый ме5ханизм может быть включен отдельно;
ручной, при котором осуществляется только поворот карусели от нажатия кнопки на пуль-ie,
На линии осуществляются в задан0ной последовательности следующие операции :
подача металла от плавильных агрегатов 39 в камеру 40 для модифицирования;
5
модифицирование жидкого чугуна магнием в камерах-автоклавах;
подача металла к устройству для заливки в /сркиль;
згшивка металла в кокиль;
выдержка отливки в кокиле в период ее кристаллизации с подстуживанием метгшла в литниковой чаше;
лрсшивка центрального стержня и отделение литниковой система;
раскрытие кокиля;
5
вытгшкивание отливки из обеих половин кокиля и передача ее на выбивную решетку;
выбивка стержней и передача отливок на транспечзтер;
0
транспортирование отливок к термическим электропечам;
охлаждение кокиля;
очистка кокиля;
установка стержней;
5
смлсание (сборка) кокиля.
Газовый обогрев у кокиля прежзводится перед началом смены, а также при длительных перерывах в работе, в случаях, когда температура кокиля
60 не обеспечивает нормальный газовый и тепловой режим кокиля.
Чугун, выплавленный в вагранках, модифицировгшный в )автоклавах г, в
65 KOEuiax транспортируется по монорельсу 41 к двухпозиционной заливочной машине 25. Ковш устанавливается в кассету 27 и поворотом крана управле ния фиксируется пневматическим прижимом. Далее оператор с пульта 38 управления поворачивает зал1точную машину 25 с ковшом на позицию заливки и про изводит заливку металла в кокиль, установленный в секции 8 на первой позиции карусельной машины 1. В то время, как с позиции, обращенной к карусельной мшяине произво дится заливка металла в кокиль, на противоположной позиции производитс Зс1мена ковша и подготовка его к раб те. Секция 8 с залитым кокилем перем щается на вторую позицию, где произ водится подстуживание металла в лит никовой чаше струей воды. При перемещении секции со второй на третью позиции осуществляется по ворот секции по копиру 9 на 90. На третьей позиции плоскость разъема кокиля принимает вертикальное положение. На этой позиции прошивается центральный стержень, отделяется литниковая система и литниковая чаша в закрытом.кокиле. Чаша с отходами смеси и литниковой системы сбра сывается прошивателем в лоток устройства удаления отходов. При перемещении секции с третьей позиции на четвертую позицию кокиль раскрывается. На четвертой позиции отливка выталкивается из любой половины кокиля (определяется при фигурации отлив ки) и через проем по желобу поступает на выбивную решетку 35, наклоненную к пластинчатому транспортеру 28 На решетке 35 выбивается предварител но разрушенный центральный стержень а отливка падает на транспортер 28. Отделенная литниковая система и выбитый на решетке центральный стержень по V-образному желобу поступают на поперечный уборочный транспортер 36. На пятой, шестой и седьмой позициях осуществляются операции по обслуживанию кокиля: очистка обдувка окраска, подогрев. На девятой и десятой позициях в кокиль устанавливается центральный стержень,:а на одиннадцатой позиции стержень литниковой чаши,, При перемещении с на девятую позицию секция вновь поворачи вается по копиру на (плоскость разъема становится горизонтально). При перемещении с десятой на одиннадцатую позицию кокиль С1 ыкается,..... ,.. .,.,,.. .. Вытолкнутая отливка перемещается на транспортере 28 к з.агрузочным устройствам электропечей 29 для отжига. После прохождения термообработ ки отливка поступает на ультразвуковой контроль для определения качества модифицирования и термообработки, зачистку и финишную обработку литья. Технико-экономические преимущества линии; обеспечивается возможность изготовления всех типов отливок тел вращения, например колесных ступиц для автомобилей, тракторов и прицепов к ним из чугуна в кокиле взамен отливки в земляные формл; сокращается трудоемкость и повышается производительность труда за счет упрощения удаления отливки, очистки и окраски кокиля благодаря повороту секции на 90°, упрощения удаления литников и разрушения песчаных стержней в отливки благодаря применению механизма прошивателя отливки в закрытом кокиле повышение универсальности благодаря наличию устройств для выталкивания отливки из любой половины кокиля после раскрытия последнего; сокращение технологического цикла и упрощение Конструкции благодаря исключению манипуляторов для съема отливки и отдельно стоящих устройств для отбивки ЛИТНИКОВ;механизация операций по выбивке стержней, уборке отходов стержневой смеси и лирников и т.