Изобретение относится к производству стр оительных материалов, а именно изде - лий из природного камня, и может быть использовано при изготовлении архитектурно-строительных изделий типа фигур вращения,-г г к
Цель изобретения - снижение себестоимости обработки.
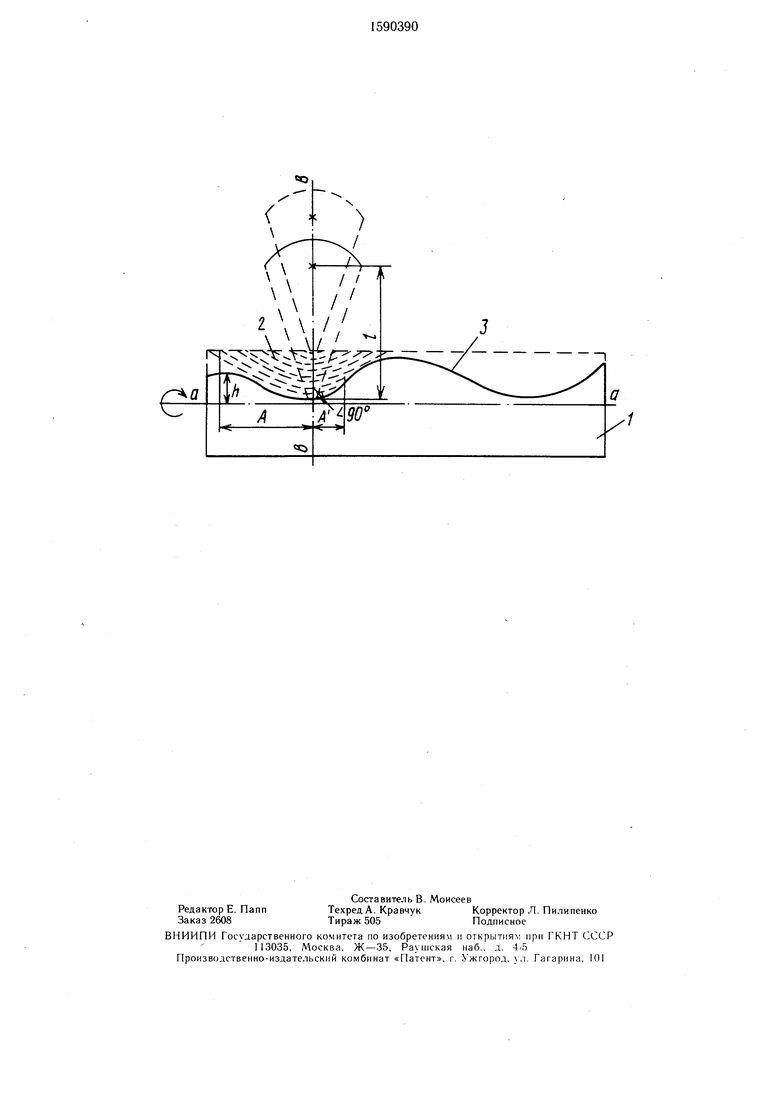
На чертеже показана схема обработки Способ заключается в том, что заготовку закрепляют в поводковых центрах и направляют на нее перпендикулярно оси ее вращения поток сфокусированной лучистой энергии плотностью 400-600 Вт/см При этом расстояние от точки фокуса до оси вращения по ходу процесса изменяют в плоскости, проходящей через ось вращения заготовки, обеспечивая при этом перпендикулярное падение луча на обрабатываемый участок. Это позволяет вести обработку заготовки с максимальной производительностью и добиться получения деталей сложных профилей.
В ходе предварительной обработки (получение цилиндра) луч направляется на одно из ребер заготовки, что приводит к скалыванию части угла. Перемещением луч;1 вдоль ребра производят скалывание и скр уг- ление по всей его длине (без вращен ия заготовки). Тем же приемом скругляют остальные три ребра. В некоторых случаях требуется многократное продольное перемещение луча по обрабатываемой грани (без вращения заготовки) для получения цилиндра правильной формы.
В процессе профилирования луч направляется перпендикулярно оси а-а заготовки I при этом ось В-В луча находится в плос- кости, содержащей ось заготовки, которая вращается со скоростью , где 1-
Л,
сд
со о со со
см/с, R - текущий радиус заготовки. При этом расстояние от излучения 1до обр.абатываемой поверхности постоян- ой составляет м. I С целью исключения локального пере- |грева заготовки и, как следствие, сниже- ния производительности обработки, лучу придается колебательное движение в плоскости, содержащей ось заготовки. Амплитуда колебаний (А) при этом выбирается 1ИЗ требования ненарущения правильной круглой формы пятна нагрева, так как отклонение от этой формы приводит к резкому снижению эффективности процесса. По мере съема материала 2 с поверхности заготовки 1 производится опускание излучателя с целью обеспечения требуемого расстояния излучателя до обрабатываемой I поверхности.
i По мере опускания излучателя корректируется величина амплитуды, например А так, чтобы исключить съем материала ниже проектного контура 3.
Процесс обработки на данном участке заготовки прекращается по достижении требуемой глубины канавки. Далее излуча- тель смещается вдоль оси заготовки на
новый участок заготовки и проводится его профилирование по приведенной выше
схеме.
