11
Изобретение относится к прокатному производству и может быть использовано при производстве широкополоч- ных двутавровых балок.
Цель изобретения - повышение качества балок путем устранения дефекта стенки волна.
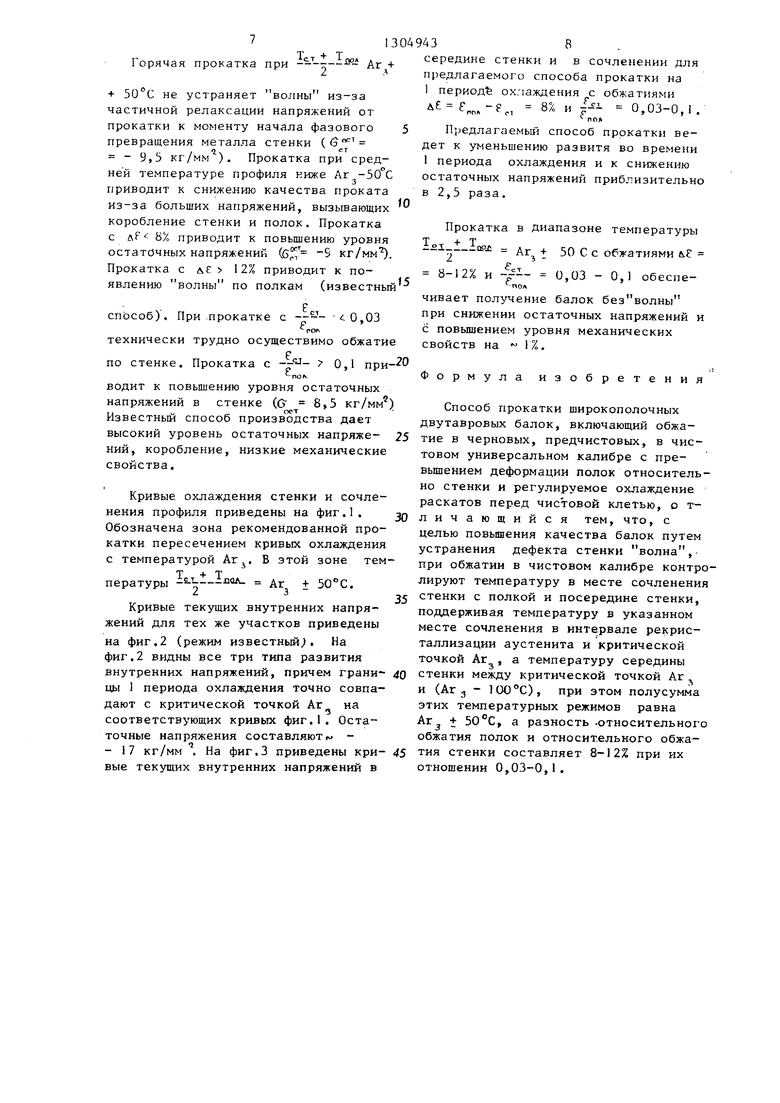
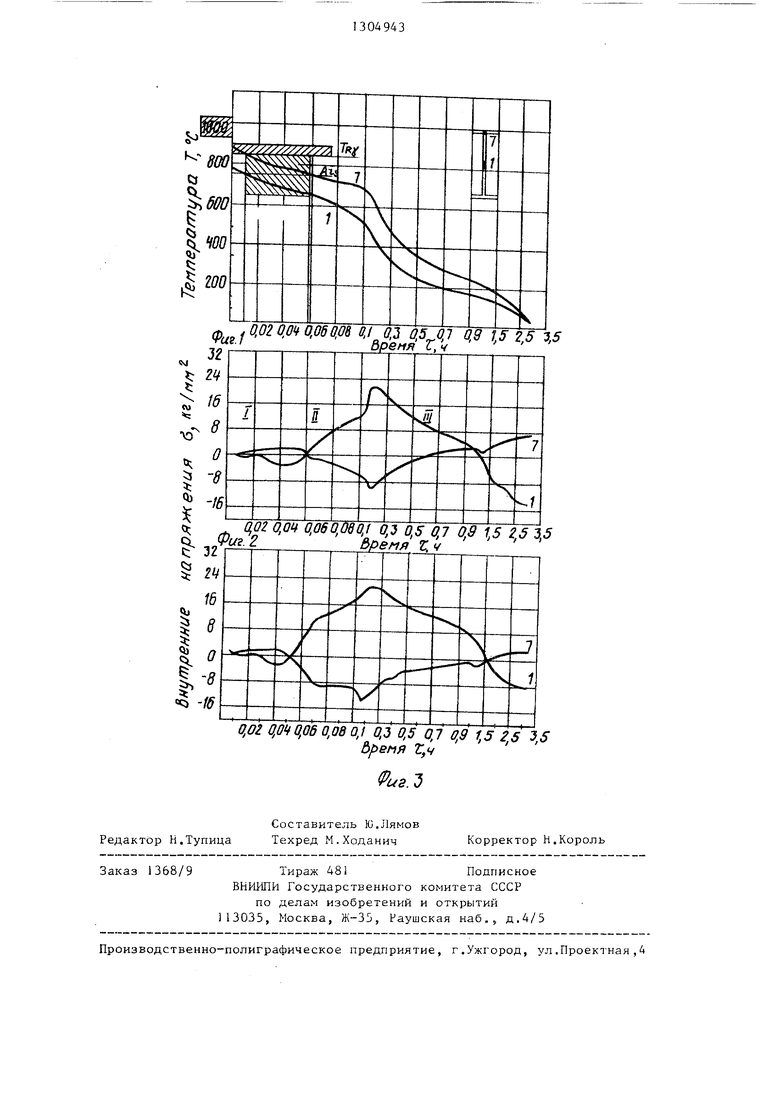
На фиг.1 представлена зависимость охлаждения в месте сопряжения стенки с полкой и самой стенки; на фиг.2 - изменение текущих внутренних напряжений в контролируемых участках балки по известному способу; на фиг.З - то же, по предлагаемому способу.
Процесс развития внутренних нап
ряжении, вызванных неравномерностью распределения температуры при охлаждении широкополочных двутавровых балок от температуры конца прокатки до конечного, включает три периода (фиг.2).
Iпериод. Прокатка в чистовом калибре крупных балок осуществляется при температуре 1030-930°С по месту сопряжения стенки с полками. Так как из чистовой клети стенка балки выходит холоднее полок на 100-150°С, то в ней первой достигается в процессе охлаждения температура А,, и начинается фазовое )- превращение, которое идет с увеличением объема. Из-за взаимосвязи деформации металла в полках и стенке это является причиной возникновения сжимающих напряжений в стенке, которые могут достигать значительной величины и вызвать потерю ее устойчивости.
IIпериод. При дальнейшем остывании и достижении в сочленении температуры Аг J фазовое - превращение начинается в полках и эпюра распределения внутренних напряжений меняется на противополочную, в полках вместо растягивающих напряжений появляются сжимающие, а в стенке, соответственно, сжимающие напряжения проходят через нуль и становятся.растягивающими.
