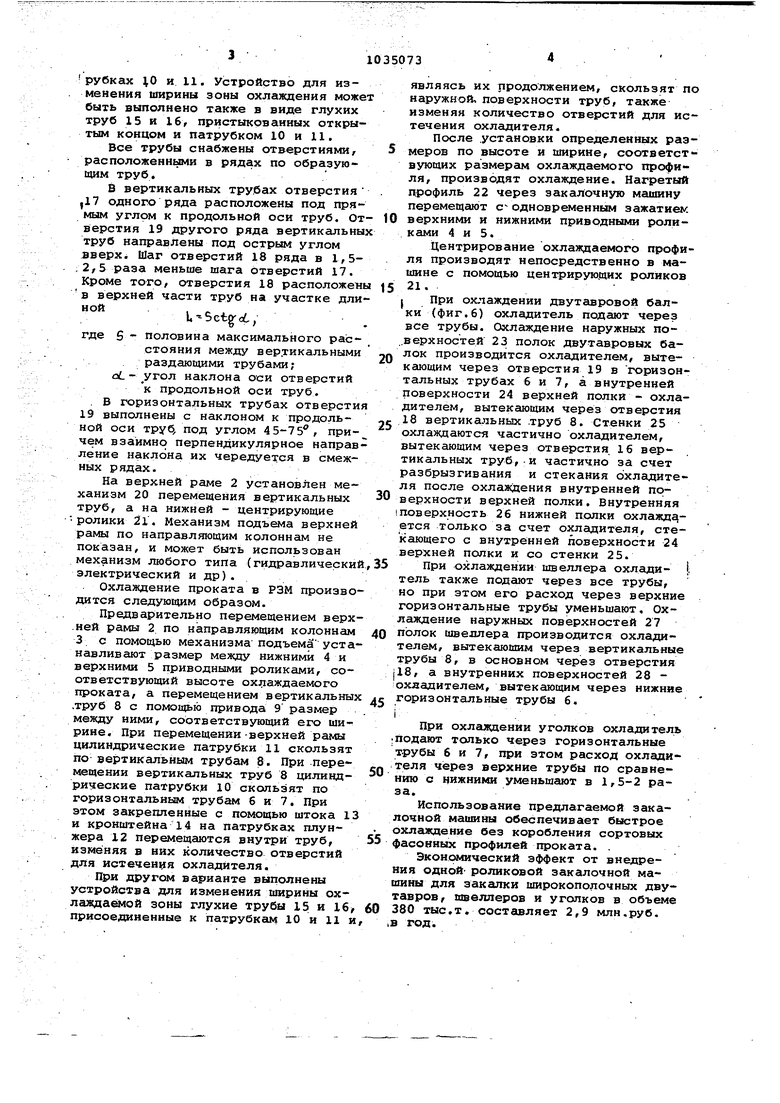
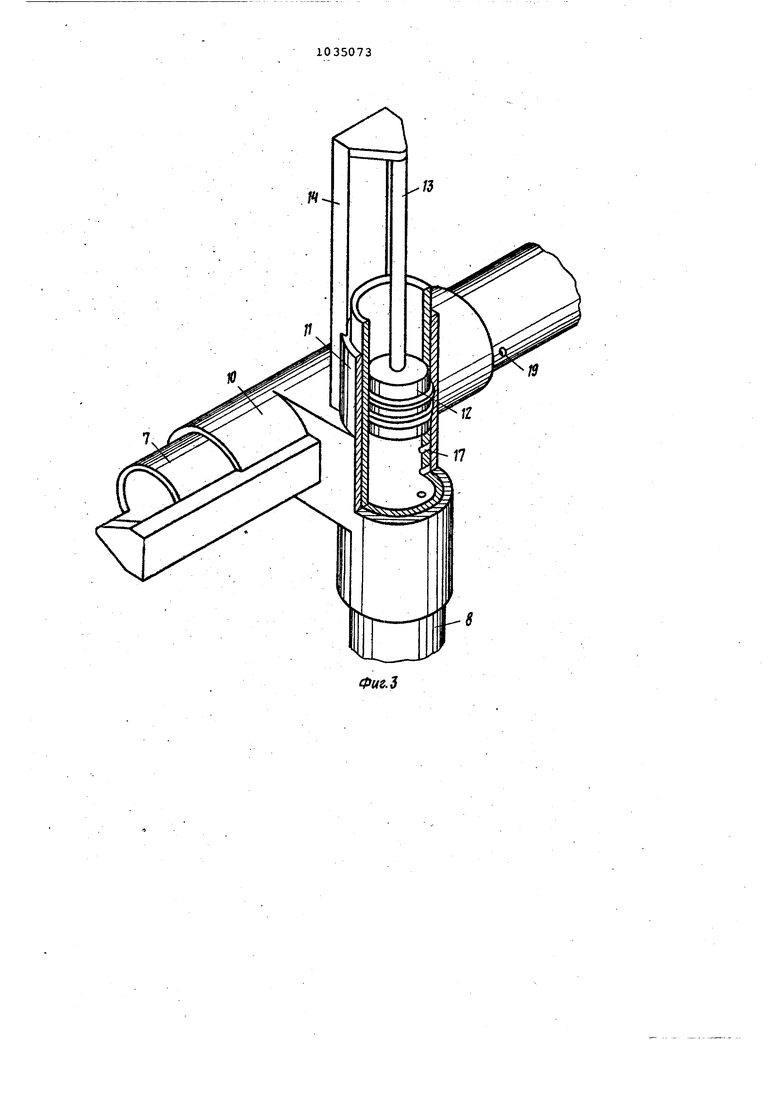
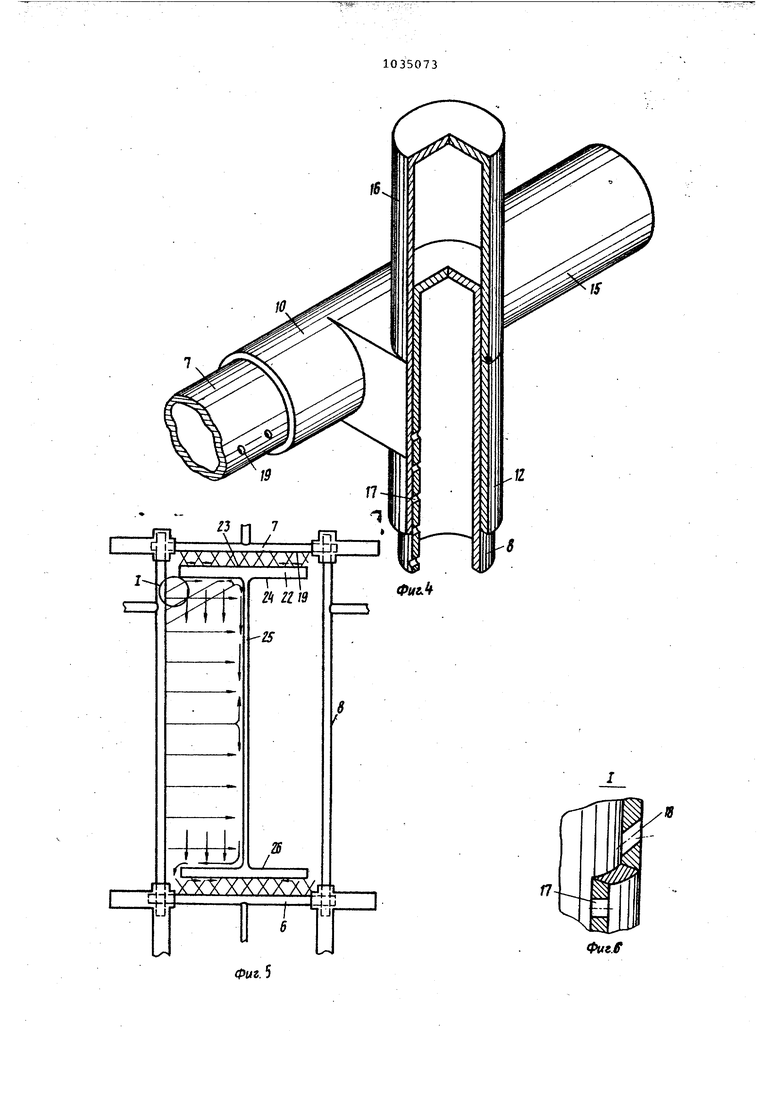
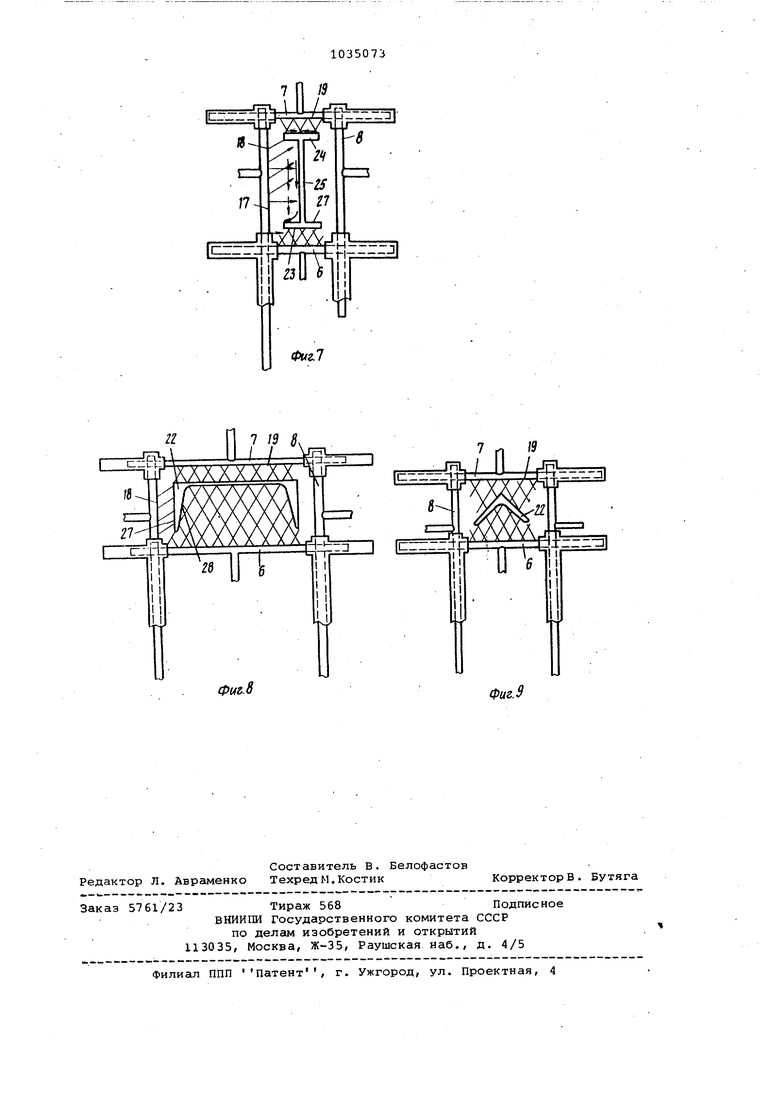
Изобретение относится к металлур гической промышленности и может быт использовано в прокатном производст ве для закалки в движении профилей различной конфигурации и размеров, в частности двутавровых балок, швел леров, уголков, круглых, квадратных профилей, полосового и листового проката.. Известна роликовая закалочная машина (РЗМ), включающая верхнюю подвйжную и нижнюю неподвижную рамы, соединенные между собой посредством направляющих колонн. На рамах установлены приводные ролики для транспортирования и зажатия охлаждаемого проката и раздающие трубы для подачи охладителя на охлаждаемые поверхнос ти. В раздающих трубах по образующим размещен ряд отверстий, выполненных под прямым углом к оси труб Установка определенного расстояния между верхними и нижними роликами производится с помощью механизма подъема верхней рамы. Равномерность охлаждения листа в роликовой закалочной машине доститается регулированием расхода воды сверху и снизу. При переходе на охлаждение листов другой толщины изме няют расстояние между верхними и нижними роликами Cl Недостатками известной роликовой закалочной машины являются ограниченные технологические возможности. Такая машина применяется для закалки только листового проката и не может быть применена для закалки сортовых профилей проката, таких как двутавровые балки, швеллеры и уголки. Известна также роликовая закалоч ная машина, содержащая роликовый механизм транспортирования и устрой ство -для охлаждения, включсшщее горизонтальные и