Изобретение относится к обработке ме; таллов давлением, может быть применено в производстве жестких винтовых пружин малого индекса и является усовершенствованием способа изготовления пружин по авт. св. № 528989.
Цель изобретения - расширение технологических возможностей за счет навивки пружин из проволоки некруглого сечения.
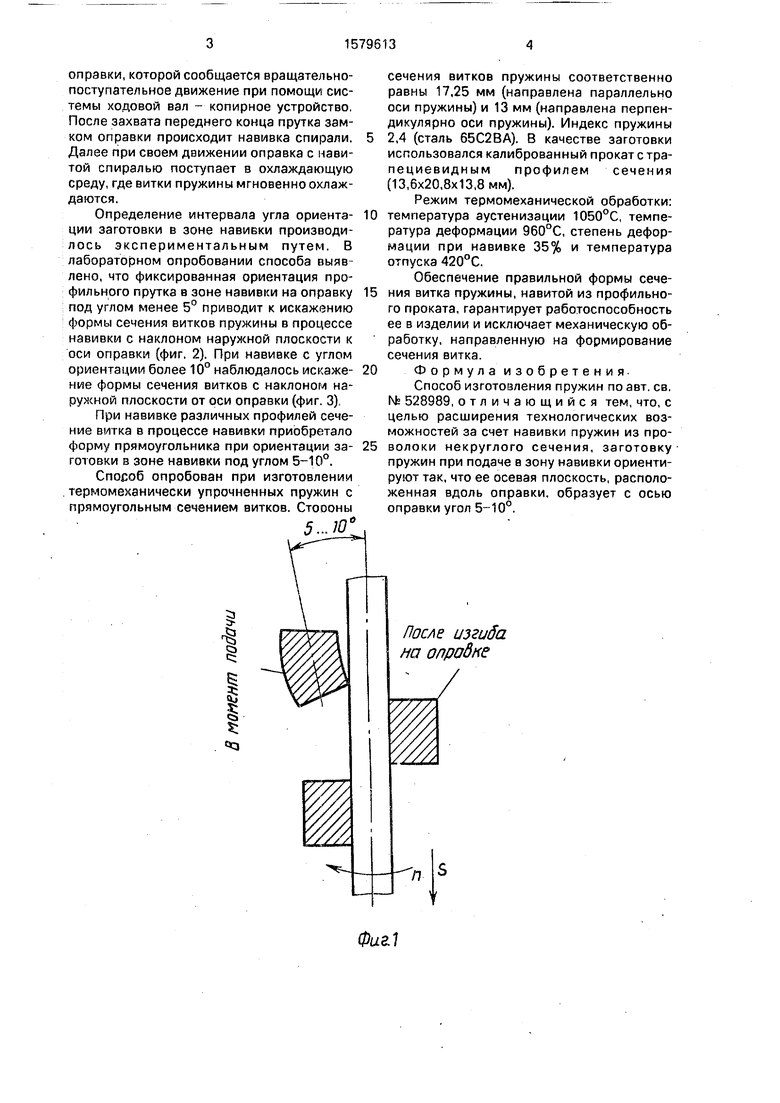
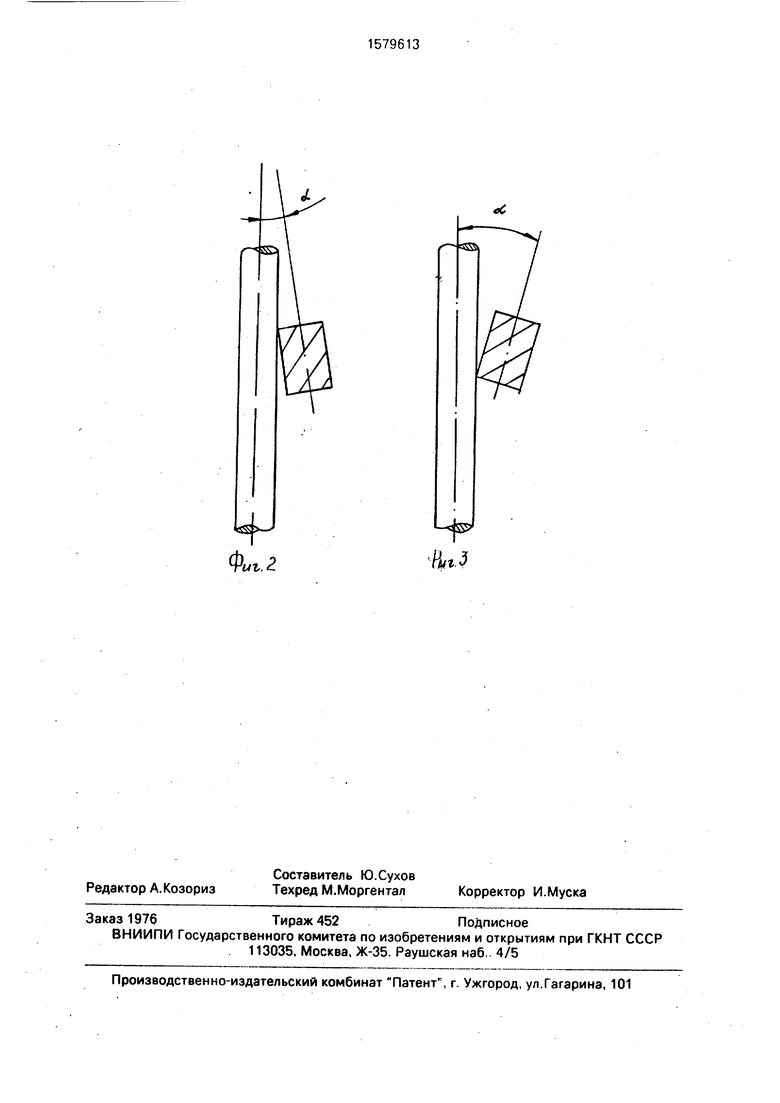
На фиг. 1 изображена схема ориентации заготовки в зоне навивки; на фиг. 2 и 3 - положение витка пружины на оправке.
Способ заключается в том, что заготовку нагревают до температуры аустенизации, подстуживают на 50-100°С, но не ниже температуры закалки, и при этой температуре проводят гибку и навивку спирали на оправку с предварительной ориентацией осевой плоскости заготовки, расположенной вдоль оправки к оси оправки на 5-10°, обеспечивая равномерный шаг всех витков и поджа- тие опорных витков при сообщении оправке вращательно-поступательного движения с
помощью копирного устройства. Навитая спираль закаливается в душевом устройстве или в ванне с циркулирующей охлаждающей средой. Подстуживание на 50-100°С необходимо для выравнивания температуры по сечению заготовки, предотвращения рекристаллизационных процессов и роста аустенитного зерна, а также уменьшения температурных напряжений. При изготовлении пружин малого индекса необходимая суммарная гстепень деформации (15-40%) от гибки и навивки заготовки на оправку достигается при навивке спирали.
Операции совершают в следующем порядке.
Заготовка - профильный пруток проходит через нагревательное устройство, нагревается до температуры аустенизации, подстуживается на воздухе в направляющем устройстве на 50-100°С, ориентируется в этом устройстве осевой плоскостью заготовки, расположенной вдоль оправки на 5-10° к оси оправки, поступает в захват
