Изобретение относится к прокатному производству, а именно к управлению процессами холодной прокатки полос на реверсивном стане.
Цель изобретения - повышение плоскостности прокатываемых полос и снижение их поперечной разнотолщинности.
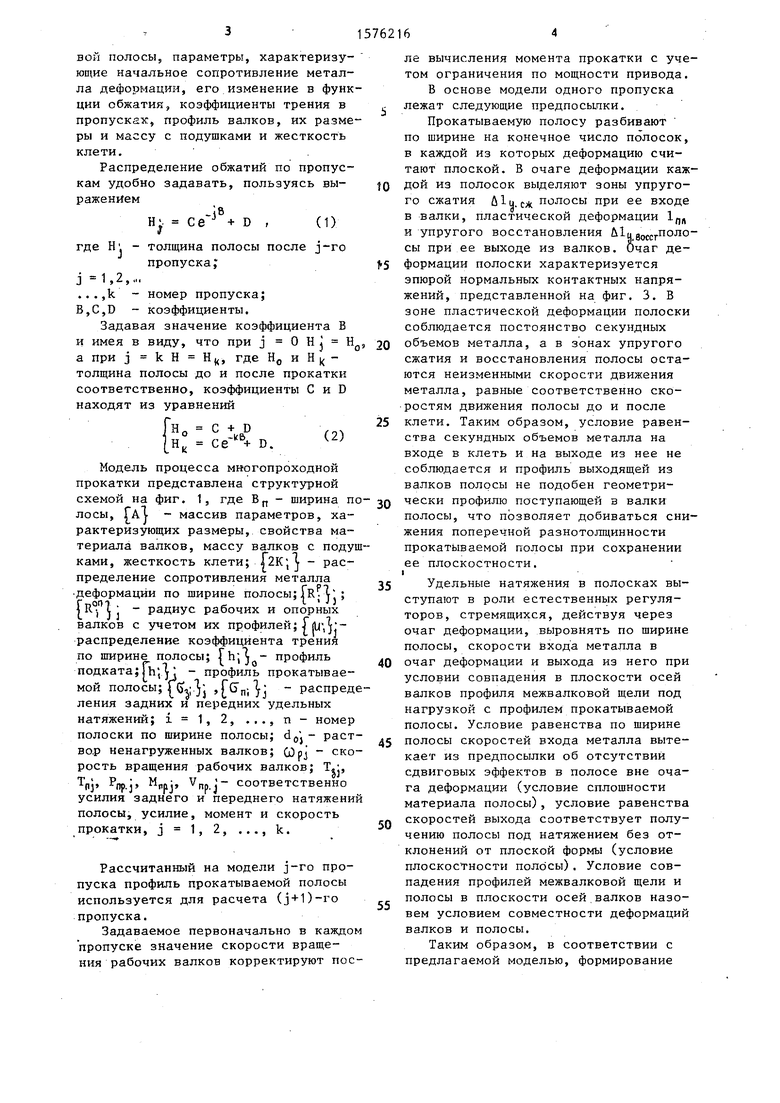
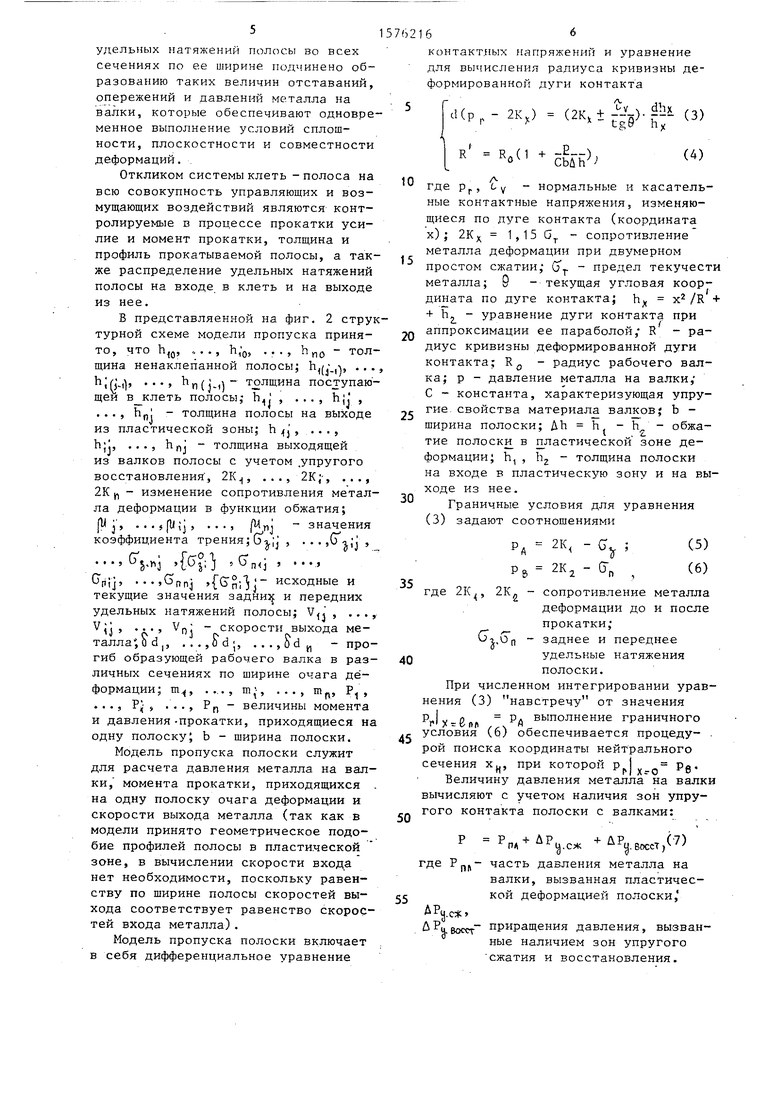
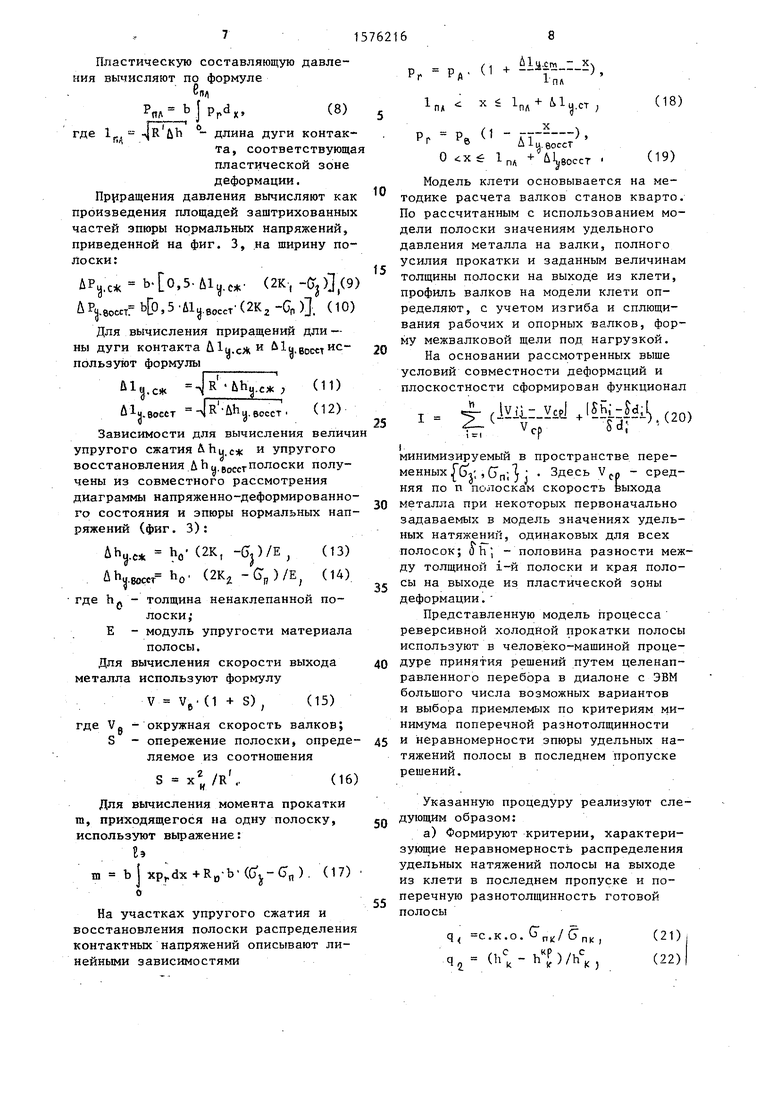
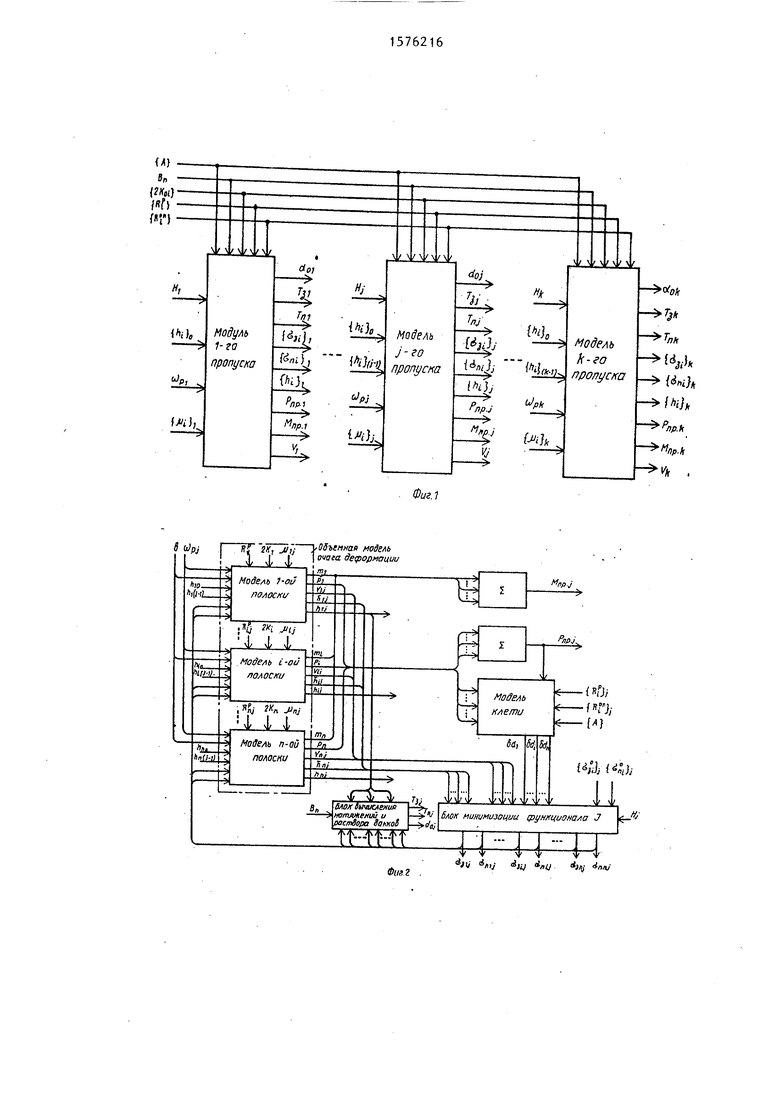
На фиг-. 1 представлена структурная схема модели процесса реверсивной холодной прокаткиг на фиг. 2 - структурная схема модели одного пропуска; на фиг. 3 - схема очага деформации одной полоски.
Способ реализуют следующим образом.
До начала процесса прокатки измеряют профиль и ширину поступающей в стан полосы, задают толщину готовой полосы, параметры, характеризующие начальное сопротивление металла деформации, его изменение в функции обжатия, коэффициенты трения в пропусках, профиль валков, их размеры и массу с подушками и жесткость клети.
Распределение обжатий по пропускам удобно задавать, пользуясь выражением
-J8
Н;
се + D
(1)
где Н - толщина полосы после j-ro
пропуска; j 1,2,,,.
...,k - номер пропуска; B,C,D - коэффициенты.
Задавая значение коэффициента В и имея в виду, что при j О Н а при j k Н Нц, где Н0 и Н - толщина полосы до и после прокатки соответственно, коэффициенты С и D находят из уравнений
Н„ С + D
° -КР
нк се + D.