вертикальные спрейера, состоящие из ряда подвижных сопел, снабженных насадками 2j, Недостатком данной машины являет ся сложность конструкции и переналадки ее на охлаждение того или ино го профиля, определяемая тем, что при этом необходимо изменить положе ние каждого сопла так, чтобы сопла образовали коридор, примерно повторяющий поперечное сечение охлаждаемого профиля. В процессе охлаждения требуется также и дополнительная поднастройка положения сопел. Цель изобретения - упрощение кон струкции известной роликовой машины и процесса ее переналадки. Поставленная цель достигается тем, что роликовая закалочная машин содержащая роликовый механизм транс портирования и устройство для охлаж дения, включающее горизонтальные и вертикальные спрейера, снабжена попарно закрепленными один с другим перекре цивающимися под прямым углом . цилиндрическими патрубками и смонтированными на патрубках устройствами для изменения ширины зоны охлаждения, а спрейера выполнены в виде снабженных продольными рядами отверстий труб, установленных в патрубках с возможностью осевого перемещения, при этом оси отверстий в трубах наклонены к продольной оси соответствующей трубы под углом 45-75° и расположены в горизонтальных трубах с чередованием наклона в смежных рядах а оси отверстий-одного из рядов каждой вертикальной трубы направлены кверху под углом к продольной оси и расположены с шагом в 1,5-2,5 раза меньшим шага отверстий смежного ряда на верхнем участке .