w
Ё
СП vj
ю
О
со
ю
оправки, которой сообщается вращательно- поступательное движение при помощи системы ходовой вал - копирное устройство. После захвата переднего конца прутка замком оправки происходит навивка спирали. Далее при своем движении оправка с навитой спиралью поступает в охлаждающую среду, где витки пружины мгновенно охлаждаются.
Определение интервала угла ориента- ции заготовки в зоне навивки производилось экспериментальным путем. В лабораторном опробовании способа выявлено, что фиксированная ориентация профильного прутка в зоне навивки на оправку под углом менее 5° приводит к искажению формы сечения витков пружины в процессе навивки с наклоном наружной плоскости к оси оправки (фиг. 2). При навивке с углом ориентации более 10° наблюдалось искаже- ние формы сечения витков с наклоном наружной плоскости от оси оправки (фиг. 3).
При навивке различных профилей сечение витка в процессе навивки приобретало форму прямоугольника при ориентации за- готовки в зоне навивки под углом 5-10°.
Способ опробован при изготовлении термомеханически упрочненных пружин с прямоугольным сечением витков. СТОРОНЫ
сечения витков пружины соответственно равны 17,25 мм (направлена параллельно оси пружины) и 13 мм (направлена перпендикулярно оси пружины), Индекс пружины 2,4 (сталь 65С2ВА). В качестве заготовки использовался калиброванный прокат с тра- пециевидным профилем сечения (13,6x20,8x13,8 мм).
Режим термомеханической обработки: температура аустенизации 1050°С, температура деформации 960°С, степень деформации при навивке 35% и температура отпуска 420°С.
Обеспечение правильной формы сечения витка пружины, навитой из профильного проката, гарантирует работоспособность ее в изделии и исключает механическую обработку, направленную на формирование сечения витка.
Формула изобретения.
