Изобретение относится к литейному производству, в частности к центробежному литью сортопрокатных биметаллических валков диаметром бочки до 900 мм, рабочий слой которых заливается в форму с горизонтальной осью вращения, а металл сердцевины и шеек валка заливается в неподвижную форму, расположенную в вертикальной плоскости.
Такая комбинированная система заливки двух разнородных по химическому составу металлов применяется в промышленных условиях при изготовлении прокатных валков с толщиной рабочего слоя до 40 мм, что составляет 10-15% от сечения бочки валка.
При этом устройство состоит из отдельных частей - самой изложницы, опоки для заливки нижней шейки валка, опоки для заливки верхней шейки валка, опоки для прибыльной зоны, сборка которых в единое целое отличается длительным временным циклом и малопроизводительна.
При изготовлении крупных валков с толщиной стенки рабочего слоя более 40 мм вплоть до 130 мм, что составляет 40-60% сечения бочки валка, длительный цикл сборки отдельных частей устройства приводит к значительному охлаждению рабочего слоя валка и невозможности оплавления зоны внутренней ее поверхности при заливке сравнительно небольшой массы металла сердцевины, т.е. к расслоению двух разнородных по химическому составу металлов.
В связи с этим возникает актуальная задача по сокращению длительного цикла между окончанием затвердевания рабочего слоя и заливкой металла сердцевины и шеек валка за счет совершенствования устройства для изготовления крупных биметаллических прокатных валков.
Наряду с этим, учитывая широкую номенклатуру валков, возникает необходимость в универсальности подобного устройства, позволяющего отливать валки различной геометрии.
Известно устройство по авторскому свидетельству SU 404317, B22D 13/02 от 27.07.1973, отвечающее в определенной степени вышеизложенным задачам.
Однако его использование связано с недостатком, связанным с поражением внутренней полости валка (сердцевины и шеек) усадочными дефектами из-за отсутствия прибыльной зоны.
Кроме того, указанное устройство не обеспечивает отливку валков различной геометрии, т.е. не универсально, и применяется лишь к валкам небольшой массы с диаметром бочки не более 300 мм.
Известно устройство по авторскому свидетельству SU 1297987 AI, B22D 13/02 от 15.11.84, в котором достигается сокращение длительности цикла между окончанием затвердевания рабочего слоя и началом заливки металла сердцевины и шеек прокатного валка.
Однако его использование связано с заливкой рабочего слоя в изложнице с вертикальной осью вращения, а следовательно, предусматривает разнотолщинность по его высоте, что приводит к поломкам валка при его эксплуатации.
Кроме того, недостатком указанного устройства является сложность технологического процесса и окисление металла, связанная с двухстадийной заливкой металла сердцевины и шеек во избежание разрушения литейной формы, что приводит к расслоению, а сопряжение между опоками для формирования шеек валка и кокилем, выполненное под прямым углом, ведет к проникновению жидкого металла в эту зону и возникновению трещин.
Наиболее близким к заявленному изобретению является устройство, описанное в книге К.Н.Вдовина и др. Прокатные валки, изд. МГТУ им. Г.И.Носова, Магнитогорск, 2005, с.443, предусматривающее комбинированную заливку двух металлов - рабочего слоя в центробежную машину с горизонтальной осью вращения и металла сердцевины и шеек в ту же форму, но перемещенную в кессон после затвердевания рабочего слоя и установленную в вертикальной плоскости.
Недостатком предложенного устройства является удлиненный по времени цикл между окончанием затвердевания рабочего слоя и заливкой металла сердцевины и шеек из-за выполнения многочисленных отдельных операций по установке в кессон нижней опоки, установке на нее изложницы с рабочим слоем и крепежных операций, установке верхней опоки на изложницу и крепежных операций, установки опоки с прибыльной зоной и крепежных операций.
Изготовление валков диаметром бочки 400-900 мм с использованием такого устройства связано с длительностью цикла между затвердением рабочего слоя и заливкой металла сердцевины и шеек валка, достигающего 13-15 мин, что приводит к повышенному браку по расслоению двух металлов.
