Изобретение относится к черной металлургии, в частности к охлаждению и термической обработке двутавровых профилей в процессе прокатки.
Цель изобретения - уменьшение коробления балки и повышение механичес-f ких свойств металла за счет более равномерного охлаждения профиля.
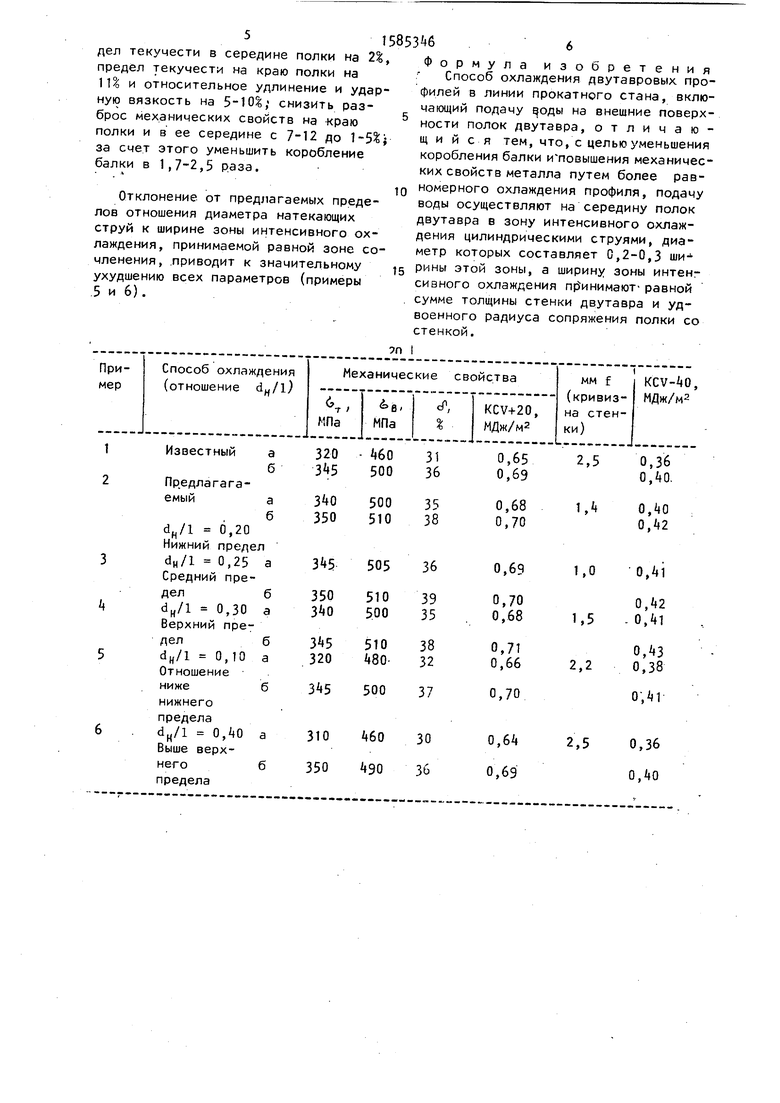
На фиг. 1 показан график зависимости плотности теплового потока от отношения диаметра натекающих струй воды к ширине зоны охлаждения; на фиг. 2 - профиль зоны сочленения двутавра; на фиг. 3 - устройство для осуществления предлагаемого способа. Обработке подвергали двутавровый профиль из стали 09Г2С.
На фиг. 1 показан экспериментальный график зависимости плотности теплового потока (при подаче цилиндри(Л
с
ческих струй воды по центру полки) на краю зоны интенсивного охлаждения от отношения диаметра натекающих струй воды df к ширине зоны интенсив- ,ного охлаждения l,q f С-). Максимальное значение плотности отводимого теплового потока в центре полки при принятом в эксперименте расходе воды составило 10,5-10 Вт/м2 при любой величине отношения в пределах от 0,05 до 1,0.
Анализ сортамента стальных горяче- катанных двутавровых балок от профиля №-10Б1 до N 70Ш5 показал, что отношение толщины самой массивной части балки к толщине полки составляет ,4, следовательно, и плотность теплового потока при охлаждении от центра полки до края зоны интенсив;л
эо in
:
ного охлаждения должна уменьшиться в 1.,-2,4 раза.
Следовательно, уменьшив величину в 1,4-2, раза, для края зоны интенсивного охлаждения получим значение t,3-7,5-10 Вт/м2. График на фиг. 1 справедлив для цилиндрических струй воды.