(2)
Модель процесса многопроходной прокатки представлена структурной схемой на фиг. 1, где Вп - ширина полосы, ГА у - массив параметров, характеризующих размеры, свойства материала валков, массу валков с подушками, жесткость клети; |2К Д - распределение сопротивления металла деформации по ширине полосы;fR. V. ;
Г пОО 1-.I J J
|R. L - радиус рабочих и опорных валков с учетом их профилей; Г(lr,j- распределение коэффициента трения по ширине полосы; Fh , - профиль подката; jh ,jj - профиль прокатываемой полосы; ( распределения задних и передних удельных натяжений; , 2, ...,п- номер полоски по ширине полосы; d0j- раствор ненагруженных валков; Op скорость вращения рабочих валков; Т,, Tnj pnp.j Mnpj Vnpj соответственно усилия заднего и переднего натяжений полосы, усилие, момент и скорость прокатки, j 1, 2, ..., k.
Рассчитанный на модели j-ro пропуска профиль прокатываемой полосы используется для расчета (j+1)-ro пропуска.
Задаваемое первоначально в каждом пропуске значение скорости вращения рабочих валков корректируют после вычисления момента прокатки с учетом ограничения по мощности привода.
В основе модели одного пропуска лежат следующие предпосылки.
Прокатываемую полосу разбивают по ширине на конечное число полосок, в каждой из которых деформацию считают плоской. В очаге деформации каждой из полосок выделяют зоны упругого сжатия uly. еж полосы при ее входе в валки, пластической деформации lflft и упругого восстановления ul 8оссгполо- сы при ее выходе из валков. Очаг деf формации полоски характеризуется эпюрой нормальных контактных напряжений, представленной на фиг. 3. В зоне пластической деформации полоски соблюдается постоянство секундных
0 объемов металла, а в зонах упругого сжатия и восстановления полосы остаются неизменными скорости движения металла, равные соответственно скоростям движения полосы до и после
5 клети. Таким образом, условие равенства секундных объемов металла на входе в клеть и на выходе из нее не соблюдается и профиль выходящей из валков полосы не подобен геометри0 чески профилю поступающей в валки
полосы, что позволяет добиваться снижения поперечной разнотолщинности прокатываемой полосы при сохранении
ее плоскостности.
i
5 Удельные натяжения в полосках выступают в роли естественных регуляторов, стремящихся, действуя через очаг деформации, выровнять по ширине полосы, скорости входа металла в
0 очаг деформации и выхода из него при условии совпадения в плоскости осей валков профиля межвалковой щели под нагрузкой с профилем прокатываемой полосы. Условие равенства по ширине
5 полосы скоростей входа металла вытекает из предпосылки об отсутствии сдвиговых эффектов в полосе вне очага деформации (условие сплошности материала полосы), условие равенства
Q скоростей выхода соответствует получению полосы под натяжением без отклонений от плоской формы (условие плоскостности полосы). Условие совпадения профилей межвалковой щели и полосы в плоскости осей валков назовем условием совместности деформаций валков и полосы.
Таким образом, в соответствии с предлагаемой моделью, формирование
5157Ъ2
удельных натяжении полосы во всех сечениях по ее ширине подчинено образованию таких величин отставаний, опережений и давлений металла на валки, которые обеспечивают одновременное выполнение условий сплошности, плоскостности и совместности деформаций.
16
контактных напряжений и уравнение для вычисления радиуса кривизны деформированной дуги контакта
d(pp-2Kx) (2К,±-) Й (3)
R Mi +cbuhb
(4)

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОФИЛЕМ ВАЛКОВ ЛИСТОПРОКАТНОГО СТАНА | 1998 |
|
RU2133162C1 |
| Способ холодной прокатки | 1989 |
|
SU1643128A1 |
| Способ профилирования валков прокатного стана | 1979 |
|
SU863029A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ НИЗКОУГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ | 2001 |
|
RU2191645C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2615670C1 |
| Способ непрерывной холодной прокатки полос со сварными швами | 1987 |
|
SU1447437A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ | 2004 |
|
RU2254944C1 |
| Способ прокатки полос | 1989 |
|
SU1690868A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ТОНКИХ ПОЛОС НА МНОГОКЛЕТЕВОМ СТАНЕ | 2003 |
|
RU2238809C2 |

Изобретение относится к прокатному производству, а именно к управлению процессами холодной прокатки полос. Цель изобретения - повышение плоскостности прокатываемых полос и снижение их поперечной разнотолщинности. Распределение обжатий по пропускам, величины раствора ненагруженных валков, усилий заднего и переднего натяжений полосы, а также профилировку рабочих и опорных валков вычисляют с помощью математической модели из условия получения минимальной неравномерности эпюры удельных натяжений полосы на выходе из клети в последнем пропуске и минимальной ее поперечной разнотолщинности. Используемая математическая модель процесса прокатки позволяет вычислять распределения удельных натяжений полосы на входе в клеть и на выходе из нее с учетом неравномерности параметров очага деформации по ширине полосы. Распределения удельных натяжений вычисляют из условия равномерности по ширине полосы скоростей входа металла в зону деформации и выхода из нее при совпадении в плоскости осей валков профиля полосы с профилем межвалкового зазора. При вычислении профиля прокатываемой полосы учитывают упругое восстановление полосы при выходе из валков. 2 з.п. ф-лы, 3 ил.