IIIпериод. В процессе дальнейшего остывания и выравнивания температуры в эпюре распределения внутренни напряжений происходят следующие изменения; в стенке вновь появляются
сжимающие напряжения, а в полках - растягивающие, и эти напряжения тем значительнее, чем дольше в процессе охлаждения сохраняется перепад температуры по элементам профиля. Одна
5
0
5
0
ко внутренние напряжения в балке возникают не только от перепада температуры. На них еще, кроме того, при прокатке накладываются напряжения, возникающие от внешних касательных усилий. При превышении обжатия полок над стенкой в полках возникают сжимающие напряжения, а в стенке - растягивающие. Поэтому прокатка с преимущественной вытяжкой полок в интервале температуры фазового превращения металла стенки (1 период, охлаждения) приводит к уменьшению напряжений из-за сложения противоположных усилий, что позволяет избежать дефекта волна и уменьшить общий уровень напряжений. Аналогичная прокатка на II периоде охлаждения, который начинается с фазового превращения в полках, приводит к увеличению внутренних напряжений из-за сложения однозначных усилий. Поэтому вероятность волны по стенке не уменьшается, зато вероятность волны по полкам возрастает, остаточные напряжения также увеличиваются. Для достижения цели необходимо учитывать величину напряжений, создаваемых внешней деформацией, она зависит от ее величины в полках ( ) и стенке ( ) и их
р отношения (). Из принципа сов пол
местности деформации и теории упругости следует, что чем больше и
меньше
есл
тем значительнее воз
никающие напряжения.