трубы длиной L--9c-t o(, где - половина максимального расстояния между вертикальными трубами; с - угол наклона отверстий к продольной оси трубы. Кроме того, устройство для изменения DJИpины зоны охлаждения выполнено J виде , закрепленного на муфте плунжера, входящего в трубу. Устройство для изменения ширины зоны охлаждения выполнено в виде глухих труб, присоединенных открытым кольцом к соединительным муфтам. На фиг.1 изображена роликовая закалочная машина, общий вид; на фиг,2 - схема устройства для охлаждения машины; на фиг.З и 4 - варианты выполнения устройства для изменения зоны охлаждения; на фиг.5 - отверстия вертикальных труб устройства для охлаждения; на фиг.6 - узел 1 на фиг.5; на фиг.7-9 - схемы охлаждения двутавровых балок 100, 30, швеллера и уголка соответственно. Роликовая закалочная машина состоит из нижней неподвижной 1 и верхней подвижной 2 рам, соединенных между собой направляющими колонками 3. На верхней и нижней рамах смонтированы соответственно приводные ролики 4 и нижние приводные ролики 5, а также горизонтальные трубы б и 7. Горизонтальные трубы связаны между собой вертикальными трубами 8. Вертикальные трубы 8 смонтированы на верхней раме 2 с возможностью поперечного перемещения от винтового привода 9. Горизонтальные и вертикальные трубы связаны между собой посредством цилиндрических перекрещивающихся патрубков 10 и 11. На каждом патрубке установлено устройство для изменения ширины зоны охлаждения, которое выполнено в виде плунжеров 12, входящих в трубы 7 и 8 (фиг.З). Плунжеры 12 посредством штока 13 и кронштейнов 14 закреплены на патрубках to и 11. Устройство для изменения ширины зоны охлаждения может быть выполнено также в виде глухих труб 15 и 16, пристыкованных открытым концом и патрубком 10 и 11.
Все трубы снабжены отверстиями, 5 расположенными в рядах по образующим труб.
в вертикальных трубах отверстия .
