Изобретение относится к холодной обработке металлов давлением и может быть использовано при изготовлении труб с продольными гофрами, в частности труб с крестообразным профилем поперечного сечения.
Известный инструмент для получения труб с продольными гофрами представляет собой комплект ручьевых профильных валков или роликов, образующих профильный калибр, в который задают трубную заготовку. При этом инструмент располагают так, чтобы донные участки ручья каждого ролика формировали вершины выступов профиля, а боковые участки роликов - впадины профиля.
Наиболее близким к предлагаемому по технической сущности является инструмент
для профилирования труб с крестообразным профилем поперечного сечения. Все ролики этого инструмента одинаковые, ручьевые. В поперечном сечении они образуют замкнутый калибр, соответствующий профилю готовой трубы. Особенностью этого инструмента является то, что линии стыковки между роликами (промежутки между роликами) смещены относительно линий, проходящих через центр калибра, в направлении вершины ручья каждого ролика.
Недостатком известного инструмента является большое различие в линейных скоростях участков рабочей поверхности каждого ролика, формирующих выступ и впадину. Из-за проскальзывания и сопутствующего ему налипания металла на поверхности крестообразных труб образуются
VJ
CJ
со
о
риски и задиры, т.е. известный инструмент не обеспечивает получение профильных высококачественных труб.
Целью изобретения является повышение качества профильных труб за счет уменьшения проскальзывания трубы относительно инструмента.
Сущность изобретения заключается в том, что в инструменте для профилирования труб с продольными гофрами, преимущест- венно с крестообразным профилем поперечного сечения, содержащем образующие симметричный калибр две пары профилированных роликов, оси которых расположены в одной плоскости и перпендикулярны друг другу, при этом по меньшей мере ролики одной пары выполнены с ребордой, профиль поперечного сечения рабочей поверхности пары роликов, имеющих реборды, выполнен в виде сопряженных между собой и описанных кривыми различного радиуса выступа и двух ручьев, расположенных симметрично относительно оси выступа, при этом в каждом ручье длина образующей криволинейного участка, расположенного между осью симметрии ручья и ребордой, равна 0,3-0,6 радиуса ручья, профиль поперечного сечения рабочей поверхности роликов второй пары выполнен выпуклым по радиусу, равному радиусу выступов роликов первой пары, а ширина рабочей поверхности каждого ролика второй пары равна ширине выступа роликов первой пары.
