Изобретение относится к медицине, а именно к стоматологии.
Цель изобретения - повышение точности изготовления каркаса.
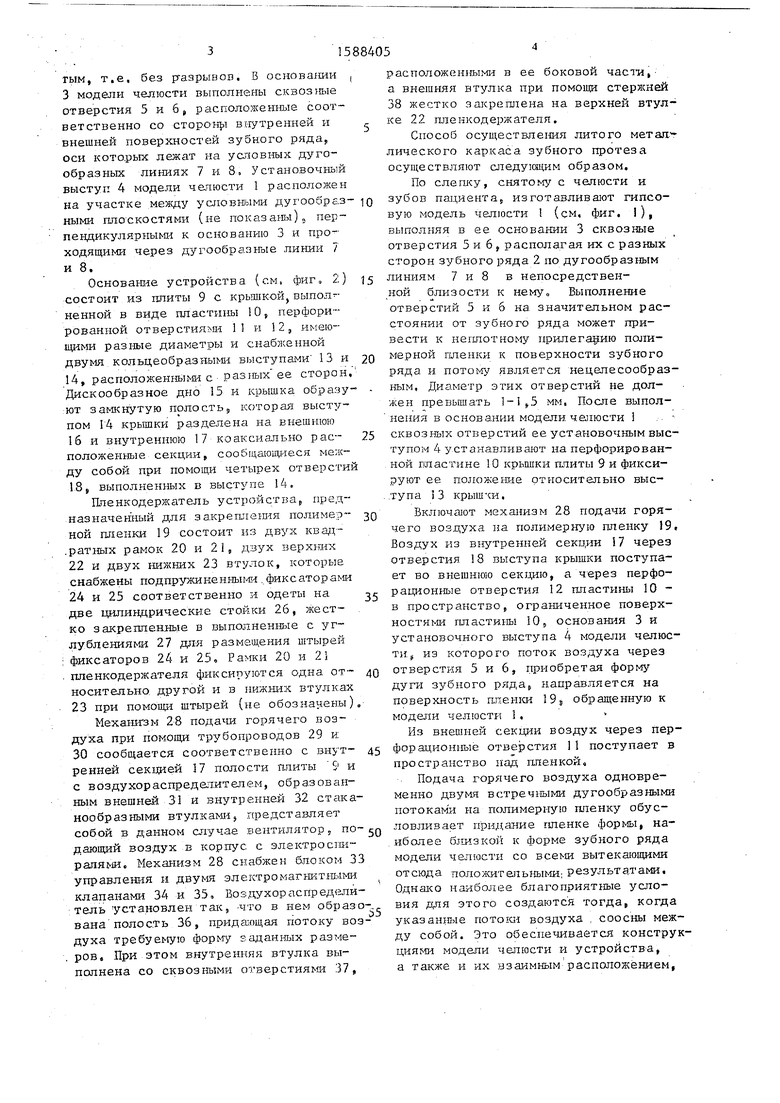
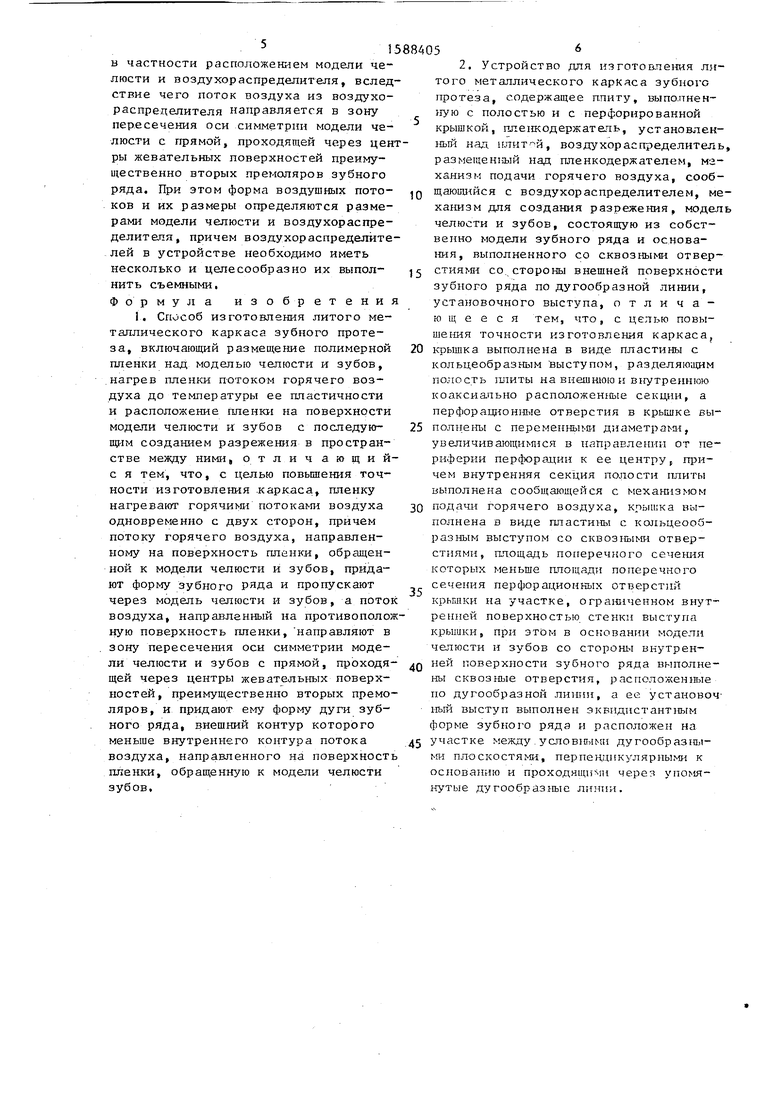
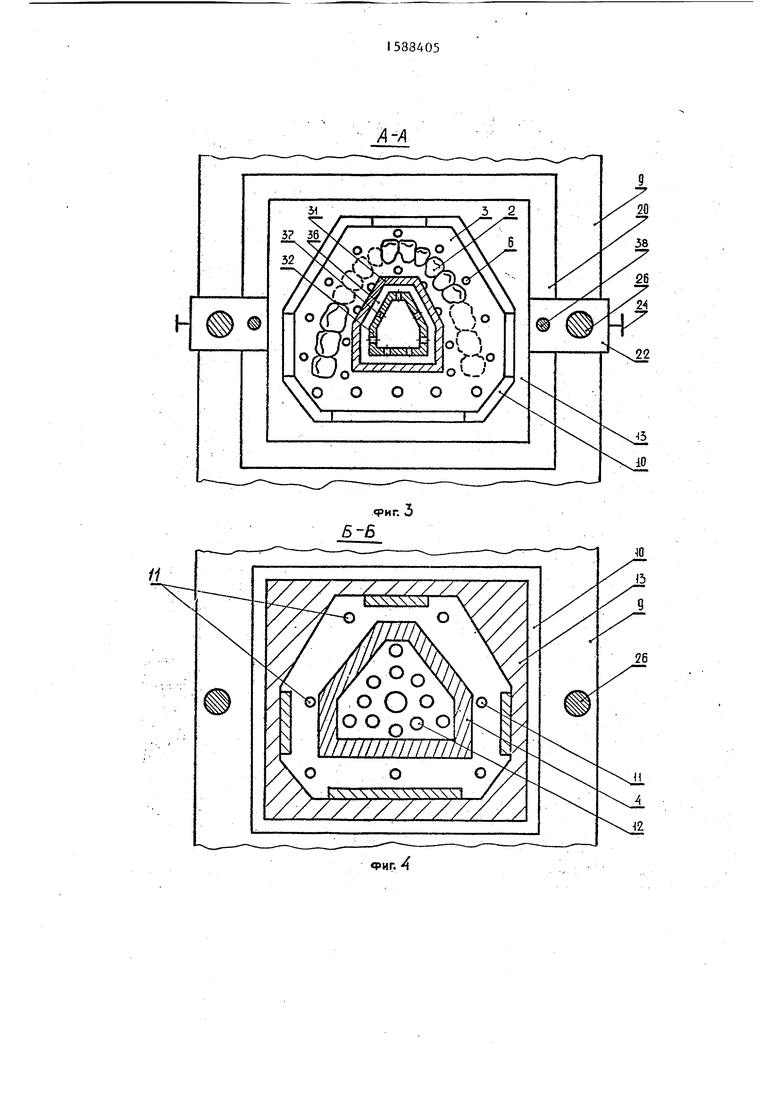
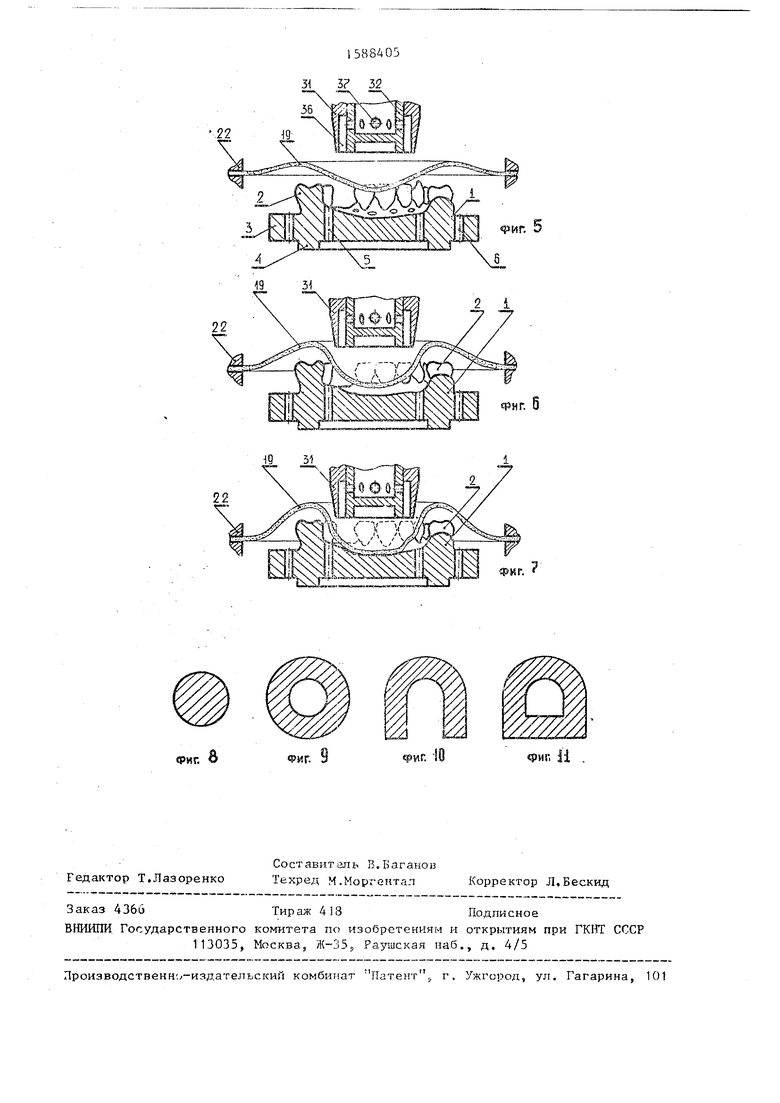
На фиг. схематически показана модель челюсти, вид сверху; на фиг. 2 - предлагаемое устройство, разрез; на . фиг. 3 - разрез А-А на фиг. 2; на фиг,4 - разрез Б-Б на фиг. 2; на фиг. 5-7 - последовательность формирования модели каркаса из полимерной пленки; на фиг. 8-11 - возможные контура воздушного потока, направляемого на полимерную пленку через воздухораспределитель.
Монолитная модель челюсти I состоит из последовательно расположенных зубного ряда 2, плоского многогранного основания.3 и установочного выс- туна 4, выполненного (фг , 4) 3aNfKHy
гым, т.е. без ргазрывов. В основавши 3 модели челюсти выполнены сквозш 1е отверстия 5 и б( расположенные соответственно со стороьт 1 В1гутренней и внешней поверхностям зубного ряда, оси которых лежат на ус товных дугообразных линиях 7 и 8. Установочньш выступ 4 модели челюсти 1 расположен
расположенными в ее боковой части, а внешняя втулка при помощи стержней 38 жестко закреплена на верхней втулке 22 пленкодержателя.
Способ осуществления литого металлического каркаса зубного протеза осуществляют следующим образом.
По слегшу, снятому с челюсти и
на участке между устовнуми дугообраз- ю зубов пациента, изготавливают гипсо- ными гшоскостями (не показаны), пер-вую модель челюсти (см, фиг. 1),
выполняя в ее основании 3 сквозные отверстия 5 и 6 J располагая их с разных
певдикулярныьм к основанию 3 и проходящими через дугообраз№1е линии 7
и 8.