17 одного ряда расположены под прямым углом к продольной оси труб. От- 10 верстия 19 другого ряда вертикальных труб направлены под острым углом вверх. Шаг отверстий 18 ряда в 1,52/5 раза меньше шага отверстий 17. Кроме того/ отверстия 18 расположены J5
в верхней части труб на участке длиной 1 / . , l-Setg-ot/
где S - половина максимального расстояния между вертикальными jn раздающими трубами; о. наклона оси отверстий
к продольной оси труб. . В горизонтальных трубах отверстия 19 выполнены с наклоном к продоль- ной оси труб, под углом 45-75, при- чем взаимно перпендикулярное направление наклона их чередуется в смежных рядах.
На верхней раме 2 установлен механизм 20 перемещения вертикальных 30 труб, а на нижней - центрирующие ролики 2l. Механизм подъема верхней рамы по направляющим колоннам не показан, и может быть использован механизм любого типа (гидравлический,35 электрический и др).
Охлаждение проката в РЗМ производится следующим образом.
Предварительно перемещением верхней рамы 2. по направляющим колоннам 40 3 с помощью механизма подъема устанавливают размер между нижними 4 и верхними 5 приводными роликами, соответствующий высоте охлаждаемого проката, а перемещением вертикальных АС труб 8 с помощью привода 9 размер между ними, соответствующий его ширине. При перемещении-верхней рамы цилиндрические патрубки 11 скользят по вертикальным трубам 8. При пере- мещении вертикальных труб 8 цилинд- рические патрубки 10 скользят по горизонтальным трубам 6 и 7. При этом закрепленные с помощью штока 13 и кронштейна 14 на патрубках плунера 12 перемещаются внутри труб, 55 зменяя в них количество отверстий ля истечения охладителя.
