Изобретение относится к металлургии цветных металлов и может быть использовано при получении металлов электролизом из водных растворов.
Цель изобретения - повышение выхода годного катодного металла.
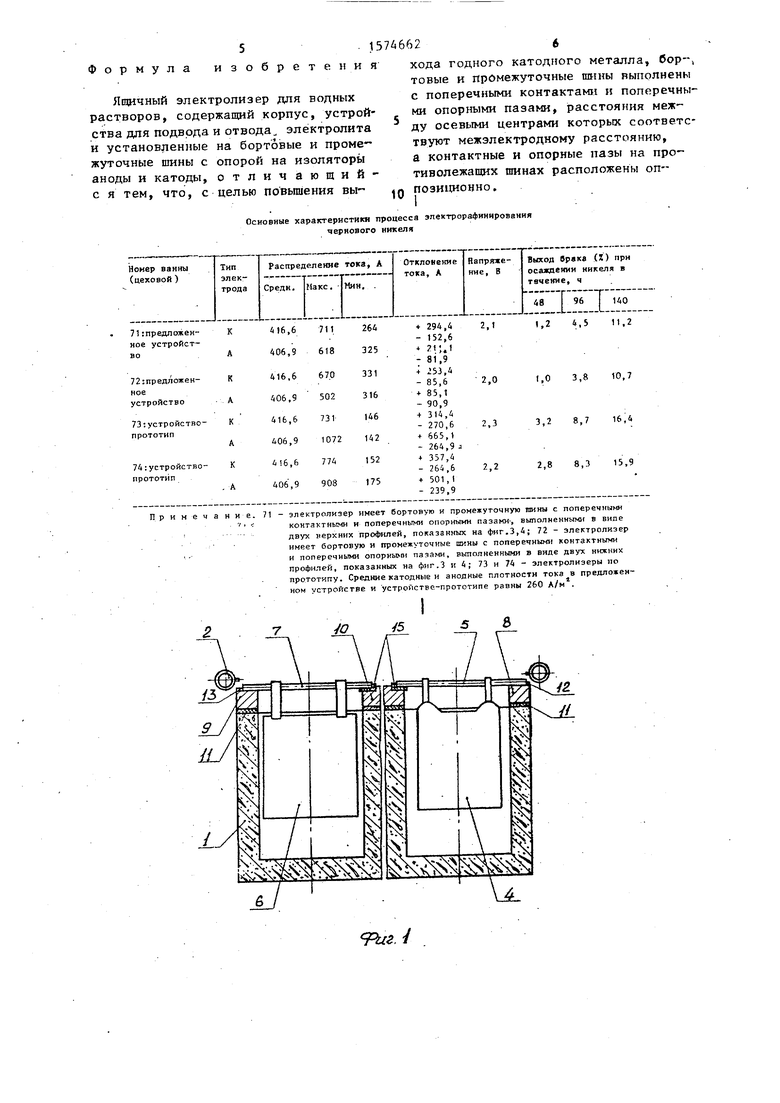
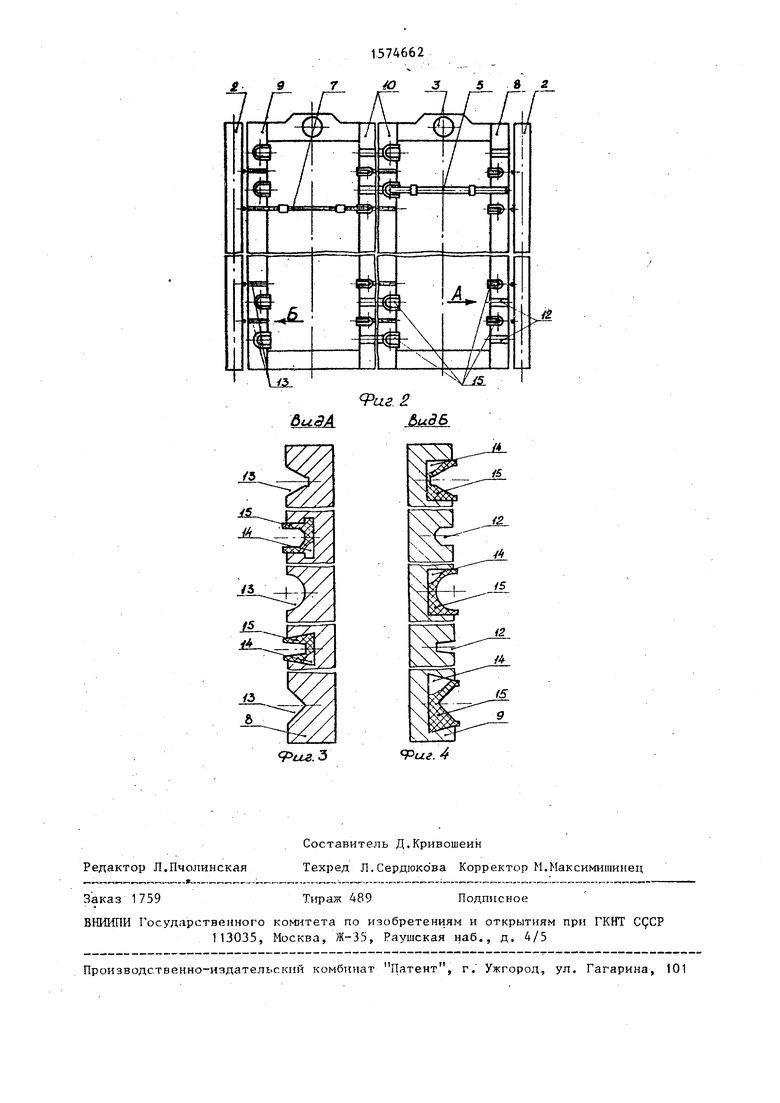
На фиг.1 показан электролизер, поперечный разрез; на фиг.2 - электролизер, вид сверху, на фиг.З - вид по стрелке А на фиг.2 (анодная шина); на фиг.4 - вид по стрелке Б на фиг . 2 (катодная шина).