Недостатком такого устройства является также отсутствие возможности изготовления биметаллических прокатных валков различной геометрии, что лишает его универсальности и поэтому отличается низкой производительностью и высокой стоимостью изложниц, необходимых для каждого размера валков.
Еще одним недостатком является наличие в предложенном устройстве приваренных к стальной изложнице цапф, что утяжеляет ее массу и создает дисбаланс при ее вращении, способствующий появлению трещин в рабочем слое валка.
Технический результат предлагаемого изобретения позволяет устранить указанные недостатки и обеспечить укороченный цикл между затвердеванием рабочего слоя валка и заливкой второго металла и достичь прочного их сваривания между разнородными металлами, а также универсальности устройства, позволяющего изготавливать валки с различной геометрией и массой.
Указанный технический результат достигается тем, что устройство для изготовления крупных биметаллических прокатных валков, содержащее изложницу с горизонтальной осью вращения для формирования рабочего слоя валка и ободами катания, опоки для формирования верхней и нижней шеек валка, отличающиеся тем, что внутренняя полость изложницы содержит прибыльную зону, равную по массе 4-6% от массы валка, нижнюю и верхнюю опоки с крышкой и оребренными стаканами, заформованными песчано-глинистой смесью по конфигурации шеек валка, и металлическую вставку между ними, сопрягаемую с торцевыми поверхностями стаканов под углом 35-50° и с толщиной стенки, составляющей 0,2-2,0 толщины стенки изложницы, внешняя поверхность которой имеет гнезда для закрепления сменных цапф.
Формирование прибыльной зоны 1 (фиг.1) во внутренней полости изложницы 2 позволяет совместить ее с верхней шейкой валка и отказаться от дополнительно устанавливаемой прибыльной опоки на изложницу по традиционной технологии, а следовательно, сократить продолжительность цикла между окончанием затвердевания рабочего слоя и заливкой металла сердцевины и шеек валка.
Уменьшение прибыльной зоны по массе ниже 4% приводит к появлению усадочных дефектов в верхней шейке валка из-за недостаточного питания жидким металлом затвердевающей отливки.
Увеличение прибыльной зоны по массе выше 6% способствует уменьшению выхода годного по металлу.
Использование во внутренней полости изложницы 2 (фиг.1) крышек 3 с оребренными 4 по внутренней поверхности стаканами 5 позволяет получать прочную по физико-механическим свойствам песчано-глинистую смесь 6, противостоящую разрушению под воздействием подающей струи металла.
Сопряжение 7 между вставкой 8 и оребренными стаканами 5 по конусной поверхности с углом наклона 35-50° позволяет предотвратить проникновение металла в пространство между стаканом и опокой.
Уменьшение угла наклона конуса менее 30° или его увеличение более 50° вызывает трудности, связанные с плотным сопряжением вставки со стаканом.
Использование металлических вставок 8 с толщиной стенки 0,2-2,0 от толщины стенки изложницы 2 позволяет регулировать в широких пределах размеры отливаемых заготовок, т.е. обеспечить универсальность предлагаемого устройства.
Использование толщины стенки вставки 0,2 от толщины стенки изложницы вызывает появление в ней трещин от возникающих напряжений, а использование толщины стенки вставки более 2,0 от толщины стенки изложницы нецелесообразно из-за отсутствия подобной номенклатуры валков.
Отсутствие цапф 9 на изложнице 2 при ее вращении (фиг.1) позволяет сократить ее массу и избежать вибрации и биения при эксплуатации, по сравнению с которой цапфы привариваются к ее внешней поверхности.
Установка четырех сменных цапф 9 (фиг.1) после затвердевания отливки и остановки изложницы в специальных гнездах 10 (фиг.1) в теле изложницы и закрепляемых рым-болтом 11, занимает незначительное время.