Прокатка при высоких температурах не приводит к улучшению микроструктуры стали и ее механических свойств из-за высокой скорости рекристаллизации .
45
,yOO-850
А «770-740°С
для строительных сталей.
Для получения качественного проката по кривизне, остаточным напряжениям и механическим свойствам необходимо контролировать чистовую прокатку по температура и ее отношению к Аг и Tj, по обжатиям: по их разности & -. (%) и их отношению
1ег
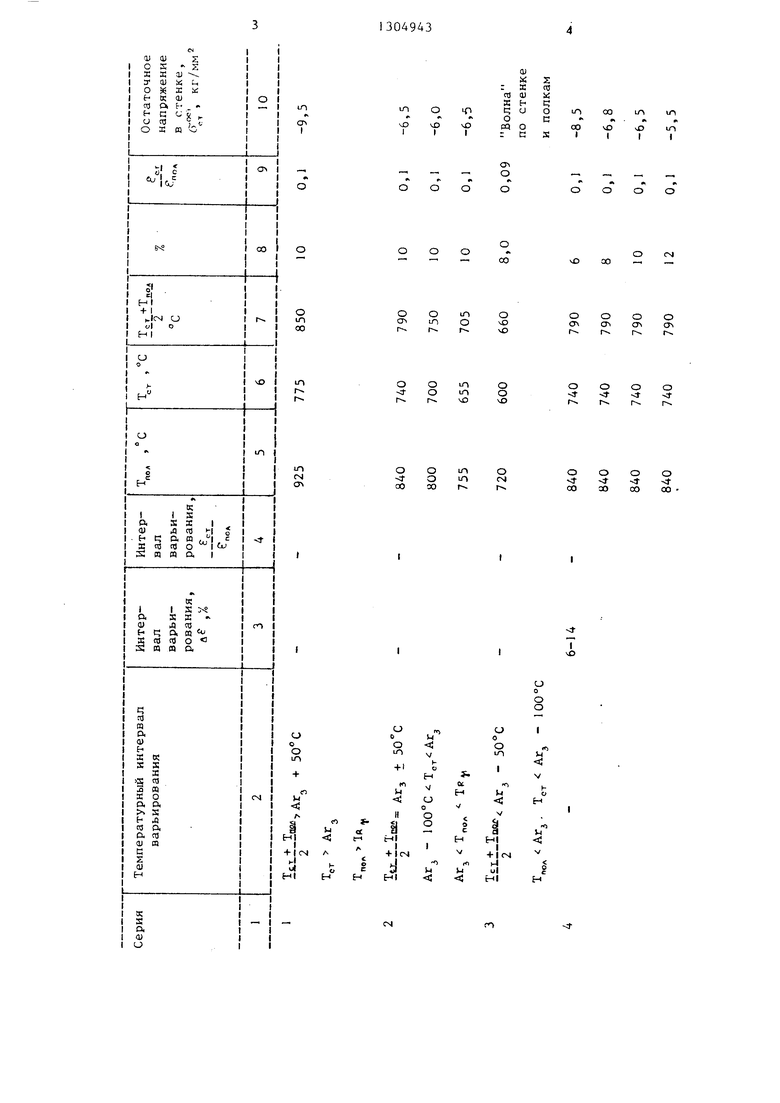
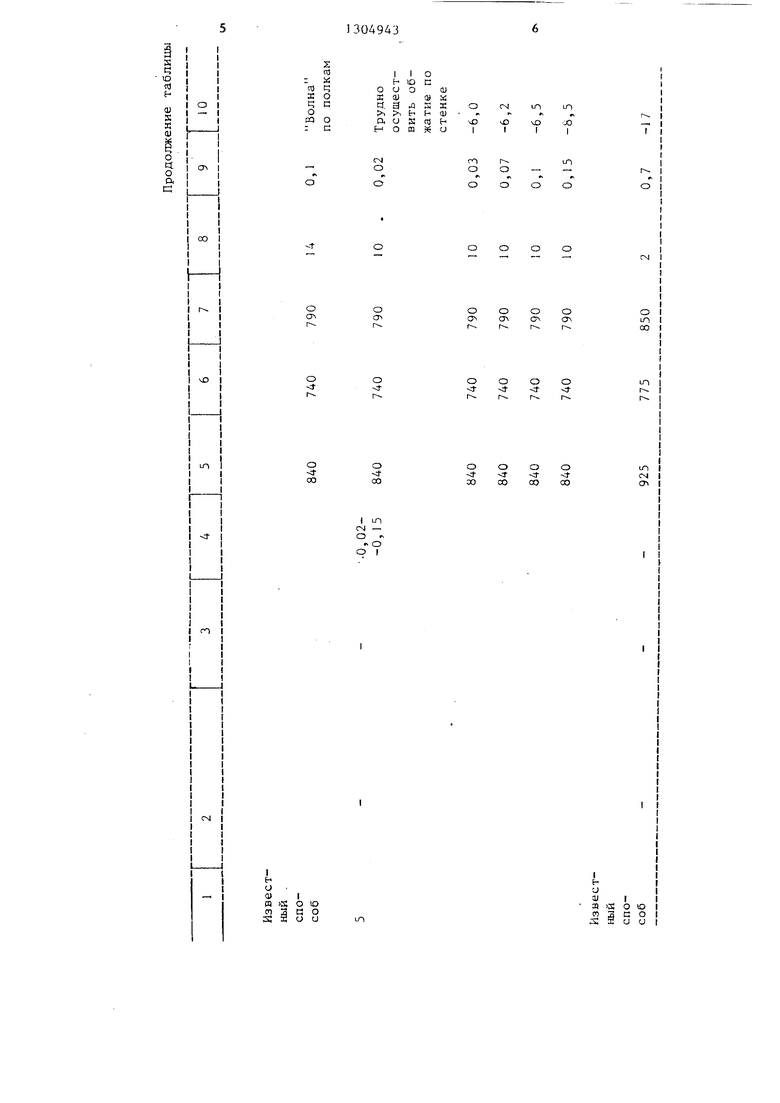
В таблице приведены режимы деформации балки 80Ш2 из Ст.З. Аг ,
Rf
850 С.
О
LP
Ч
чО
О)
: : а:
« О)
д н
Ч CJ
о
pq О г С
s to
о
с
oo
чО
(
in I
чО
о eg
ОС-.-
о IT) ш О г- г
о
vO
о о о о
О СГ O СГ г г г г
о ю О ю
о о о
0000 Г Г Г
f r-vГ Г
о ш о in
30 1о
см
Г-.
о
ОС
о
ЧГ со
о г оо
о
Ч1- 03
CJ
о
о
in
о
2
03 Г Ьв
mс;
яо
чс о
CQ О
: С
о « о а с
о о
Г
vD
о t
го
00
I
о ю ц о
о U
II
ню
оо
Ш
ал
Си и
, Ь Н Ш
о к ц) ь- о я а
чО I
I
vO 1
Л
I
го О
О
г
о -
О
О
о
о
О О О О О СТ сг o г г г f
о
1Л 00
О О О О J- ЧГОг г г
LPl
гг
О
ся
о
со
о t со
о t
со
ю см
ОЧ
I 1Л
CN -
О г О
О I
s о ю
2 с о
я и о
Т Т Горячая прокатка при Аг +
+ 50°С не устраняет волны из-за частичной релаксации напряжений от прокатки к моменту начала фазового превращения металла стенки ((з
- 9,5 кг/мм ). Прокатка при средней температуре профиля ниже Аг -50 С
приводит к снижеиию качества проката
из-за больших напряжений, вызывающих коробление стенки и полок. Прокатка с AF 8% приводит к повышению уровня остаточных напряжений ( S кг/мм ). Прокатка с & 12% приводит к появлению волны по полкам (известный
f способ). При прокатке с --- 0,03
гол
технически трудно осуществимо обжатие
г
по стенке. Прокатка с 0,1
водит к повьшению уровня остаточных напряжений в стенке (б 8,5 кг/мм ) Известный способ производства дает высокий уровень остаточных напряже- НИИ, коробление, низкие механические свойства.