Откликом системы клеть - полоса на
всю совокупность управляющих и возмущающих воздействий являются контролируемые в процессе прокатки усилие и момент прокатки, толщина и профиль прокатываемой полосы, а так- же распределение удельных натяжений полосы на входе в клеть и на выходе из нее.
В представляенной на фиг. 2 структурной схеме модели пропуска приня- то, что , „. ., h;0, ..., hno - толщина ненаклепанной полосы; Ь. л, ..., i(j-i) п((-Л толщина поступающей в клеть полосы,- h,,,1 , ..., hjj , ..., hnj - толщина полосы на выходе из пластической зоны; h j, ..., hj, ..., hnj - толщина выходящей из валков полосы с учетом .упругого восстановления, 2К,,, ..., 2К; , ..., 2К tt - изменение сопротивления метал- ла деформации в функции обжатия; U , . .., ..., ( -значения коэффициента трения; , . . . ,
иj.nj {frjij )
GVij ..,Gnnj ,{(„,- исходные и текущие значения задних и передних удельных натяжений полосы; Vf, , ..., Vjl, ..., Vn: - скорости выхода металла , bdp ,..,0dj, . . ., о d и - прогиб образующей рабочего валка в раз- личных сечениях по ширине очага деформации; т.
, т ,
m
П
Р1
..., Р,, ..., Рп - величины момента и давления-прокатки, приходящиеся н одну полоску; b - ширина полоски.
Модель пропуска полоски служит для расчета давления металла на валки, момента прокатки, приходящихся на одну полоску очага деформации и скорости выхода металла (так как в модели принято геометрическое подобие профилей полосы в пластической зоне, в вычислении скорости входа нет необходимости, поскольку равенству по ширине полосы скоростей вы- хода соответствует равенство скоростей входа металла).
Модель пропуска полоски включает в себя дифференциальное уравнение
С,
где рг, Су - нормальные и касательные контактные напряжения, изменяющиеся по дуге контакта (координата х); 2КХ 1,15 GT - сопротивление металла деформации при двумерном простом сжатии; от - предел текучести металла; 9 - текущая угловая координата по дуге контакта; hx х2/R + + h, - уравнение дуги контакта при аппроксимации ее параболой/ R - радиус кривизны деформированной дуги контакта; R0 - радиус рабочего валка; р - давление металла на валки, С - константа, характеризующая упругие свойства материала валков $ b - ширина полоски; ДЬ, h. - Ь„ - обжатие полоски в пластической зоне деформации; h,, h2 - толщина полоски на входе в пластическую зону и на выходе из нее.
Граничные условия для уравнения (3) задают соотношениями
2К
- С
Ъ
2К2 - (Гп
(5) (6)
С
где 21, 2К. - сопротивление металла деформации до и после прокатки;
, - заднее и переднее удельные натяжения полоски.
При численном интегрировании уравнения (3) навстречу от значения Р- о РЛ выполнение граничного
Г1 X V в/1 , ,-,
условия (6) обеспечивается процедурой поиска координаты нейтрального сечения XH, при которой р I Pg.
Величину давления металла на валк вычисляют с учетом наличия зон упругого контакта полоски с валками:
Р .сж + Дрс,босст,(7
где РПЛ часть давления металла на
валки, вызванная пластической деформацией полоски,
Лру.с
Дрц.во«т пРиРа1Дения давления, вызванные наличием зон упругого сжатия и восстановления.
Пластическую составляющую давления вычисляют по формуле
вп/| РПА , (8)
где 1 - °- длина дуги контакта, соответствующа пластической зоне деформации.