Устройство состоит из корпуса электролизера 1 выполненного, например, из полимербетона, устройства для подвода электролита 2 (католит- ной гребенки), устройства для отвода электролита, (анолитной сливной коробки) 3, .анодов 4 с анодными штангами 5 и катодов 6 со штангами 7, установленных на бортовые анодчые В и катодные 9 и промежуточные 10 пгины, лежащие на изолятграх 11. Бортовые 8,9 и промежуточные 10 шины выполнены с поперечными контактным пазами 12 для анодов н пазами 13 для катодов и поперечныг-ги опорными пазами 14, снабженными вставками 15 из электроизоляционного материала, например полиамида. Анодные штанги 5 одним своим концом установлены в поперечные контактные пазы 12 анодных 8 или промежуточных 10 шин, а другим опорным концом установлены во вставки 15 на противолежащих тинах. Катодные штанги 7 одним своим контактным концом установлены в контактные пазы 13 катодных 9 или промежуточных 10 шин, i
другим опорным концом установлены во вставки 15 на противолежащих ши- нах. При этом контактные 12 и 13 и t опорные 14 пазы для одной и той же штанги (анодной или катодной) на противолежащих шинах расположены оппозиционно : против каждого анодного контактного паза 12 на противолежащей шине расположен опорный паз 14 со вставкой 15 и против каждого контактного паза 13 на противолежащей шине расположен опорный паз 14 со вставкой 15. На одной же шине контактные 12 и 13 и опорные 14 пазы расположены поочередно, если первый паз контактный, то все нечетные пазы контактные, а четные - опорные, и наоборот, если первый паз опорный, то все нечетные пазы - опорные, а четные - контактные. Бортовые шины 8 и 9 имеют опорные пазы 14 только с одной стороны, а промежуточные шины 10 имеют опорные пазы 14 с двух сторон, причем эти пазы расположены в шахматном порядке.
Все пазы на шинах выполнены таким образом, что расстояния между осевыми центрами пазов точно соответствую межэлектродному расстоянию. Межэлектродное расстояние рассчитывается исходя из величины сопротивления элетролита прохождению электрического тока, силы тока на шинах электролизера, площади анода и катода и для каждого производства есть величина постоянная. Поэтому соблюдение установленного межэлектродного расстояния, одинаково между всеми электродами в электролизере, обеспечивает стабильный режим электролизера и, соответственно, повышенное качество
осаждаемого металла.
Изоляционные вставки 15 из полиамида изготавливаются методом литья под давлением и устанавливаются в опорные пазы 14 с прессовой посадкой, что гарантирует неподвижность изоляционной вставки 15 в опорном пазу шины.
В собранный таким образом электролизер устанавливают диафрагмен- ные ячейки, аноды, катоды и заливают электролит. Птэ достижении необходимого уровня электролита, соответствующго требованиям технологического про- цесса, на электролизер подается напряжение.
Устройство работает следующим образом.