От известного инструмента предполагаемый отличается значительно меньшей разницей в линейных скоростях участков роликов, формирующих выступы и впадины профиля, что снижает проскальзывание трубы относительно рабочей поверхности инструмента.
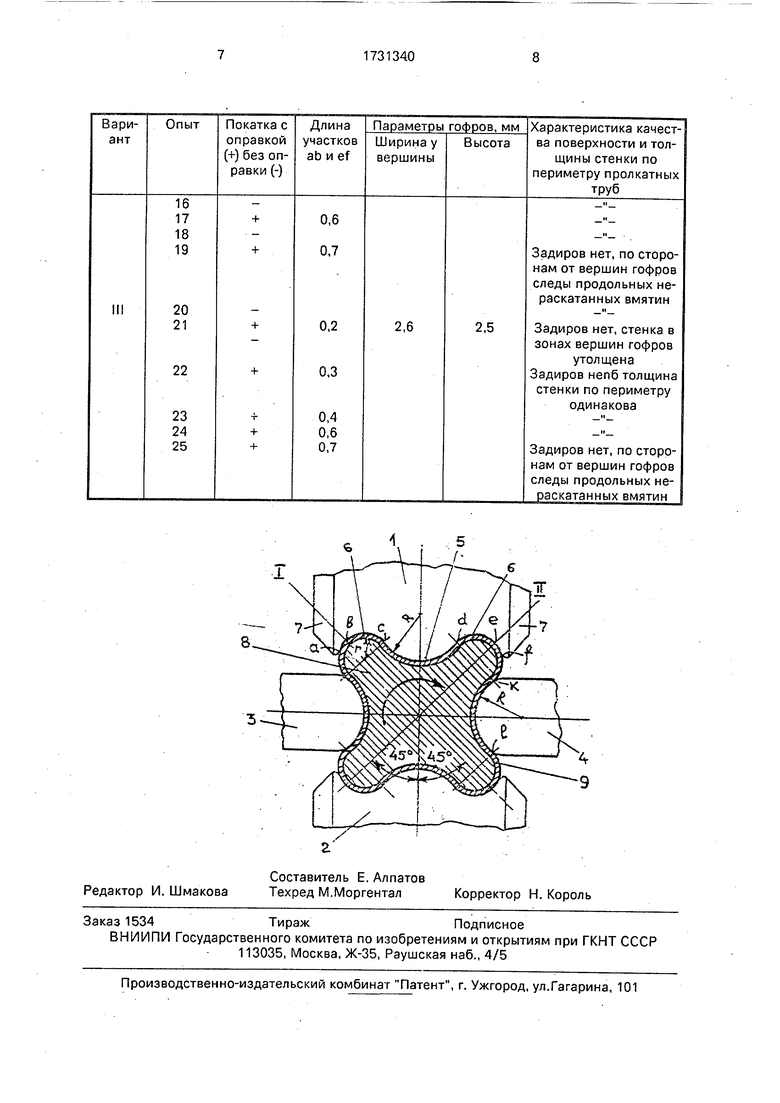
На чертеже показаны инструмент и профильная труба, изготовляемая с применением оправки, поперечное сечение.
Инструмент содержит две пары симметричных роликов 1, 2 и 3, 4. Каждый ролик первой пары имеет профильную рабочую поверхность abcdef, образованную выступом 5 и двумя симметричными ручьями 6. Выступ 5, описанный радиусом R, в точках с и d сопряжен с ручьями 6, описанными ра- диусом г. Наружные участки ab и ef ручьев, расположенные между осями симметрии I и И и ребордами 7, имеют регламентированную длину (чтобы обеспечивать высокую точность размеров выступающих элементов профиля). Каждый ролик второй пары имеет выпуклую рабочую поверхность kl, выполненную по радиусу R, равному радиусу выступа 5 роликов 1, 2 первой пары, ширина роликов 3 и 4 равна ширине выступа 5. В
комплект инструмента входит профильная оправка 8, которую применяют, когда необходимо предотвратить потерю устойчивости сложных элементов профиля трубы 9, а также когда профилирование осуществляют с обжатием трубы по толщине стенки.
Инструмент может быть выполнен двух разновидностей: ручьи 6 сопрягаются с выступом 5 в точках end; сопряжение выступа 5 с ручьями 6 осуществляется посредством промежуточных симметричных относительно вертикальной оси участков: такие же по форме и размерам, участки предусмотрены по краям роликов 3 и 4 второй пары.
Профилирование крестообразных труб с помощью предлагаемого инструмента осуществляют на серийных волочильных или роликовых станах. При профилировании труб волочением корпус роликового инструмента закрепляют на доске волок. При профилировании труб прокаткой предлагаемый инструмент размещают в четырехролико- вом сепараторе роликового стана. Технологический процесс прокатки крестообразных труб не отличается от известного процесса прокатки гладких цилиндрических труб.