Способ изготовления пружин по авт. св. № 528989, отличающийся тем, что, с целью расширения технологических возможностей за счет навивки пружин из проволоки некруглого сечения, заготовку пружин при подаче в зону навивки ориентируют так, что ее осевая плоскость, расположенная вдоль оправки, образует с осью оправки угол 5-10°.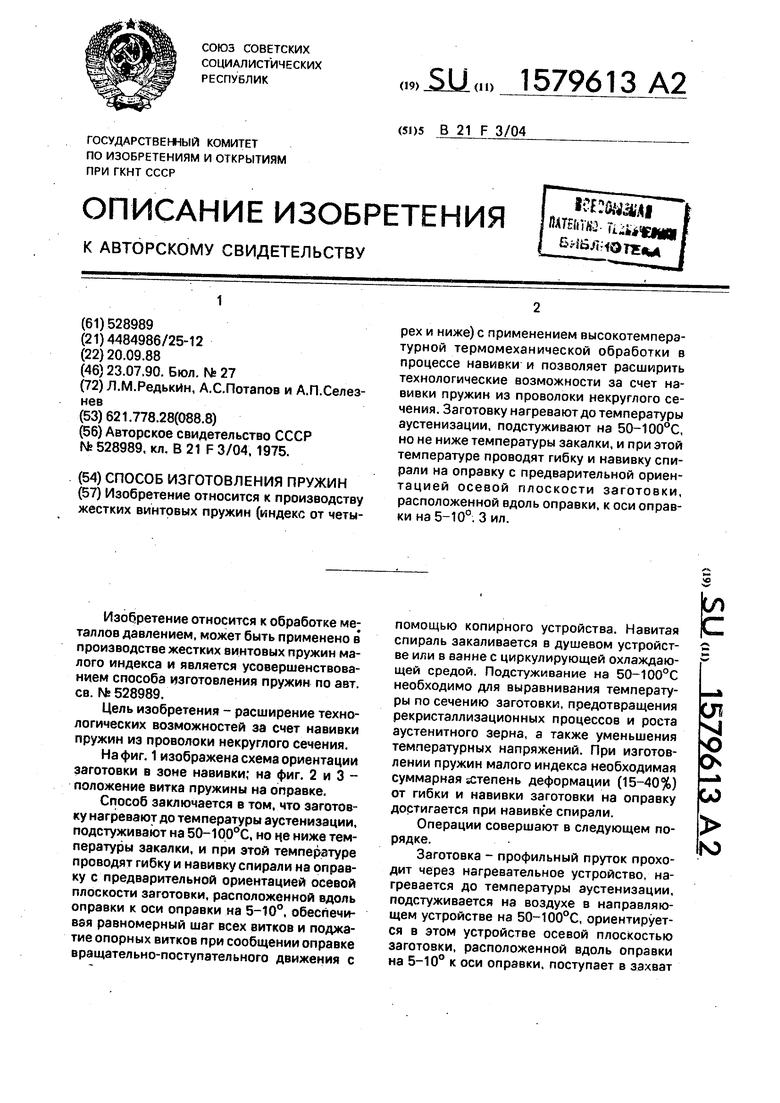
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 2010 |
|
RU2501620C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ПРУЖИН ИЗ СТАЛИ И УСТРОЙСТВО ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2013 |
|
RU2547989C2 |
| Способ изготовления пружин | 1975 |
|
SU528989A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРУЖИН ИЗ СТАЛИ | 2006 |
|
RU2377091C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРУЖИН ИЗ СТАЛИ | 2006 |
|
RU2336139C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ ИЗ СТАЛЬНОГО ПРОФИЛЯ | 2002 |
|
RU2219036C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРУЖИН ИЗ СТАЛИ | 2015 |
|
RU2635114C2 |
| ВИТАЯ ОБОЛОЧКА С УСИЛЕНИЕМ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2756187C2 |
| СПОСОБ ГОРЯЧЕЙ НАВИВКИ ВИНТОВЫХ ПРУЖИН И ОПРАВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2496594C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
Изобретение относится к производству жестких винтовых пружин (индекс от четырех и ниже) с применением высокотемпературной термомеханической обработки в процессе навивки и позволяет расширить технологические возможности за счет навивки пружин из проволоки некруглого сечения. Заготовку нагревают до температуры аустенизации, подстуживают на 50 - 100°С, но не ниже температуры закалки, и при этой температуре проводят гибку и навивку спирали на оправку с предварительной ориентацией осевой плоскости заготовки, расположенной вдоль оправки, к оси оправки на 5 - 10°. 3 ил.
Ј
1 I
После изгиба на о пробне
иг
.2
| Способ изготовления пружин | 1975 |
|
SU528989A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