0
5
0
5
0
5
Электрический Ток из цепи подается на анодную бортовую шину 8 и через анодную штангу 5 на анод 4. Через электролит от анода 4 на катод 6 (где происходит осаждение металла). Далее от катода 6 через катодную штангу 7 на бортовую катодную шину 9 и в цепь. В случае, если электролизер состоит не из одной ванны, то описанный процесс повторяется столько раз, сколько ванн в электролизере или сколько промежуточных шин 10, пока не дойдет по бортовой катодной шины 9 и не зймкнет электрическую цепь. При этом, независимо от точки подключения цепи к бортовой анодной шине 8 распределение тока по длине шины происходит практически равномерно, и также равномерно ток распределяется на каждую штангу, так как пазы под штанги 5 изготовлены все одинакового размера и профиля (в пределах точности изготовления), сами штанги 5 одинакового размера, а расположены штанги 5 в пазах 12 по оси паза, потому что опорный конец штанги 5 установлен в опорном пазу 14 противолежащей шины точно по оси контактного паза 12 (оси контактного паза 12 и опорного паза 14 совпадают). Следовательно, все штанги в пазах установлены одинаково, переходные сопротивления шина-штанга практически одинаковые и плотности тока на каждом электроде тоже одинаковые. Если учесть, что межэлектродное расстояние между каждыми соседними электродами одинаковое так же, как и по всему электролизеру, то, соответственно, и плотности тока по всем элек-
тродам будут одинаковы меоду собой, что и обеспечит повышение качества всего осаждаемого металла (за счет снижения брака на отдельных электродах) . Выгрузка-загрузка электро- дов в процессе обслуживания электролизера не вносит никаких изменений ни в положении электродов относительно друг друга, ни штанг по отношению к шине, что сохраняет стабильными параметры процесса электролиза в течение всего времени работы -электролизера и, соответственно, стабилизирует и качество осаждаемого металла. Проведенные в промышленных условиях испытания устройства-прототипа и предложенного устройства (см.таблицу) показали преимущество последнего: выход брака катодного металла существенно снижеч.
Формула изобретения
Ящичный электролизер для водных растворов, содержащий корпус, устройства для подвода и отвода электролита и установленные на бортовые и промежуточные шины с опорой на изоляторы аноды и катоды, отличающий- с я тем, что, с целью повышения вы
хода годного катодного металла, бор- товые и промежуточные шины выполнены с поперечными контактами и поперечными опорными пазами, расстояния между осевыми центрами которых соответствуют межэлектродному расстоянию, а контактные и опорные пазы на противолежащих шинах расположены оппозиционно.

| название | год | авторы | номер документа |
|---|---|---|---|
| Ящичный электролизер для электролиза водных растворов | 1990 |
|
SU1740500A1 |
| Электролизер для производства алюминия | 2019 |
|
RU2722605C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЯ С ИСПОЛЬЗОВАНИЕМ ЭЛЕКТРОЛИЗЕРА | 1992 |
|
RU2041975C1 |
| ЭЛЕКТРОЛИЗЕР ПОЛЯКОВА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2008 |
|
RU2401884C2 |
| Способ нанесения гальванических покрытий на поверхность длинномерных изделий | 1986 |
|
SU1633026A1 |
| Биполярный электролизер для получения алюминия | 1981 |
|
SU996519A1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛОВ ИЗ РАСТВОРОВ | 1971 |
|
SU425972A1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ ЖИДКИХ МЕТАЛЛОВ ЭЛЕКТРОЛИЗОМ РАСПЛАВОВ | 2015 |
|
RU2586183C1 |
| ТОКОПОДВОД К ЭЛЕКТРОДАМ ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2319794C2 |
| СИСТЕМЫ И СПОСОБЫ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2018 |
|
RU2771544C2 |
Изобретение относится к металлургии цветных металлов и может быть использовано при получении металлов электролизом из водных растворов. Цель изобретения - повышение выхода годного катодного металла. Ящичный электролизер состоит из корпуса, устройства для подвода и отвода электролита и установленных на бортовые и промежуточные шины с опорой на изоляторы аноды и катоды. Новым в ящичном электролизере является то, что бортовые и промежуточные шины выполнены с поперечными опорными пазами, расстояния между осевыми центрами которых соответствуют межэлектродному расстоянию, а контактные и опорные пазы на противолежащих шинах расположены оппозиционно. 4 ил., 1 табл.
Основные характеристики процесса электрорафиннровання чернового никеля
Примечание. 71- электролизер имеет бортов ю и промежуточную шины с поперечными контактными и поперечными опорными пазами, выполненными в виде
двух верхних профилей, показанных на фнг.3,4; 72 - электролизер имеет бортовую и промежуточные шины с поперечными контактными и поперечными опорны ги пазами, выполненными в виде двух нижних профилей, показанных на фнг.З и А; 73 и 74 - электролизеры по прототипу. Средние катодные и анодные плотности тока в предложенном устройстве и устройстве-прототипе равны 260 А/м .
U
Фиг 4
.3
Редактор Л.Пчолинская
Составитель Д.Кривошеим
Техред Л. Сердюко ва Корректор М.Максимишинец
Заказ 1759
Тираж 489
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ С(СР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фиг. 4
Подписное
| Основы металлургии./ Под ред | |||
| И.А.Стригина и др | |||
| - М.: Металлургия, 1975, т.VII, с.584-585 | |||
| Смирнов В.И., Пейдлер А.А., Худяков И | |||
| и | |||
| и др | |||
| Металлургия мели, никеля и кобальта | |||
| - ч | |||
| II | |||
| - №.: Металлургия, 1966, г.203. |