д. Формула изобретения 1. Линия для изготовления отливок преимущественно из серого и высокопрочного . чугуна, включающая связанные последовательно между собой кинематически и транспортными средствами плавильный агрегат, устройство для модифицирования чугуна. Заливочное устройство, фундамент, установленную на колонне карусельную машину с кокильными секциями, механизм выталкивания отливки, устройство ДТ1Я1 термической обработки, очистки и контроля отливок и пульт дистанционного управления работой линии, отличающаяся тем, что, с целью сокращения трудоемкости и повышения производительности линийпри -массойом изготЬвлёнии полых отливок типа тёлвращения, она снаёжейа устройством поворота кокильнУх секций из Е1ёртикальнбгбгюЛЬженйя в горизонтальное и наоборот, установленным на фундаменте по траектории пёремёщения кокильных секций; Устройством прсшйв-J ки стержня, отделения лйтникоё и выталкивания отливки Из нейодвижнЬй половины кокиля, установленным на колонне карусельной машины; устройством для удаления отливок из подвижной половины кокиля, установленным в месте раскрытия кокиля вне карусели и устройством для уборки отходов стержневой смеси и литниковой систекы, распсшоженным в приямке, выполненном в фундаменте карусельной машины,
2.Линия по п. 1, отличающаяся тем, что устройство поворота кокильных секций выполнено в виде копира, закрепленного на фундаменте, взаимодействующего с роликами, которыми снабжены кокильные секции, установленные на карусели с помощЬю осей и секторов с опорами.
3.Линия по п, 1, отличающая с я тем, что устройство прошивки стержня, отделения литников и выталкивания отливок из неподвижной половины кокиля выполнено в виде Vобразного кронштейна, первое по направлению вращения карусели, плечо которого снабжено гидроцилиндром со штоком, содержащим грибовидный толкатель, взаимодействующий с грибовидным хвостовиком прошивателя кокильной секции в месте прсшивки стержня
и отделения литников, а второе плечо снабжено гидроцилиндром с прошивателем кокильной секции в месте раскрытия кокиля и выталкивания отливки.
4. Линия поп, 1, отличающаяся тем, что устройство для удаления отливки из подвижной половины кокиля выполнено в виде корпуса, в проушинах которого качательно установлены клещевидные захваты с копирными пазами, взаимодействующими с роликами, закрепленными на траверсе выталкивателя, приводимого гидроцилиндром, жестко установленным на корпусе устройства, при этом выталкиватель установлен в корпусе на подпружиненной шаровой опоре.
5, Линия ПОП.1, отли чаю щ а я с я тем, что устройство для
уборки отходов стержневой смеси и литниковой система выполнено в виде V- образного лотка, установленного в приямке фундамента карусельной машины, одна горловина которого расположена в месте отделения литников, другая горловина - под выбивной решеткой, и уборочного транспортера, расположенного под лотком.
Источники информации,
принятые во внимание при экспертизе
1, Николаенко Е,Г. и др. Механизация и технологгя производства кокильного литья, Киев, Техника, 1969, с, 203,
2, Там же, с. 195 (прототип) ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия кокильного литья | 1982 |
|
SU1061922A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| Автоматическая линия кокильного литья | 1978 |
|
SU768549A1 |
| Линия для изготовления отливокВ КОКиляХ | 1979 |
|
SU816686A1 |
| Кокильная карусельная машина | 1987 |
|
SU1407667A1 |
| Устройство удаления отливок для карусельных кокильных установок | 1986 |
|
SU1404167A1 |
| Линия для заливки пакетов роторов | 1985 |
|
SU1380856A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ КОКИЛЬНОГО ЛИТЬЯ | 1973 |
|
SU374116A1 |
| Автоматическая литейная линия | 1974 |
|
SU743784A1 |
| Автоматизированная линия кокильного литья | 1977 |
|
SU997968A1 |
(