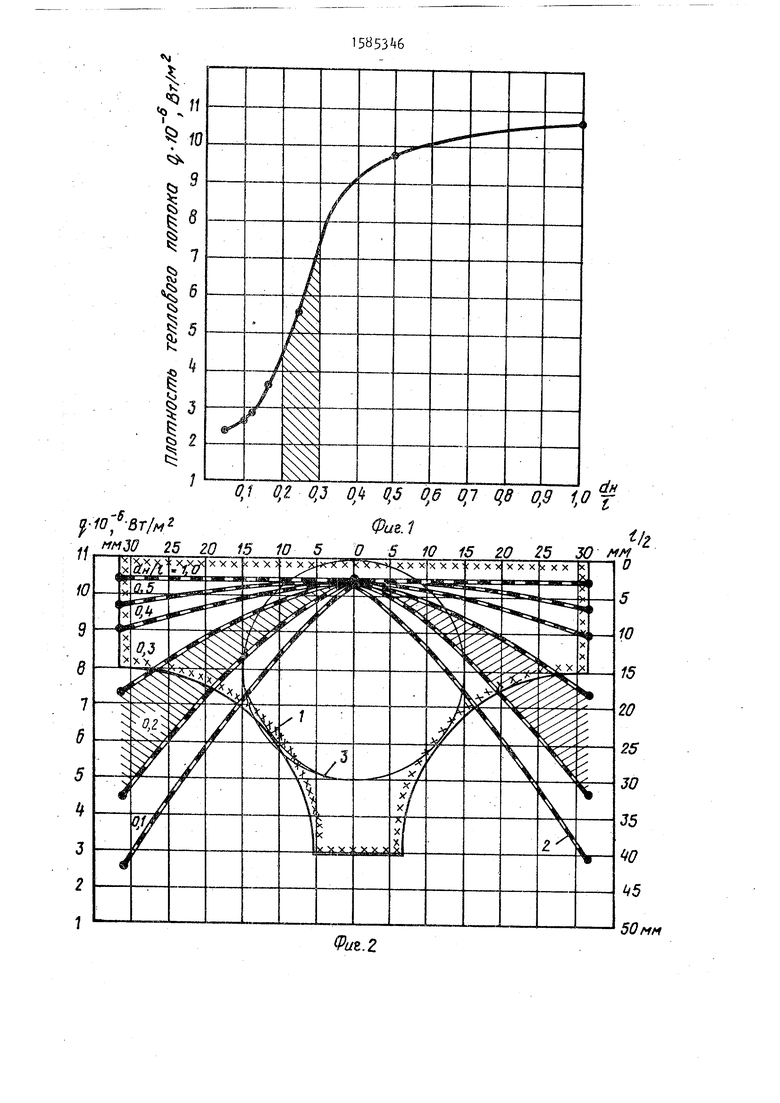
На фиг. 2 изображен профиль зоны сочленения двутавра W 50Ш1 (линия 1) с нанесенными на нем линиями 2 распределения теплового потока охлаждения при отношении в пределах от 0,05 до 1,0 и при фиксированном значении расхода охлаждающей воды, рассчитанными на основе фиг. 1.
Заштрихованная на фиг.. 2 зона - экспериментально определенное распределение
е
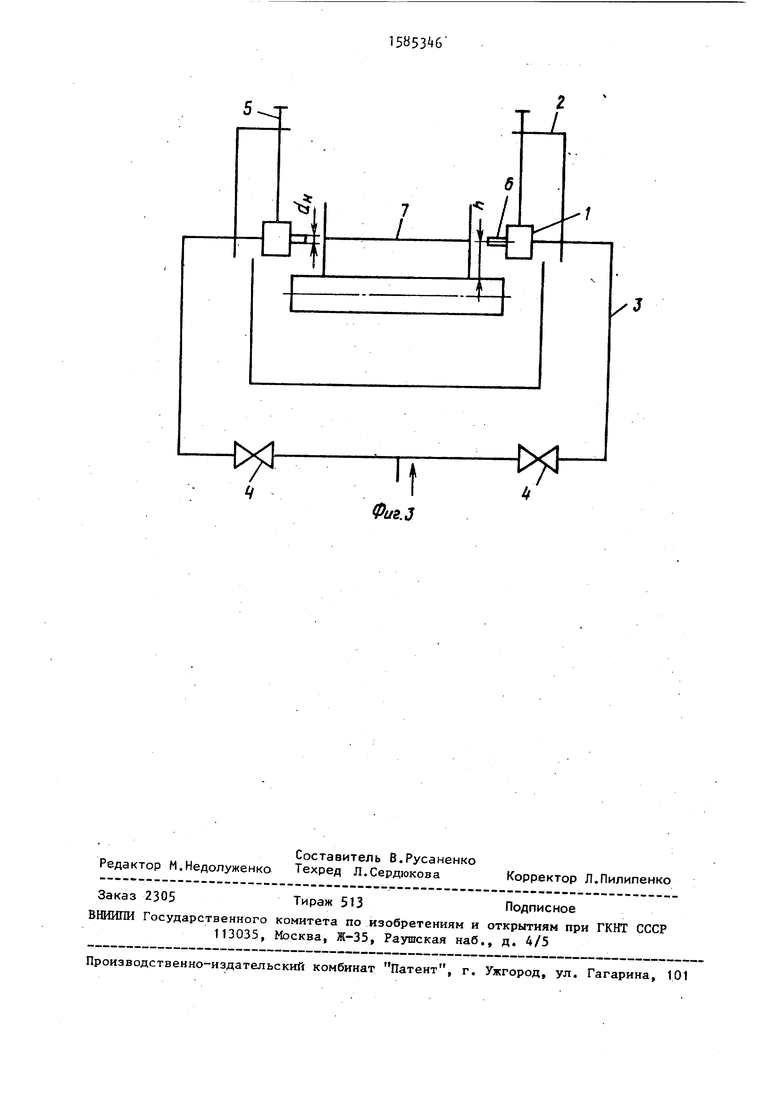
соба избирательного охлаждения дву- тавровых профилей в линии прокатного 1 стана. К раздающим коллекторам 1, ук- репленным на раме 2, осуществляется подвод воды 3 через регулировочные вентили 4. Водоподводы перемещаются в вертикальной плоскости при помощи механизмов 5 для установления водяных сопел 6 по центру полок двутавра 7. Диаметр натекающих струй воды устанавливается в зависимости от но мера охлаждаемого профиля из условия 0,2-0,3. Цилиндричность струй воды и ее расход регулируется венти - лями Ц,
Проводили охлаждение двутавра If 50Ш1 при фиксированном значении расхода охлаждающей воды и различных
10
15

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки широкополочных двутавровых балок | 1985 |
|
SU1304943A1 |
| СТРОИТЕЛЬНАЯ БАЛКА | 2005 |
|
RU2285097C1 |
| Роликовая закалочная машина | 1980 |
|
SU1035073A1 |
| Способ прокатки двутавров с волнистой стенкой | 1989 |
|
SU1676691A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОЖАРНО-ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК ЭЛЕМЕНТОВ И МАТЕРИАЛОВ КОМПЛЕКСНОЙ ОБЛИЦОВКИ СТАЛЬНОЙ БАЛКИ С ГОФРИРОВАННОЙ СТЕНКОЙ | 2016 |
|
RU2639209C1 |
| УЛУЧШЕННАЯ БАЛКА | 2004 |
|
RU2340744C2 |
| КОНСТРУКЦИЯ ОГНЕЗАЩИЩЁННОЙ СТАЛЬНОЙ БАЛКИ | 2017 |
|
RU2651997C1 |
