Изобретение относится к обработке металлов давлением и может быть использовано при производстве листовых холодно- гнутых профилей проката.
Цель изобретения - улучшение эксплуатационных свойств цилиндрических оболочек диаметром более двух метров, изготовленных из листовых профильных заготовок, работающих в условиях нагружения осевыми сжимающими усилиями.
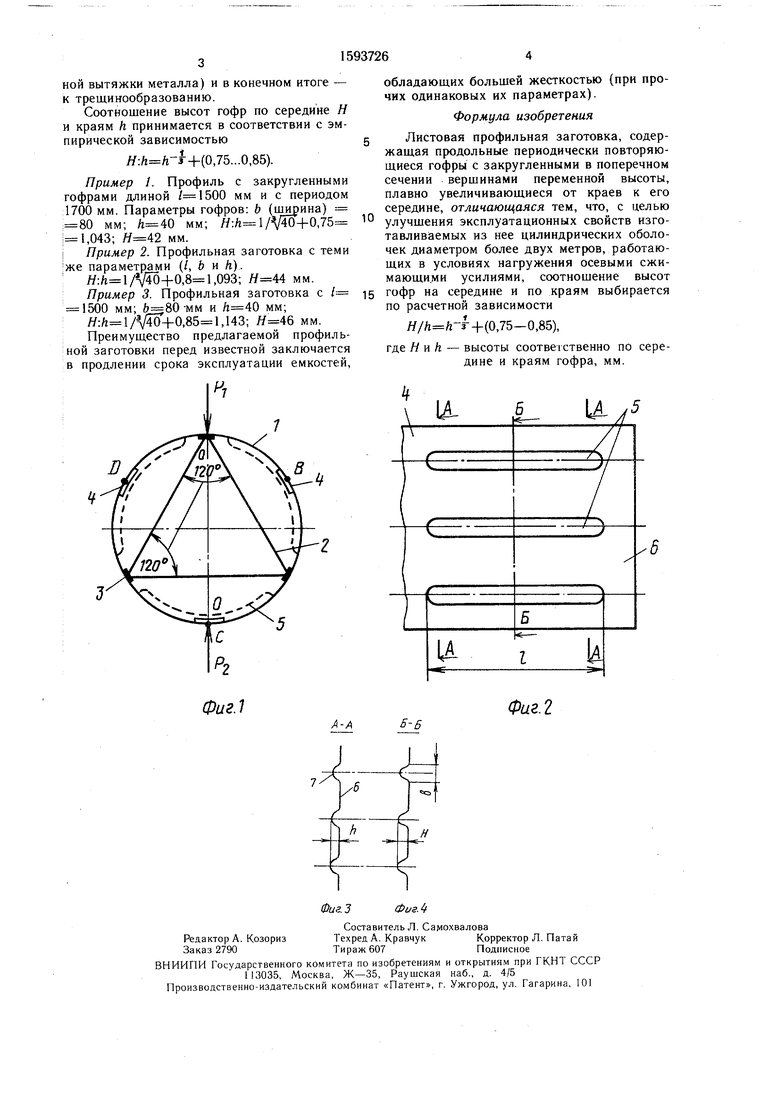
На фиг. 1 показана цилиндрическая оболочка, составленная из гладких или гофрированных листов, поперечное сечение; на фиг. 2 - листовая профильная заготовка; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 2.
Листы (профили) 1 образуют корпус оболочки (на фиг. 2), внутри которого раз- мещен ы распорки 2, образующие равносто- ронний треугольник и упирающиеся в подкладки 3. Если оболочка из гладких листов, то в точках В, С, D ее поперечного сечения равноудаленных от подкладок 3, имеются усиливающие накладки 4. Стрелками показано возможное направление действующих на оболочку сосредоточенных сил PI и Ру,
пунктиром показаны замкнутые гофры при изготовлении оболочки из листовых профильных заготовок (в этом случае накладки 4 не требуются).
Листовая профильная заготовка 1 содержит замкнутые продольные гофры 5, разделенные плоскими участками 6, а вершины гофр 7 выполнены закругленными; максимальная высота гофр Н в сечении совпадает с сечением Б-Б, делящим длину / гофр пополам, а минимальная h - на концах гофр (в сечении А-А)-, т. е. гофры выполнены с переменной высотой, плавно уменьшающейся от середины к краям.
Кроме того, разность максимальной и минимальной высот замкнутого гофра не может быть произвольной: при слишком малой разности гофр после продольного изгиба имеет минимальную высоту в середине, что отрицательно сказывается на жесткости профиля и, следовательно, всего цилиндра; избыточная разность может привести к искажению геометрии гофр, а также к чрезмерному утонению поперечного сечения гофра (он формируется только за счет локальсл
ел
со
ОО
|
ГчЭ
О5
ной вытяжки металла) и в конечном итоге - к трещинообразованию.
Соотношение высот гофр по середине Я и краям h принимается в соответствии с эмпирической зависимостью
Я:Л /г-5-+(0,75...0,85).
Листовая профильная заготовка, содержащая продольные периодически повторяю- ш,иеся гофры с закругленными в поперечном сечении вершинами переменной высоты, плавно увеличивающиеся от краев к его середине, отличающаяся тем, что, с целью
Пример 1. Профиль с закругленными гофрами длиной мм и с периодом
1700 мм. Параметры гофров: b (ширина) ..,,, ...-™,- -, -, - -,
мм; мм; Я:/г 1/ /40-+-0,75 ° улучшения эксплуатационных свойств изгоi 1,043; мм.тавливаемых из нее цилиндрических оболоi пример 2. Профильная заготовка с темичек диаметром более двух метров, работаю же параметрами (/, b и /г).щих в условиях нагружения осевыми сжи /y:/i l/V4 +0,8 1,093; мм.мающими усилиями, соотношение высот
Пример 3. Профильная заготовка с / 15 гофр на середине и по краям выбирается
1500 мм; & 80-мм и мм;по расчетной зависимости
Я:/1 ,85 1,143; мм.Я//1 /г-з-+(0,75-0,85),
Преимущество предлагаемой профильной заготовки перед известной заключаетсягде Я и/г - высоты соответственно по сере- в продлении срока эксплуатации емкостей,дине и краям гофра, мм.