Основание устройства (см. фиг„ 2 состоит из плиты 9 с крышкой,выполненной Б виде пластины 10, перфорированной отверстиями II и 2, имею- .щими разные диаметры и снабженной
сторон зубного ряда 2 по дугообразным
15
линиям 7 и 8 в непосредственной близости к нему. Выполнение отверстий 5 и 6 на значительном расстоянии от зубного ряда может привести к неплотному прилеганию поли- двумя кольцеобразны ш выступами 13 и 20 гшенки к поверхности зубного
,т-имх ре стооон. ряда и потому является нецелесообраз14, расположенными с ее С1ьрии.j- «
30
Дискообразное дно 15 и крышка образу- - ют замкнутую прлостьд которая выступом 14 крышки разделена на внешнюю 16 и внутреннюю 17 ко аксиально рас- 25 положенные секции, сообщающиеся между собой при помощи четырех отверстий IS, выполненных в выступе 4,
Пленкодержатель устройства, пред- назначеьшый для закреш1е1шя полимерной гшенки 19 состоит из двух ,- .ратных рамок 20 и 21, двух зерхких 22 и двух нижних 23 втулок, которые снабжены подпружиненьшг-м .фиксаторами 24 и 25 соответственно и одеты на две цилиндрические стойки 26, жестко закрепленньш в выполненные с углублениями 27 для размещения штырей I фиксаторов 24 и 25, Рамки 20 и 21 . пленкодержателя фиксируются одна относительно другой и в нижних втулках
ным. Диаметр этих отверстий не должен превышать мм. После выполнения в основании модели челюсти 1 . сквозных отверстий ее установочным выступом 4 устанавливают па перфорированной пластине 10 крьйпки плиты 9 и фиксируют ее положе5-ше относительно выс- .тупа 13 крыш ш.
Включают механизм 28 подачи горячего воздуха на полимерную пленку 19, Воздух из В1гутренней секции 17 через отверстия 18 выступа крышки поступает во внешнюю секщю, а через перфо- ог рационные отверстия 12 пластины 10 - в пространство, ограниченное поверхностями пластины 105 основания 3 и установочного выступа 4 модели челюсти из которого поток воздуха через
40
отверстия 5 и 6, приобретая форму дуги зубного ряда направляется на
2 з при помощи штырей (не обозначены),поверхность гшешси 19 обращенную к
Механи-зм 28 подачи горячего воз-модели челюсти i.
духа при помо,чи трубопроводов 29 иИз внешней секции воздух через пер30 сообщается соответственно с внут- 45Форационггые отверстия 11 поступает в
ренней секцией 17 полости ппиты 9 ипространство над пленкой, с воздухораспредаштелем, образован-Подача горячего воздуха одновреньш внешней 31 и внутренней 32 стака-менно двумя встречными дугообразными
нообразными втулкам,, представляетпотокам. на полимерную гшенку обуссобой в данном случае вентилятор, по-50-- овливает придание гшенке формы, на- дающий воздух в корпус с электросзш- . Механизм 28 снабжен блоком 33 управления и двумя электромагжтш,1ми клапанами 34 и 35, Еоздухораспред 2лииболее близкой к форме зубного ряда модели челюсти со всеми вытекающими отсюда положительными; результатами. Однако наиболее благоприятные уело.;ель ус новлен- такГ ч™ в нем образо- вия дня этого создаются тогда, когда вана полость 36, придгшщая потоку воз- указащые пото1Ш воздуха , соосны меЖ
духа требуемую форму заданшлх размеров. При этом внутренняя втулка выполнена со сквозными отверстиями 37,
ду собой. Это обеспечивается конструкциями модели челюсти и устройства, а также и их взаимным расположением.
расположенными в ее боковой части, а внешняя втулка при помощи стержней 38 жестко закреплена на верхней втулке 22 пленкодержателя.
Способ осуществления литого металлического каркаса зубного протеза осуществляют следующим образом.
По слегшу, снятому с челюсти и
сторон зубного ряда 2 по дугообразным
ряда и потому является нецелесообразj- «
0
- 5
ным. Диаметр этих отверстий не должен превышать мм. После выполнения в основании модели челюсти 1 . сквозных отверстий ее установочным выступом 4 устанавливают па перфорированной пластине 10 крьйпки плиты 9 и фиксируют ее положе5-ше относительно выс- .тупа 13 крыш ш.
Включают механизм 28 подачи горячего воздуха на полимерную пленку 19, Воздух из В1гутренней секции 17 через отверстия 18 выступа крышки поступает во внешнюю секщю, а через перфо- г рационные отверстия 12 пластины 10 - в пространство, ограниченное поверхностями пластины 105 основания 3 и установочного выступа 4 модели челюсти из которого поток воздуха через
-- овливает придание гшенке формы, на-
иболее близкой к форме зубного ряда модели челюсти со всеми вытекающими отсюда положительными; результатами. Однако наиболее благоприятные уеловия дня этого создаются тогда, когда указащые пото1Ш воздуха , соосны меЖ
ду собой. Это обеспечивается конструкциями модели челюсти и устройства, а также и их взаимным расположением.