Пример использования предлагаемого устройства
Устройство опробовано в промышленных условиях ЗАО «Магнитогорский ремонтный комплекс» при отливке сортопрокатных биметаллических валков с размерами по диаметру бочки 400, 600, 840 мм.
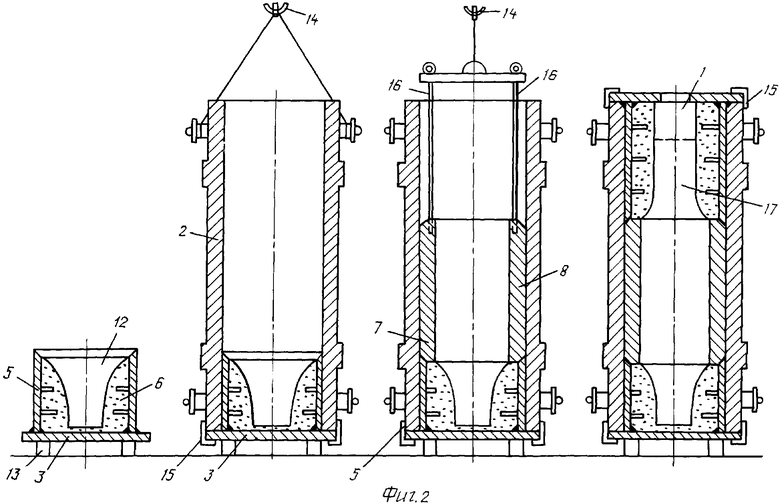
Сборка устройства начинается с установки опоки, включающей крышку 3, оребренные стаканы 5 с песчано-глинистой смесью 6 для формирования нижней шейки валка 12, на опоры 13 (фиг.2), и крепят к ней крышку 3 с помощью замковых устройств 15.
С помощью крана 14 в вертикальном положении вводят изложницу 2 с толщиной стенки 125 мм в нижнюю опоку (фиг.2) и крепят к ней крышку 3 с помощью замковых устройств 15.
Затем в полость изложницы 2 с помощью крана 14 (фиг.2) опускают на тягах 16 вставку 8 до упора с конической поверхностью 7 стакана 5 (фиг.2).
После отворачивания тяг 16 вводят верхнюю опоку (фиг.2) для оформления верхней шейки валка 17 и прибыльной зоны 1 и крепят ее к изложнице замковыми соединениями 15.
При отливке валка с диаметром бочки 400 мм толщина стенки вставки равна 250 мм, что составляет 2,0 от толщины стенки изложницы.
При отливке валка с диаметром бочки 600 мм толщина стенки вставки равна 150 мм, что составляет 1,2 от толщины стенки изложницы.
При отливке валка с диаметром бочки 840 мм толщина стенки вставки равна 30 мм, что составляет 0,2 от толщины изложницы.
Устройство в собранном виде устанавливается на опорные ролики 22 центробежной машины с горизонтальной осью вращения (фиг.1).
Перед заливкой металла отворачиваются рым-болты 11 со сменных цапф 9 (фиг.1), цапфы 9 извлекаются из гнезд 10, и устройство приводится во вращение (фиг.1). Металл рабочего слоя валка 18 через заливочное устройство 19 вводится во вращающееся устройство (фиг.1). Через 25 минут после заливки и формирования рабочего слоя (диаметром бочки 400 мм и соответственно через 35 и 40 мин для валков диаметром 600 и 900 мм) устройство останавливают.
К изложнице крепят цапфы 9 и с помощью крана перемещают в кессон в вертикальном положении (фиг.1). Через 5-6 минут от момента остановки изложницы на центробежной машине в устройство через заливочную чашу 20 заливают металл сердцевины 21, шеек 12 и 17 и прибыльной зоны валка 1.
Металл заливается в устройство полностью до уровня в отверстии крышки 3, после чего заливка прекращается с последующей через 3 и 5 минут доливкой металла в прибыльную зону с учетом усадки металла.