При другом варианте выполнены стройства для изменения ширины охаждаемой зоны глухие трубы 15 и 16, 60 рисоединенные к патрубкам 10 и 11 и, ,
являясь их продолжением, скользят п наружной, поверхности труб, также изменяя количество отверстий для истечения охладителя.
После .установки определенных размеров по высоте и ширине, соответствующих размерам охлаждаемого профиля, производят охлаждение. Нагретый профиль 22 через закалочную машину перемещают с одновременным зажатием верхними и нижними приводными роликами 4 и 5.
Центрирование охлаждаемого профиля производят непосредственно в машине с помощью центрируюдих роликов 21.
. При охлаждении двутавровой балки (фиг. 6) охладитель подают через все трубы. Охлаждение наружных по.верхностей 23 полок двутавровых балок производится охладителем, вытекающим через отверстия 19 в горизонтальных трубах 6 и 7, а внутренней поверхности 24 верхней полки - охладителем, вытекающим через отверстия 18 вертикальных .труб 8. Стенки 25 охлаждаются частично охладителем, вытекающим через отверстия. 16 вертикальных труб,-и частично за счет разбрызгивания и стекания охлащителя после охлаждения внутренней поверхности верхней полки. Внутренняя поверхность 26 нижней полки охлаждается только за счет охладителя, стекающего с внутренней поверхности 24 верхней полки и со стенки 25.
При охлаждении швеллера охладитель также подают через все трубы, но при этом его расход через верхние горизонтальные трубы уменьшают. Охлаждение наружных поверхностей 27 полок швеллера производится охладителем, вытекающим через вертикальные трубы 8, в основном через отверстия jl8, а внутренних поверхностей 28 охладителем, вытекающим через нижние горизонтальные трубы 6.
i:.;
при охлалиении уголков охладитель ;подают только через горизонтальные трубы 6 и 7, при этом расход охладителя через верхние трубы по сравнению с нижними уменьшают в 1,5-2 раза.
Использование предлагаемой закалочной машины обеспечивает быстрое охлаждение без коробления сортовых фасонных профилей проката. .
Экономический эффект от внедрения одной- роликовой закалочной машины для закалки широкополочных двутавров, швеллеров и уголков в объеме 380 тыс.т. составляет 2,9 млн.руб. |В год.
S
7 V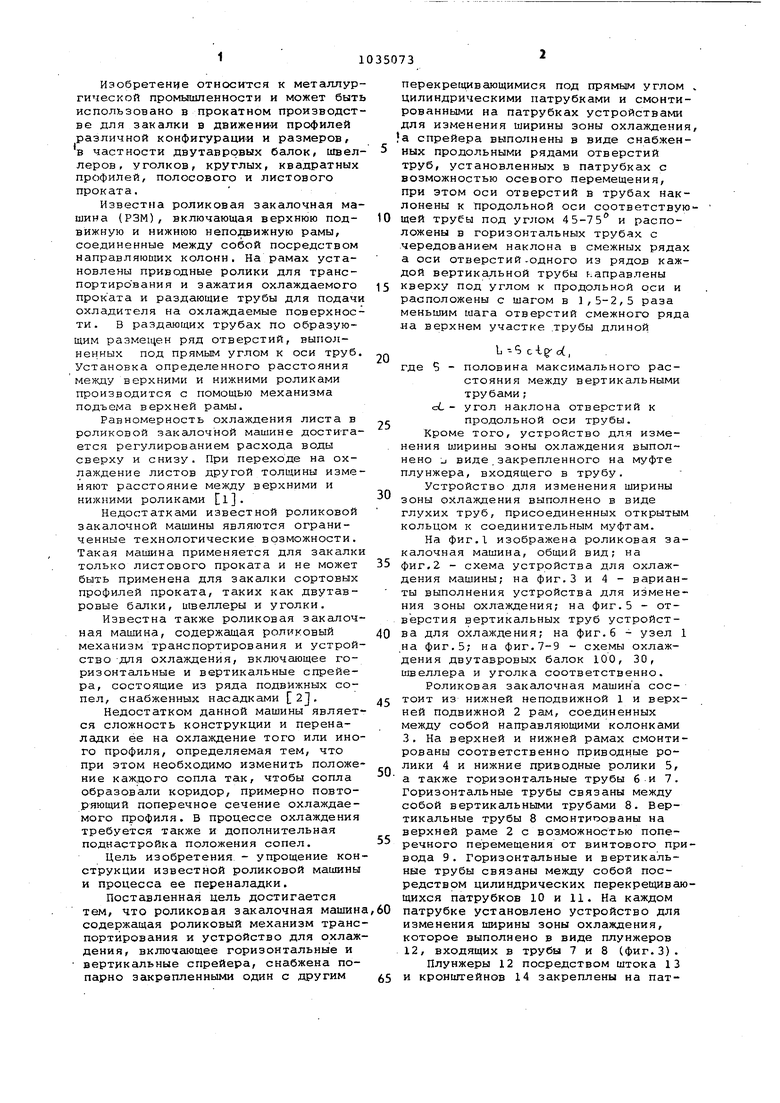
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная линия для термического упрочнения изделий | 1985 |
|
SU1294843A1 |
| Охлаждающая роликовая головка | 1981 |
|
SU982837A1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| УСТАНОВКА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ ДВУХГРЕБНЕВОГО ПОЛОСОВОГО ПРОФИЛЯ | 2018 |
|
RU2688029C1 |