в частности расположением модели челюсти и воздухораспределителя, вследствие чего лоток воздуха из воздухораспределителя направляется в зону пересечения оси симметрии модели челюсти с прямой, проходящей через ценры жевательных поверхностей преимущественно вторых пре -1оляров зубного ряда. При этом форма воздушных потоков и их размеры определяются размерами модели челюсти и воздухораспре- делитепя, причем воздухораспределителей в устройстве необходимо иметь несколько и целесообразно их выполнить съемными, Формула изобретения
1. Способ изготовления литого металлического каркаса зубного протеза, включающий размещение полимерной пленки над моделью челюсти и зубов, нагрев пленки потоком горячего воздуха до температуры ее пластичности и расположение Пленки на поверхности модели челюсти и: зубов с последующим созданием разрежения в пространстве мезкду ними, отлич ающи й- с я тем, что, с целью повышения точности изготовления .каркаса, пленку нагревают горячим потоками воздуха одновременно с двух сторон, причем потоку горячего воздуха, направленному на поверхность пленки, обращенной к модели челюсти и зубов, придают форму зубного ряда и пропускают через модель челЕости и зубов, а поток воздуха, направленный на противоположную поверхность пленки, направляют в
2. Устройство для изготоапения литого металлического каркаса зубного протеза, содержащее плиту, выполненную с полостью и с перфорированной крышкой, пленкодержатель, установленный над илит й, воздухорасггределитель размещенный над пленкодержателем, механизм подачи горячего воздуха, сообщающийся с воздухораспределителем, ме ханизм для создания разрежения, модел челюсти и зубов, состоящую из собственно модели зубного ряда и основания, выполненного со сквозными отверстиями со. стороны внещней поверхности зубного ряда по дугообразной линии, установочного выступа, отличающееся тем, что, с целью повышения точности изготовления каркаса, 1шьш1ка выполнена в виде пластины с кольцеобразным выступом, разделяюищм полость плиты на внешнюю и В1гутреннюю коаксиапьпо расположенные секции, а перфоращ онные отверстия в крышке вы- полце1{ы с переменными диаметраьм, уБепичива}ощим1СЯ в направлекии от периферии перфорации к ее центру, причем внутренняя секция полости плиты выполнена сообщающейся с мехаш змом подачи горячего воздуха, крышка выполнена в виде пластины с кольцеооб- разным выступом со cквoзIIЫ iи отверстиями, площадь поперечного сечения которых меньше площади поперечного сечепия перфорационных отверстий крьБпки на участке, ограниченном внутренней поверхностью стенки выступа крышки, при этом в основании модели челюсти и зубов со стороны внутрензону пересечения оси симметрии модели челюсти и зубов с прямой, проходя-др ней поверхности зубного ряда выполне- щей через центры жевательных поверх-ны сквозные отверстия, расположенные ностей, преимущественно вторых премо- по дугообразной линии, а ее установоч0
5
0
5
0
5
2. Устройство для изготоапения литого металлического каркаса зубного протеза, содержащее плиту, выполненную с полостью и с перфорированной крышкой, пленкодержатель, установленный над илит й, воздухорасггределитель, размещенный над пленкодержателем, механизм подачи горячего воздуха, сообщающийся с воздухораспределителем, механизм для создания разрежения, модель челюсти и зубов, состоящую из собственно модели зубного ряда и основания, выполненного со сквозными отверстиями со. стороны внещней поверхности зубного ряда по дугообразной линии, установочного выступа, отличающееся тем, что, с целью повышения точности изготовления каркаса, 1шьш1ка выполнена в виде пластины с кольцеобразным выступом, разделяюищм полость плиты на внешнюю и В1гутреннюю коаксиапьпо расположенные секции, а перфоращ онные отверстия в крышке вы- полце1{ы с переменными