| ДЕРЕВОМЕТАЛЛИЧЕСКАЯ БАЛКА-СТОЙКА | 2000 |
|
RU2176300C1 |
| СПОСОБ ОГНЕЗАЩИТЫ ДВУТАВРОВОЙ БАЛКИ ЗДАНИЯ | 2012 |
|
RU2522110C2 |
| ОГНЕЗАЩИЩЕННАЯ ДВУТАВРОВАЯ БАЛКА ЗДАНИЯ | 2012 |
|
RU2517313C1 |
Изобретение относится к металлургии, а именно к способам обработки двутавровых профилей в процессе прокатки. Цель изобретения - уменьшение коробления балки и повышение механических свойств металла путем более равномерного охлаждения профиля. Способ включает подачу воды на середину полок двутавра цилиндрическими струями, диаметр которых равен 0,2-0,3 суммы толщины стенки двутавра и удвоенного радиуса сопряжения полки со стенкой. Изобретение позволяет уменьшить коробление балок в 1,5-2,0 раза. 3 ил., 1 табл.
отводимого теплового потока, обеспечи-2() диаметрах натекающих струй воды.
вающее достижение поставленных целей. Уменьшение отводимого теплового потока с края зоны интенсивного охлаждения в 1,А-2,4 раза соответствует знаосуществляемое на устройстве, изображенном на фиг. 3. Ширина зоны сочленения этого профиля 1 S + 2г составляет 63 мм. Профиль зоны сочл
чениям отношения в пределах 0,2-2$ нения этого двутавра изображен на
0,3. Изображенные на фиг. 2 кривые тождественны для любых профилей дву-тавров от № 10 до № 70. Толщина.самой массивной масти балки определялась, как диаметр вписанной в зону сочленения окружности (линия 3) .
Ширина зоны интенсивного охлаждения 1 принята равной сумме толщины стенки двутавра S и удвоенного радиуса сочленения стенки с полкой г. Если 1 S -f 2г, то высокоинтенсивному
охлаждению подвергаются менее массивные элементы профиля - периферийные части полок, что приводит к их переохлаждению. Если 1 S 2г, интенсивному охлаждению подвергаются не все сочленения.