После полного охлаждения валка (до температуры 80°С на поверхности изложницы) устройство переносится на плац и устанавливается в вертикальном положении.
Разборка устройства производится после раскрепления верхней крышки и извлечения краном верхней опоки, затем изложница кантуется, и из нее извлекаются валок и вставка. После этого открепляется от изложницы нижняя крышка, и изложница переносится на стенд для очистки ее внутренней поверхности.
Предложенное устройство позволяет на 50-70% сократить длительность временного цикла между окончанием процесса затвердения рабочего слоя и началом заливки металла сердцевины и шеек валка и этим самым обеспечить прочное сваривание разнородных слоев металла.
Устройство отличается универсальностью и может за счет регулирования толщины стенки вставок охватить наиболее распространенные в эксплуатации размеры валков.
Валки, имеющие различную геометрию и полученные с помощью предлагаемого устройства, отвечают всем техническим требованиям, которые предъявляются к их качеству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежного литья биметаллических прокатных валков | 2019 |
|
RU2727461C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ МАССИВНЫХ БИМЕТАЛЛИЧЕСКИХ ВАЛКОВ СО СПЛОШНЫМ СЕЧЕНИЕМ | 2007 |
|
RU2338623C1 |
| Устройство для отливки валков | 1978 |
|
SU740402A1 |
| Металлическая форма для центробежно-литого чугунного валка | 1985 |
|
SU1329901A1 |
| ФЛЮС ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2353467C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ БИМЕТАЛЛИЧЕСКИХ ЧУГУННЫХ ЗАГОТОВОК | 1998 |
|
RU2117548C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПРОКАТНЫХ ВАЛКОВ | 2003 |
|
RU2245216C1 |
| Металлическая форма для центробежного литья валков | 1987 |
|
SU1482756A1 |
| Способ центробежного литья прокатных валков с шейками | 1988 |
|
SU1526897A2 |
| Металлическая форма для центробежного литья валков | 1988 |
|
SU1586854A1 |
Изобретение относится к литейному производству. Устройство содержит изложницу с горизонтальной осью, опоки для формирования верхней и нижней шеек валка. Опоки содержат крышку и оребренные стаканы, заформованные песчано-глинистой смесью по конфигурации шеек валка. Между опоками установлена металлическая вставка. Верхняя опока содержит прибыльную зону, равную по массе 4-6% от массы валка. Металлическая вставка сопряжена с торцевыми поверхностями стаканов под углом 35-50° и имеет толщину, составляющую 0,2-2,0 толщины стенки изложницы. На внешней поверхности изложницы выполнены гнезда для закрепления сменных цапф. Достигается повышение прочности сваривания двух разнородных по химическому составу слоев металла и сокращение временного цикла между затвердеванием рабочего слоя и заливкой второго металла. 2 ил.
Устройство для изготовления крупных биметаллических прокатных валков, содержащее изложницу с горизонтальной осью вращения для формирования рабочего слоя валка и ободов катания с опоками для формирования верхней и нижней шеек валка, отличающееся тем, что оно снабжено металлической вставкой, установленной между опоками, содержащими крышку и оребренные стаканы, заформованные песчано-глинистой смесью по конфигурации шеек валка, при этом изложница в верхней опоке содержит прибыльную зону, равную по массе 4-6% от массы валка, а металлическая вставка сопряжена с торцевыми поверхностями стаканов под углом 35-50° и имеет толщину, составляющую 0,2-2,0 толщины стенки изложницы, причем на внешней поверхности изложницы выполнены гнезда для закрепления сменных цапф.
| ВДОВИН К.Н | |||
| и др | |||
| Прокатные валки | |||
| МГТУ им | |||
| Г.И.Носова | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Заливочное устройство | 1970 |
|
SU404317A1 |
| JP 57094459 А, 11.06.1982 | |||
| JP 55086666 А, 30.06.1980 | |||
| Способ центробежного литья прокатных валков | 1984 |
|
SU1297987A1 |