диаметраьм, уБепичива}ощим1СЯ в направлекии от периферии перфорации к ее центру, причем внутренняя секция полости плиты выполнена сообщающейся с мехаш змом подачи горячего воздуха, крышка выполнена в виде пластины с кольцеооб- разным выступом со cквoзIIЫ iи отверстиями, площадь поперечного сечения которых меньше площади поперечного сечепия перфорационных отверстий крьБпки на участке, ограниченном внутренней поверхностью стенки выступа крышки, при этом в основании модели челюсти и зубов со стороны внутренр ней поверхности зубного ряда выполне- ны сквозные отверстия, расположенные по дугообразной линии, а ее установоч
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления зубных протезов | 2020 |
|
RU2722458C1 |
| Способ изготовления литого металлического каркаса зубного протеза | 1988 |
|
SU1505530A1 |
| Способ изготовления зубных протезов | 2020 |
|
RU2721890C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСЪЕМНОГО МЕТАЛЛОПОЛИМЕРНОГО ЗУБНОГО ПРОТЕЗА ЖЕВАТЕЛЬНОЙ ГРУППЫ ЗУБОВ | 2005 |
|
RU2290128C1 |
| Способ изготовления отливок | 1981 |
|
SU996092A1 |
| Способ изготовления несъемного металлокерамического протеза с использованием имплантированных металлических опор | 1988 |
|
SU1577779A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНОГО ПРОТЕЗА С ИСПОЛЬЗОВАНИЕМ ИМПЛАНТАТОВ, УСТРОЙСТВО ЗУБНОГО ПРОТЕЗА С ИСПОЛЬЗОВАНИЕМ ИМПЛАНТАТОВ И НАБОР ПРИСПОСОБЛЕНИЙ ДЛЯ ЗУБНОГО ПРОТЕЗИРОВАНИЯ | 2005 |
|
RU2297195C1 |
| КАРКАСНЫЙ СЪЕМНЫЙ ПРОТЕЗ С МЯГКИМ БАЗИСОМ И МИКРОПОДВИЖНОСТЬЮ ИСКУССТВЕННЫХ ЗУБОВ | 2010 |
|
RU2428952C1 |
| СПОСОБ ПРОТЕЗИРОВАНИЯ ПОСТРЕЗЕКЦИОННЫХ ДЕФЕКТОВ НЁБА И ПРОТЕЗ-ОБТУРАТОР НЁБА | 2007 |
|
RU2349284C2 |
| ИМПЛАНТАТ ДЛЯ ПРОТЕЗИРОВАНИЯ НИЖНЕЙ ЧЕЛЮСТИ | 2020 |
|
RU2751748C1 |
Изобретение относится к медицине, а именно к стоматологии и может найти применение при изготовлении металлических каркасов зубных протезов. Целью изобретения является повышение точности изготовления каркаса. Способ изготовления литого металлического каркаса зубного протеза включает размещение полимерной пленки 22 над моделью челюсти, нагрев пленки 22 потоком горячего воздуха до температуры ее оптимальной пластичности и расположение пленки 22 на поверхности модели челюсти с созданием разряжения в пространстве между ними. При этом пленку нагревают одновременно с двух сторон, причем поток воздуха, направленный на поверхность пленки, обращенную к модели челюсти, пропускают через модель челюсти и придают ему форму дуги зубного ряда, а поток воздуха, направленный на противоположную поверхность пленки, направляют в зону пересечения оси симметрии модели челюсти с прямой, проходящей через центры жевательных поверхностей, преимущественно вторых премоляров зубного ряда, и придают ему форму дуги зубного ряда, внешний контур которого меньше внутреннего контура потока воздуха, направленного на поверхность пленки, обращенную к модели челюсти. Устройство включает воздухораспределитель 7, механизм 8 подачи горячего воздуха, сообщенное с воздухораспределителем, механизм 9 для создания разряжения, сквозные отверстия, сообщающиеся с механизмом 8, полимерную пленку. Подача горячего воздуха одновременно встречными потоками на пленку содействует ее равномерному разогреванию и деформации на поверхности зубного ряда. 1 п. ф-лы, 11 ил.
ляров, и придают ему форму дуги зубного ряда, внешний контур которого меньше внутреннего контура потока воздуха, направленного на поверхность пленки, обращенную к модели челюсти зубов,
пыи выступ выполнен эквидистантным форме зубного ряда и расположен на 45 участке между . у ел OBI п ми дугообразшл- NM плоскостями, перпенцикулярпыми к основанию и проходящи- п через упомянутые дугообразные .
J4
30 31 38
xi-л
ФИГ.
19 31
ФИГ.
ФИГ.
ФКГ.
ФИГ. 10
ФИГ. li
| Способ изготовления отливок | 1981 |
|
SU996092A1 |