Приращения давления вычисляют как произведения площадей заштрихованных частей эпюры нормальных напряжений, приведенной на фиг. 3, на ширину полоски:
Лрд.с Ь.0,. (2К, -Gj,9)
Л Р«,.ео«тГ ,5 ul g еоссТ ( 2К2 -On ). ( 10)
Для вычисления приращений дли -
ны дуги контакта Д1у.сЖи -ч.восстис
пользуют формулы
Mj.c
Ьп„СЖ; (11)
На основании рассмотренных выше условий совместности деформаций и плоскостности сформирован функционал
Л1д.ео«т Ча -ЛЬд.восст. (12) 1 4- (lYli. +lЈELi| J).(20)
Зависимости для вычисления величин упругого сжатия &h у. с и упругого восстановления Д h у. Воеет полоски получены из совместного рассмотрения диаграммы напряженно-деформированного состояния и эпюры нормальных напряжений (фиг. 3):
uhy. h0- (2K, -&)/Е , (13) uhfeoeer- V (2К2 - ffn )/Е; (14)
где h« - толщина ненаклепанной полоски,1 Е - модуль упругости материала
полосы.
Для вычисления скорости выхода металла используют формулу
i
мл д.ли. л г ч-г у k-i-iuira и AJ. jj- у i a J.J- -- i us.
менных Јбу, , j ; . Здесь Vc- няя по п полоскам скорость вь
30
35
40
минимизируемый в пространстве пере- средскорость ЁЫХОДЭ металла при некоторых первоначально задаваемых в модель значениях удельных натяжений, одинаковых для всех полосок; oh; - половина разности между толщиной i-й полоски и края полосы на выходе из пластической зоны деформации.
Представленную модель процесса реверсивной холодной прокатки полосы используют в человеко-машиной процедуре принятия решений путем целенаправленного перебора в диалоне с ЭВМ большого числа возможных вариантов и выбора приемлемых по критериям минимума поперечной разнотолщинности и неравномерности эпюры удельных натяжений полосы в последнем пропуске решений.
V V6- (1 + S) ;
(15)
где V. - окружная скорость валков; S - опережение полоски, определяемое из соотношения
X-../R ,.
г
и
(16)
Для вычисления момента прокатки т, приходящегося на одну полоску, используют выражение:
г
тп
ъ хрг 1х-Ш„-Ъ ((-Јп) (17)
На участках упругого сжатия и восстановления полоски распределения контактных напряжений описывают линейными зависимостями
ill
- Хч
(18)
(19)
5
0
LLJ еосст О Ј 1пл + Л восст
Модель клети основывается на методике расчета валков станов кварто. По рассчитанным с использованием модели полоски значениям удельного давления металла на валки, полного усилия прокатки и заданным величинам толщины полоски на выходе из клети, профиль валков на модели клети определяют, с учетом изгиба и сплющивания рабочих и опорных валков, форму межвалковой щели под нагрузкой.
На основании рассмотренных выше условий совместности деформаций и плоскостности сформирован функционал
i
мл д.ли. л г ч-г у k-i-iuira и AJ. jj- у i a J.J- -- i us.
менных Јбу, , j ; . Здесь Vc- няя по п полоскам скорость вь
0
5
0
5
0
5
минимизируемый в пространстве пере- средскорость ЁЫХОДЭ металла при некоторых первоначально задаваемых в модель значениях удельных натяжений, одинаковых для всех полосок; oh; - половина разности между толщиной i-й полоски и края полосы на выходе из пластической зоны деформации.
Представленную модель процесса реверсивной холодной прокатки полосы используют в человеко-машиной процедуре принятия решений путем целенаправленного перебора в диалоне с ЭВМ большого числа возможных вариантов и выбора приемлемых по критериям минимума поперечной разнотолщинности и неравномерности эпюры удельных натяжений полосы в последнем пропуске решений.
Указанную процедуру реализуют следующим образом:
а) Формируют критерии, характеризующие неравномерность распределения удельных натяжений полосы на выходе из клети в последнем пропуске и поперечную разнотолщинность готовой полосы
с.к.о.
G™/G
пк ,
.,. с , «Р ч ,. с
Ч- ьр/Ч,
(21) (22)
где СГП1(, с.к.о.ОГпк- среднее значение и среднеквадратичное отклонение удельных натяжений полосы на выходе из клети в последнем k-м пропуске; h к , h „Г - толщина середины и края готовой полосы.