Кривые охлаждения стенки и сочленения профиля приведены на фиг.1. Обозначена зона рекомендованной прокатки пересечением кривых охлаждения с температурой Аг. В этой зоне температуры - - ----авл- Аг + 50 С.
Кривые текущих внутренних напряжений для тех же участков приведены на фиг,2 (режим известный, На фиг.2 видны все три типа развития внутренних напряжений, причем грани- цы 1 периода охлаждения точно совпадают с критической точкой Аг на соответствующих кривых фиг.1. Остаточные напряжения составляют . - - 17 кг/мм На фиг.З приведены кри- вые текущих внутренних напряжений в
середине стенки и в сочленении для предлагаемого способа прокатки на 1 период охлаждения с обжатиями ,-е., и Г 0,03-0,1.
пол
Предлагаемый способ прокатки ведет к уменьшению развитя во времени 1 периода охлаждения и к снижению остаточных напряжений приблизительно в 2,5 раза.
Прокатка в диапазоне температуры Т + Т t 50 С с обжатиями &Е
8-12% и -/-- 0,03 - 0,1 обеспе-пол
чивает получение балок без волны при снижении остаточных напряжений и с повышением уровня механических свойств на 1 %.
Формула изобретения
Способ прокатки широкополочных двутавровых балок, включающий обжатие в черновых, предчистовых, в чистовом универсальном калибре с превышением деформации полок относительно стенки и регулируемое охлаждение раскатов перед чистовой клетью, о т- личающийся тем, что, с целью повьшения качества балок путем устранения дефекта стенки волна, при обжатии в чистовом калибре контрлируют температуру в месте сочленени стенки с полкой и посередине стенки, поддерживая температуру в указанном месте сочленения в интервале рекристаллизации аустенита и критической точкой Аг , а температуру середины стенки между критической точкой Аг . и (Аг2 - 100°С), при этом полусумма этих температурных режимов равна Аг + 50°С, а разность -относительног обжатия полок и относительного обжатия стенки составляет 8-12% при их отношении 0,03-0,I.
Ф«е / ° /д - ,5 I,, рреня 1,4
Редактор Н.Тупица
Составитель Ю.Лямов Техред М.Ходанич
1368/9
Тираж 481Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб, , д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