Процесс обработки ведется до получения полного профиля 3. Полученное сложно- профильное поле вращения в дальнейщем : может подвергаться чистовой обработке с использованием абразивного инструмента. ; Пример. Заготовку из гранита в виде
бруса квадратного сечения ЮХЮ см дли- 1 ной 50 см закрепляют в центрах токар- ного станка.
I Лучистый нагрев заготовки осуществляют I установкой «УРАП-1. Излучение ксено- I новой дуговой лампы мощностью 10 кВт I установки концентрируется и направляется на заготовку стеклянным алюминированным отражателем эллипсовидного профиля. Лампа-излучатель и отражатель имеют возможность совместного поворота в вертикальной 1ЛОСКОСТИ, проходящей через ось вращения заготовки.
Горизонтальным движением луча вдоль заготовки по ее ребрам, образуемым смежными гранями, добиваются круглой формы. Затем заготовку приводят во вращение со скоростью 2-3 об/с. По мере удаления слоев камня под действием потока лучистой энергии на заготовке образовываются углубления, щирина которых определяется
диаметром рабочей части луча и составляет 20-30 мм. Для увеличения щирины канавки луч смещают в горизонтальной плоскости на необходимую величину. При этом
луч попадает на наклонные относительно его оси участки и процессе обработки либо резко замедляется, либо затухает. Поворотом лампы и отражателя добиваются перпендикулярного падения луча на
наклонный участок и процесс обработки продолжают до получения требуемого профиля заготовки. Поворот конструкции лампа - отражатель осуществляют вручную оператором, но в случае применения соответствующей системы автоматического
управления он может быть автоматизирован.
Применение предлагаемого способа позволит наладить производство сложнопро- фильных архитектурно-строительных дета- лей, себестоимость которых, по сравнению с газорезательным способом, снизится, так как отпадает необходимость использования дорогостоящего углеводородного топлива.
25
Формула изобретения
Способ изготовления фигурных изделий из камня типа тел вращения, включающий установку заготовки в центрах, вра- щение заготовки, придание ей цилиндрической формы, окончательную обработку сфокусированным потоком тепла от источника лучистой энергии, направленным перпендикулярно оси вращения и 1еремещаю- щимся вдоль оси вращения, управление 5 расстоянием между осью вращения заготовки и фокусом теплового потока, отличающийся тем, что, с целью снижения себестоимости обработки, придание цилиндрической формы заготовке производят сфокусированным тепловым потоком лучистой энергии на невращающейся заготовке, перемещая источник вдоль оси заготовки, фокусируя поток на обрабатываемом ребре, после чего заготовке сообщают вращение, а источник излучения перемещают перпен- 5 дикулярно оси вращения заготовки на расстояние от нее до фокуса излучаемого теплового потока не менее текущего радиуса изделия в направлении перемещения, при этом источнику излучения в процессе перемещения сообщают колебательные дви- 50 жения вдоль оси вращения заготовки с плавно затухающей амплитудой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Имитатор излучения планет и луны | 1980 |
|
SU1066891A1 |
| Устройство для локального облучения | 1987 |
|
SU1464117A1 |
| Радиоционная установка для нагрева заготовок | 1976 |
|
SU618617A1 |
| Устройство для светолучевой пайки и сварки | 1988 |
|
SU1685646A1 |
| Устройство для пайки световым лучом | 1987 |
|
SU1459832A1 |
| ЭЛЕКТРОДУГОВОЙ РАДИАЦИОННЫЙ ИЗЛУЧАТЕЛЬ | 1968 |
|
SU221856A1 |
| Концентратор лучистой энергии | 1980 |
|
SU945839A1 |
| СПОСОБ РАССЕЧЕНИЯ И КОАГУЛЯЦИИ БИОЛОГИЧЕСКОЙ ТКАНИ БРЮШНОЙ ПОЛОСТИ | 1998 |
|
RU2180815C2 |
| УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ ТЕСТОВЫХ ЗАГОТОВОК ПЕЧЕНЬЯ | 2007 |
|
RU2335901C1 |
| КАМЕРА ДЛЯ УСКОРЕННОГО ТВЕРДЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ ЭНЕРГИИ ЭЛЕКТРОМАГНИТНЫХ ВОЛН В ВИДИМОЙ ЧАСТИ СПЕКТРА ИСКУССТВЕННОГО И ЕСТЕСТВЕННОГО ПРОИСХОЖДЕНИЯ | 2012 |
|
RU2499665C1 |
Изобретение касается производства строительных материалов, а именно изделий из природного камня, и может быть использовано при изготовлении архитектурно-строительных изделий типа тел вращения. Целью изобретения является снижение себестоимости обработки. Способ заключается в том, что заготовку закрепляют в центрах и направляют на нее сфокусированный поток тепловой энергии плотностью 400-600Вт/см 2. Перемещая источник тепловой энергии вдоль оси заготовки без вращения последней, придают заготовке цилиндрическую форму. После чего сообщают вращение заготовке, а источнику тепловой энергии сообщают колебательные движения с постепенно затухающей амплитудой вдоль оси вращения и перемещают перпендикулярно оси вращения таким образом, что расстояние от точки фокуса до оси вращения было больше или равно текущему радиусу изделия. 1 ил.
| Устройство для обработки лицевой поверхностииздЕлий | 1979 |
|
SU835765A2 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ГРАНИТНОГО ВАЛА | 0 |
|
SU209283A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