б) Формируют области допустимых значений варьируемых параметров - количества пропусков k, коэффициен- та В (уравнение (1)), характеризующего распределение обжатий по пропускам, профиля рабочих и опорных валков Ј., fon. Радиус рабочих и опорных валков с учетом профиля валков вычисляют по уравнениям:
R R, + fp(i2 -D/C12 -1), (23
on R: R- + f
,(i2 -1)/(P -1); (24)
где R Ј радиус рабочего и опорного валка в середине бочки;
1 - количество сечений, выделяемых на длине бочки валка (расстояние между соседними сечениями равно ширине полоски). в) Выделяют на интервалах варьирования переменных k, В, fp, fon ряд равномерно распределенных точек и вычисляют значения критериев-q,, , q2 при всех возможных сочетаниях значений параметров. Каждый такой расчет называют испытанием. Испытания нумеруют .
Ограничения, задаваемые неравенствами
О Ј х „ 1пё О - Т ТАОП; О Т Тдоп; F рр j 6 Р пр.Доо пр. j - мпр.Аоп ;
М
учитывая путем исключения из рассмот- 45 релия тех испытаний, в которых выполняется одно из ограничений (25).
i
г) Результаты оставшихся испытаний сводят в таблицу, в первой строке которой помещают номера испытаний и значения критерия q4 в порядке возрастания его значения, а во второй - в порядке возрастания критерия q2. Заполнение строк продолжают до тех пор, пока в каждой из них не окажутся испытания, давшие лучшие (наименьшие) значения критериев q,, nq2. Части таблицы, содержащие эти испы,
Q 5
0
5 0
5
0
тания, образуют множество Парето или переговорное множество.
Выделение переговорного множества позволяет сформировать новые области варьирования переменных k, В, f., fon, а также назначить обоснованное ограничение на один из критериев, т.е. свести многокритериальную задачу к однокритериальнон.
д) Поиск минимума по оставшемуся критерию осуществляют одним из методов нелинейного программирования.
В случае, если полученные в г) наилучшие значения критериев не являются удовлетворительными, повторяют процедуру, начиная с б), всякий раз имезняют области варьирования переменных на основе анализа переговорного множества.
На реверсивном стане кварто 125/380Х 320 мм прокатывают ленту из сплава марки БРБ2 шириной 270 мм с толщины 1,50 до 0,43 мм.
Области допустимых значений варьируемых параметров, равномерно распределенные на интервалах варьирования: k 5; 6; 7; В 0,46; 0,48; 0,50; fp -0,05; 0; 0,05; fon -0,05; 0; 0,05.
В результате 220 испытаний, проведенных на ЭВМ с помощью модели, выявлено, что в 184 испытаниях было достигнуто одно из ограничений (25). Остальные 36 испытаний сведены в представленную в сокращенном виде табл. 1.
В табл. 1 жирной линией выделено переговорное множество. Наилучшие значения критериев qf и q получены соответственно в 133 и 121 испытаниях при следующих значениях варьируемых параметров: № 133 k 7; В 0,46; f« 0;
5
0
5
LP
fon 0.
№ 121 k 7; В 0,48; f« -0,05;
.
Формируем новые области изменения переменных:
k 7; В 0,46-0,48; f -0,05- 0; fon 0.r
Поскольку по критерию,, характеризующему неравномерность распределения удельных натяжений, достигнуто вполне приемлемое значение ( , 8,4; с.к.о.(Гпк 1,01), принимается полученное в 133-м испыта- нии значение q, в качестве ограничения - q 0,12.