иг.-5
Корректор Н.Король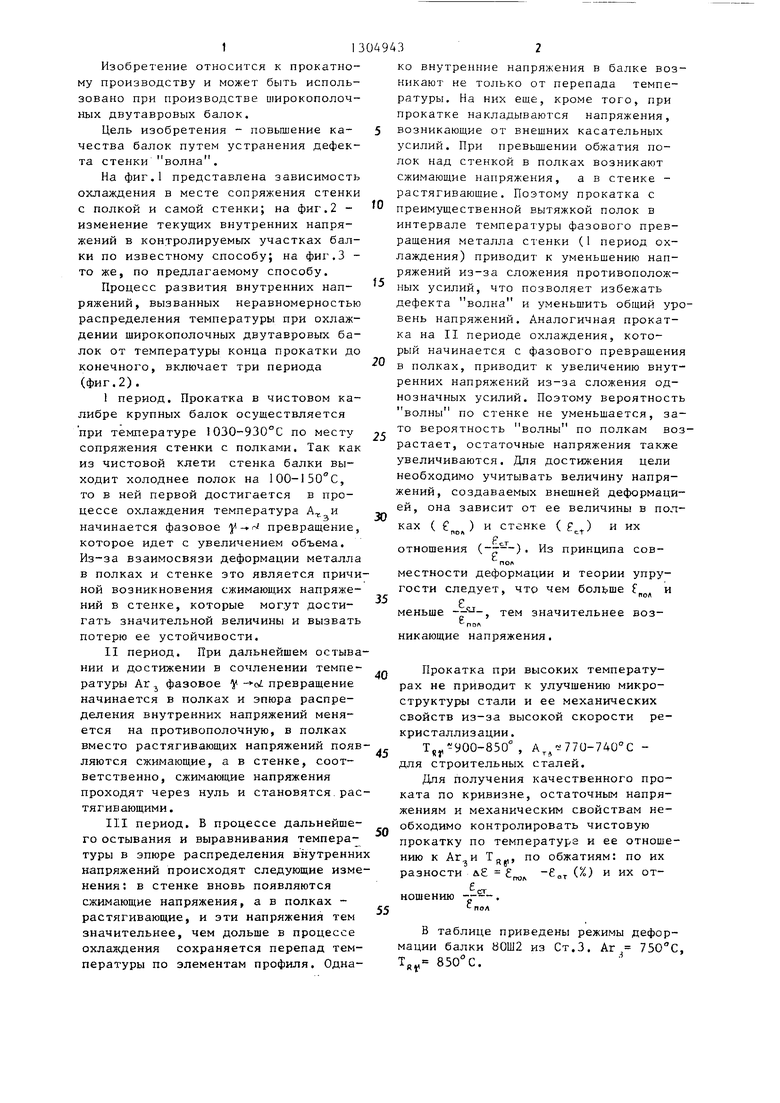
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления двутавровых балок | 1979 |
|
SU904813A1 |
| Способ производства двутавровых балок | 1979 |
|
SU884749A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| Способ прокатки двутавров с волнистой стенкой | 1989 |
|
SU1676691A1 |
| МНОГОФУНКЦИОНАЛЬНАЯ КЛЕТЬ ПРОКАТНОГО СТАНА ДЛЯ ПРОКАТКИ ДВУТАВРОВОЙ ШИРОКОПОЛОЧНОЙ БАЛКИ И СПОСОБ ПРОКАТКИ ДВУТАВРОВОЙ ШИРОКОПОЛОЧНОЙ БАЛКИ С ПОМОЩЬЮ МНОГОФУНКЦИОНАЛЬНОЙ КЛЕТИ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189286C2 |
| Способ прокатки фланцевых профилей | 1985 |
|
SU1271593A1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| Способ получения двутавра из титанового сплава | 2023 |
|
RU2800641C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК БАЛОК (ВАРИАНТЫ) | 1993 |
|
RU2125922C1 |
| СПОСОБ ПРАВКИ ГОРЯЧЕГО ФАСОННОГО ПРОКАТА | 2004 |
|
RU2366526C2 |
Изобретение относится к прокатному производству и может быть использовано при производстве широкополосных двухтавровых балок. Цель изобретения - повьш;ение качества балок путем устранения дефекта стенки волна. Для достижения цели необходимо учитывать величину и характер (сжимающие и/или растягивающие)напряжений, создаваемых деформацией, которая зависит от температуры в местах сопряжения стенки с полками и в середине . стенки, а также от величины относительных обжатий по полкам стенки и их отношения ( 0,03-0,1). Прокатка при высоких температурах не приводит к улучшению макроструктуры, а следовательно, и механических свойств из-за высокой скорости перекристаллизации, в связи с чем необходимо контролировать чистовую прокатку по ее температуре и температуре рекристаллизации аустенита. 3 ил., 1 табл. 1C (Л со о 4 СО 4 00
| Грицук Н.Ф | |||
| и др | |||
| Производство пшрокополочных двутавров | |||
| - К.: Металлургия, 1973, с | |||
| Способ модулирования для радиотелефона | 1921 |
|
SU251A1 |
| Способ производства двутавровых балок | 1979 |
|
SU884749A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