| АГРЕГАТ ДЛЯ ОБЪЕМНОЙ ЗАКАЛКИ РЕЛЬСОВ | 1966 |
|
SU224544A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК И ИЗДЕЛИЙ (ВАРИАНТЫ), СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СТАЛИ, СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СПОСОБ ПОЛУЧЕНИЯ АГЛОМЕРАТА | 1998 |
|
RU2132246C1 |
| СУШИЛКА РОЛИКОВАЯ СЕКЦИОННАЯ С СОПЛОВЫМИ КОРОБАМИ, ПРИВОДОМ И МЕХАНИЗМАМИ ЗАГРУЗКИ И ВЫГРУЗКИ С ЛЕНТОЧНЫМ КОНВЕЙЕРОМ | 2009 |
|
RU2430004C1 |
| КРУПНОТОННАЖНЫЙ КОНТЕЙНЕР | 1992 |
|
RU2040451C1 |
| Способ термической обработки колес | 1990 |
|
SU1788046A1 |
| Устройство для струйногоОХлАждЕНия пРОфилЕй | 1979 |
|
SU800208A1 |
1. РОЛИКОВАЯ ЗАКАЛОЧНАЯ МАШИНА, содержащая роликовый механизм транспортирования и устройстводля охлаждения, содержащее горизонтальные и вертикальные спрейеры, о т л ич ающаяс я тем, что, с целью упрощения конструкции и-.процесса переналадки, машина снабжена попарно закрепленными один с другим перекре-. . щивающимися под прямым углом цилиндрическими патрубками и смонтированными на них устройствами для изменения ширины зон охлаждения, а спрейеры выполнены в виде снабженных продольными рядами отверстий труб, установленных В патрубках с возможностью осевого перемещения, при этом оси отверстий в трубах наклонены к продольной, ося. соответствующей трубы под углом 45-75° и расположены в горизонтальных трубах с чередованием наклона в смежных рядах, а оси отверстий одного из, рядов каждой вертикальной трубы направлены кверху под углом к продольной оси и расположены с шагом, в 1,5-2 раза меньшим шага отверстий смежного ряда на верхнем участке трубы длиной Ь- Sc-tg-ci- , где S - половина максимального расО S стояния между вертикальными трубами; (О оС- угол наклона осей отверстий с к продольной оси трубы. 2. Машина по п. 1, отличающаяся тем, что устройство для изменения ширины зоны охлаждения вы- С полнено в виде закрепленного на муфте плунжера, входящего в трубы. . 3. Машина поп.1, отлича ющ а я с я тем, что устройство для : ел изменения ширины зоны охлаждения выполнено в виде глухих труб, присоединенных открытым концом к соединительным муфтам. :
0ife.i
ZS
г.VYYXXXX
m
Т
Фчг.У
7 n 19
фиг. в
Фиг.9
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сб | |||
| ТРУДЫ ВНИИметмаш | |||
| Под редакцией Королева А.А | |||
| М., 1967, с | |||
| Питательный кран для вагонных резервуаров воздушных тормозов | 1921 |
|
SU189A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО для ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ ПРОФИЛЬНОГО ПРОКАТА | 0 |
|
SU378422A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