Если диаметр натекающих струй воды близок к ширине зоны интенсивного охлаждения ( 0,3), одинаковому . отводимому тепловому потоку подвергаются разномассивные части профиля, что создает градиент температур по ширине полки. С другой стороны, при очень узкой струе воды ( Q,2) массивные части профиля охлаждаются
i недостаточно. И в том .и другом случае увеличиваются остаточные напряжения в металле, что приводит к короблению балки, падению механических свойств. Все это сн р1жает эффективность охлаждения .
На фиг. 3 изображено устройство для осуществления предлагаемого спо30
35
40
45
50
фиг. 2. При движении готового двута ра, имеющего температуру , по рольгангам прокатного стана из водя ных сопел б (фиг.З) подавали на середины полок двутавра цилиндрически струи воды, при этом насадки сопел меняли от диаметра 6,3 мм (dj,/l P, до 25,2 мм ( 0,4).
В таблице приведены механические свойства, определенные по вырезанны из двутавровой балки темплетам (ста 09Г2С), причем темплеты вырезали из края полки (на расстоянии 1/6 от края а, и из середины полки двутав ров б) - охлажденных согласно предлагаемому и известному способам. В таблице приведены также данные по кривизне стенки двутавра f в зависи мости от способа охлаждения, что ха рактеризует величину коробления бал ки. Кроме того, в таблице указаны свойства двутавра после обработки по известному способу (охлаждение двутавра с помощью струй воды, направляемых на внешние поверхности и нижние части внутренних поверхносте полок).
Таким образом, предлагаемый спо- соб охлаждения двутавровых профилей (примеры 2-4) позволяет по сравнени с известным увеличить предел прочно ти в середине полки на 1,5%, предел прочности на краю полки на 7%, преосуществляемое на устройстве, изображенном на фиг. 3. Ширина зоны сочленения этого профиля 1 S + 2г составляет 63 мм. Профиль зоны сочле0
5
0
5
0
фиг. 2. При движении готового двутавра, имеющего температуру , по рольгангам прокатного стана из водяных сопел б (фиг.З) подавали на середины полок двутавра цилиндрические струи воды, при этом насадки сопел меняли от диаметра 6,3 мм (dj,/l P,l) до 25,2 мм ( 0,4).
В таблице приведены механические свойства, определенные по вырезанным из двутавровой балки темплетам (сталь 09Г2С), причем темплеты вырезали из края полки (на расстоянии 1/6 от края а, и из середины полки двутавров б) - охлажденных согласно предлагаемому и известному способам. В таблице приведены также данные по кривизне стенки двутавра f в зависимости от способа охлаждения, что характеризует величину коробления балки. Кроме того, в таблице указаны свойства двутавра после обработки по известному способу (охлаждение двутавра с помощью струй воды, направляемых на внешние поверхности и нижние части внутренних поверхностей полок).
Таким образом, предлагаемый спо- соб охлаждения двутавровых профилей (примеры 2-4) позволяет по сравнению с известным увеличить предел прочности в середине полки на 1,5%, предел прочности на краю полки на 7%, предел текучести в середине полки на 2%, предел текучести на краю полки на 11 и относительное удлинение и ударную вязкость на 5-10%; снизить разброс механических свойств на краю полки и в ее середине с 7-12 до за счет этого уменьшить коробление балки в 1,7-2,5 раза.
Отклонение от предлагаемых пределов отношения диаметра натекающих струй к ширине зоны интенсивного охлаждения, принимаемой равной зоне сочленения, .приводит к значительному ухудшению всех параметров (примеры 5 и 6),
ниже б нижнего предела
0,40 а 310 Выше верхнего б 350 предела
-
15853 6
.Формула изобретения Способ охлаждения двутавровых профилей в линии прокатного стана, вклю- чающий подачу оды на внешние поверхности полок двутавра, отличающий с я тем, что, с целью уменьшения коробления балки и позышения механических свойств металла путем более рав- номерного охлаждения профиля, подачу воды осуществляют на середину полок двутавра в зону интенсивного охлаждения цилиндрическими струями, диаметр которых составляет 0,2-0,3 ши- Рины этой зоны, а ширину зоны интенсивного охлаждения пр инимают- равной сумме толщины стенки двутавра и удвоенного радиуса сопряжения полки со стенкой.
37
30 36
0,70
0,6 0,69
2,5
о-,1
0,36
0,40
fio -BT/M
M30 25 20 15 10
0, о.г о. qd 0,9,0 f
Фав.1
0 5 10 15 20 25 30 MM
Фаг.г
50 MH
V
4м
П|
.J
| Пишущая машина | 1922 |
|
SU37A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