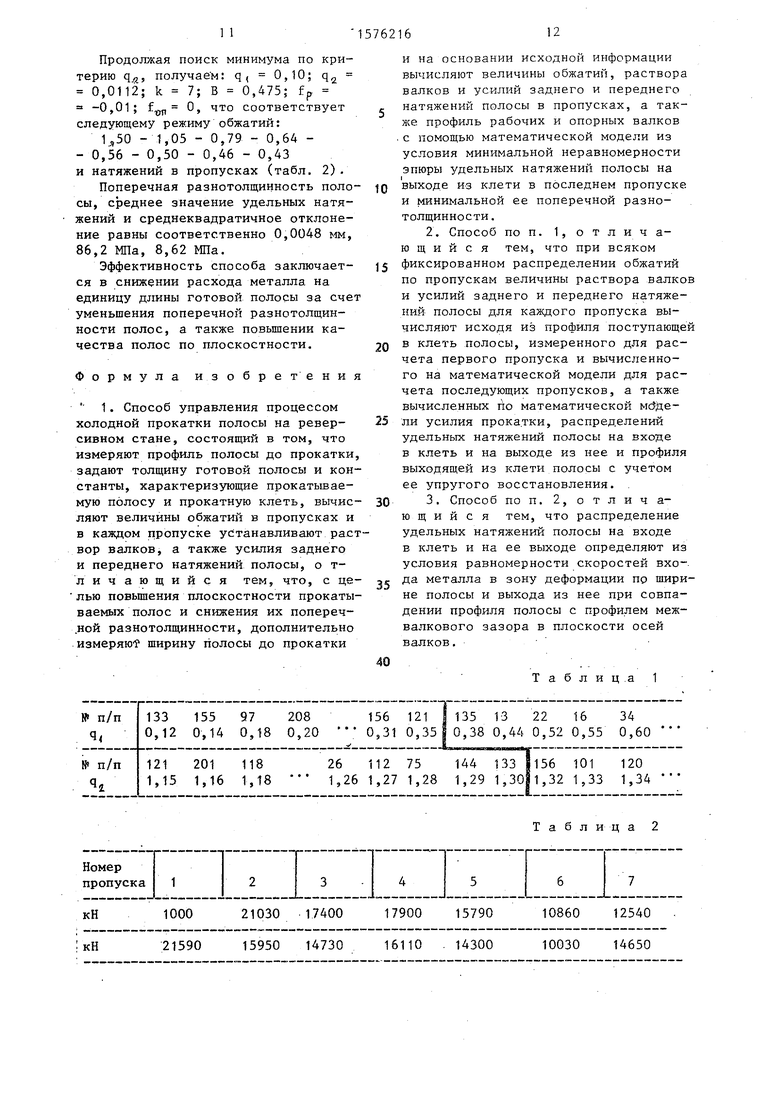
Продолжая поиск минимума по критерию q, получаем: q 0,10; q2 0,0112; k 7; В 0,475; fp -0,01; f, 0, что соответствует , следующему режиму обжатий:
1Л50 - 1,05 - 0,79 - 0,64 - - 0,56 - 0,50 - 0,46 - 0,43 и натяжений в пропусках (табл. 2).
Поперечная разнотолщинность поло- JQ сы, среднее значение удельных натяжений и среднеквадратичное отклонение равны соответственно 0,0048 мм, 86,2 МПа, 8,62 МПа.
Эффективность способа заключает- 15 ся в снижении расхода металла на единицу длины готовой полосы за счет уменьшения поперечной разнотолщин- ности полос, а также повышении качества полос по плоскостности. 20
ормула изобретения
и на основании исходной информации вычисляют величины обжатий, раствора валков и усилий заднего и переднего натяжений полосы в пропусках, а также профиль рабочих и опорных валков с помощью математической модели из условия минимальной неравномерности эпюры удельных натяжений полосы на выходе из клети в последнем пропуске и минимальной ее поперечной разнотолщинности.
в клеть и на выходе из нее и профиля выходящей из клети полосы с учетом ее упругого восстановления.
в клеть и на ее выходе определяют из условия равномерности скоростей входа металла в зону деформации по ширине полосы и выхода из нее при совпадении профиля полосы с профилем межвалкового зазора в плоскости осей валков,
Таблица 1
Таблица 2
i
1-га пропуска
fiO Pnp.1
Mnp.i
iW, Jtft
u/,
p
Uk
W, Jtft
/,
p
k
Модель j-го пропуска
nj
Щ
щ,
np.j
M,
pi VJ
f4 щ«.,}
bJpk
teh .
модель /f-го пропуска
((
S
)
да . I .
,
| Целиков А.И | |||
| и др | |||
| Теория прокатки | |||
| - М.: Металлургия, 1970 | |||
| Софронов Е.Н.Уточненная методика расчета валков станов кварто | |||
| - Вестник машиностроения, 1975, № 5 | |||
| Voith М | |||
| , Dernei L | |||
| Szamitogeppel optimizalt hideghengerle si technolo- giak | |||
| - Miskolc, NME Kozlemenyei, 1981, v | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Способ исправления пайкой сломанных алюминиевых предметов | 1921 |
|
SU223A1 |