обладающих большей жесткостью (при прочих одинаковых их параметрах).
Формула изобретения
Листовая профильная заготовка, содержащая продольные периодически повторяю- ш,иеся гофры с закругленными в поперечном сечении вершинами переменной высоты, плавно увеличивающиеся от краев к его середине, отличающаяся тем, что, с целью
..,,, ...-™,- -, -, - -,
улучшения эксплуатационных свойств изго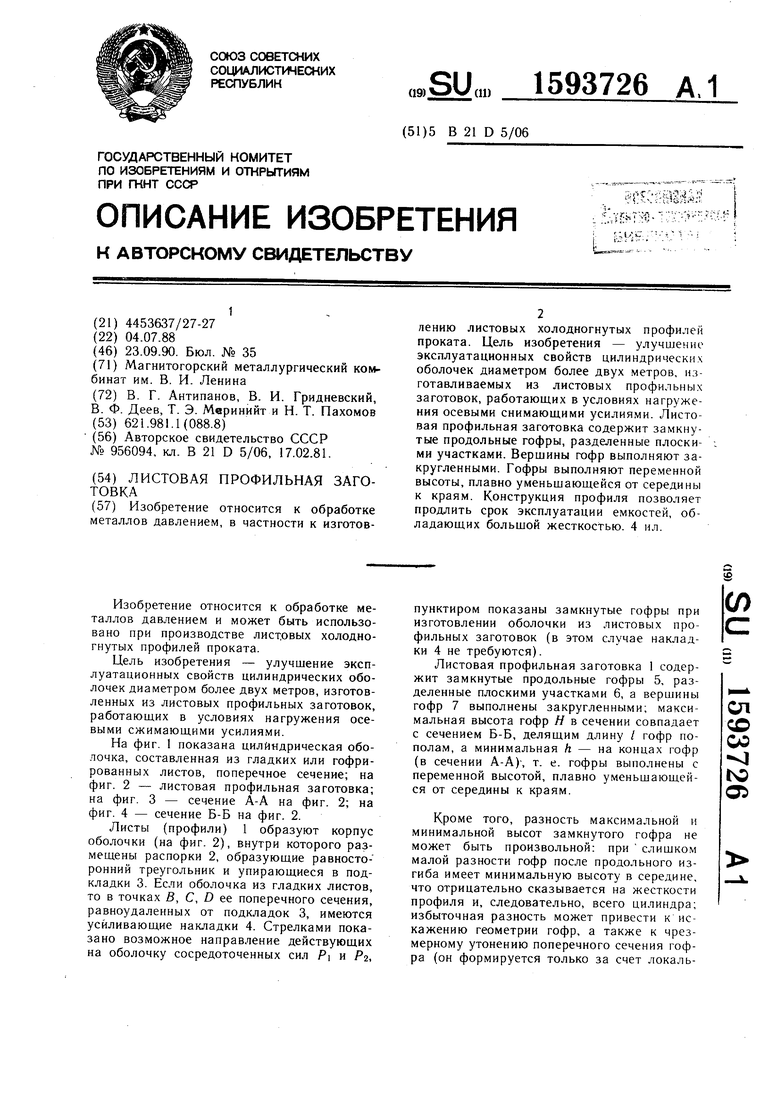
| название | год | авторы | номер документа |
|---|---|---|---|
| Профиль высокой жесткости | 1992 |
|
SU1817716A3 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ПЛОСКИХ ЗАГОТОВОК НА ЭТАПЕ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ И УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300436C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
| Способ производства профилей высокой жесткости | 1991 |
|
SU1817715A3 |
| СПОСОБ ФОРМОВКИ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 2006 |
|
RU2334579C2 |
| Инструмент для профилирования труб с продольными гофрами | 1990 |
|
SU1731340A1 |
| ЛИСТОВОЙ ГНУТЫЙ ПРОФИЛЬ | 2004 |
|
RU2281178C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| ПРОФИЛИРУЮЩИЙ СТАНОК | 1991 |
|
RU2008114C1 |
| ТУРБИННАЯ ЛОПАТКА | 1993 |
|
RU2088764C1 |
Изобретение относится к обработке металлов давлением, в частности к изготовлению листовых холодногнутых профилей проката. Цель изобретения - улучшение эксплуатационных свойств цилиндрических оболочек диаметром более двух метров, изготавливаемых из листовых профильных заготовок, работающих в условиях нагружения осевыми снимающими усилиями. Листовая профильная заготовка содержит замкнутые продольные гофры, разделенные плоскими участками. Вершины гофров выполняют закругленными. Гофры выполняют переменной высоты, плавно уменьшающейся от середины к краям. Конструкция профиля позволяет продлить срок эксплуатации емкостей, обладающих большой жесткостью. 4 ил.
Б
,Х
ФигЛ
А-А
1 1
Фиг. 3
Составитель Л. Самохвалова
Редактор А. КозоризТехред А. КравчукКорректор Л. Патай
Заказ 2790Тираж 607Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат «Патент, г. Ужгород, ул. Гагарина, 101
Б-Б
Фиг.2
н
Фиг.
| Гнутый профиль высокой жесткости | 1981 |
|
SU956094A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