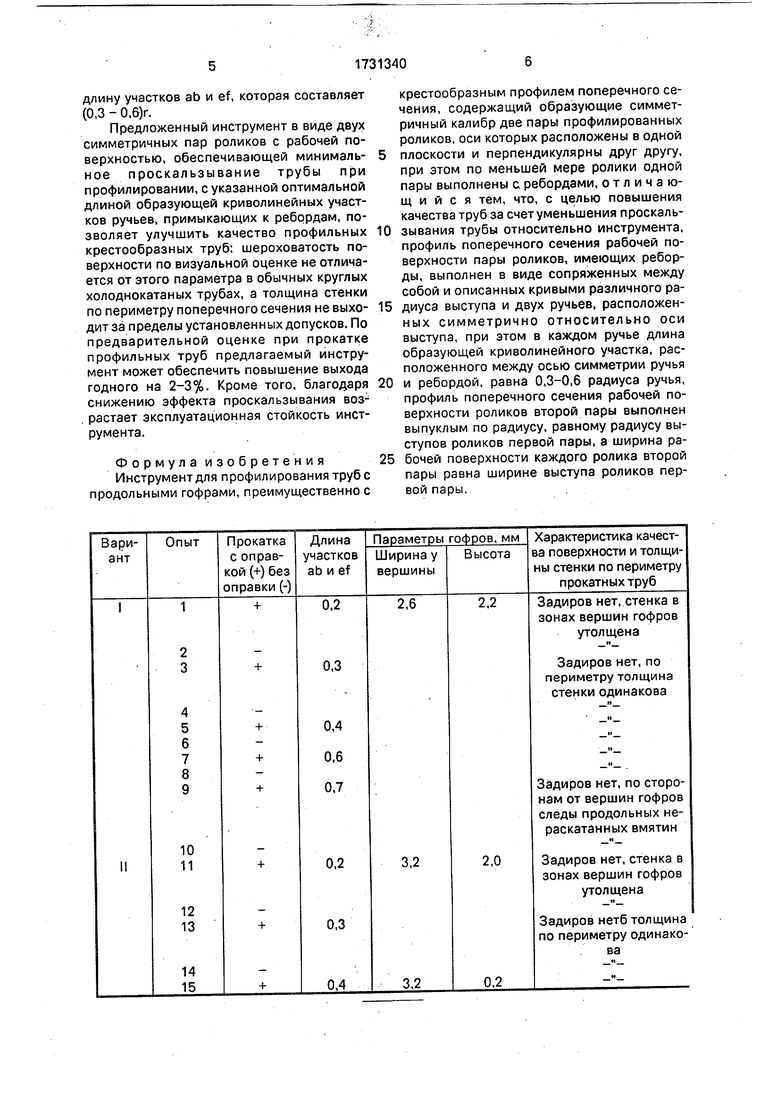
Пример. Инструмент опробован при изготовлении н а стане ХПТР 8-15 образцов тонкостенных труб из стали ОХ18Н10Т с крестообразным профилем. Опробовали три варианта инструмента, которые отличались величинами радиусов выступа (R) и ручьев (г): - 2,4 и 1,3 мм - первый вариант; 1,8 и 1,6 мм - второй вариант; 1,5 и 1,3 мм - третий вариант соответственно. Кроме того, первые два варианта предусматривали сопряжение выступа с ручьями в точках end, по третьему варианту указанное сопряжение выполнили посредством прямолинейных участков шириной 1 мм. Размер прокатанных труб по вершинам гофров 10 мм, толщина стенки труб-заготовок 0,5 мм. Диаметр заготовок выбирали таким образом, чтобы периметр заготовки соответствовал периметру профильной трубы. Угол кантовки (поворота) заготовки 90°. По вариантам I и II изготовили образцы труб без применения оправки и с применением ее. По варианту III профилирование осуществили с использованием оправки. Во всех случаях при использовании оправки выполняли профилирование трубы с обжатием по стенке до толщины 0,4 мм. Длину участков ab и ef изменяли в пределах от 0,2г до 0,7г.
Результаты опробования инструмента представлены в таблице.
Как видно из таблицы, опыты № 3-8, 13-18, 22-24 характеризуют оптимальную
длину участков ab и ef, которая составляет (0,3 - 0,6)г.
Предложенный инструмент в виде двух симметричных пар роликов с рабочей поверхностью, обеспечивающей минималь- ное проскальзывание трубы при профилировании, с указанной оптимальной длиной образующей криволинейных участков ручьев, примыкающих к ребордам, позволяет улучшить качество профильных крестообразных труб: шероховатость поверхности по визуальной оценке не отличается от этого параметра в обычных круглых холоднокатаных трубах, а толщина стенки по периметру поперечного сечения не выхо- дит за пределы установленных допусков. По предварительной оценке при прокатке профильных труб предлагаемый инструмент может обеспечить повышение выхода годного на 2-3%. Кроме того, благодаря снижению эффекта проскальзывания возрастает эксплуатационная стойкость инструмента.
Формула изобретения Инструмент для профилирования труб с продольными гофрами, преимущественно с
0 5 0
5
крестообразным профилем поперечного сечения, содержащий образующие симметричный калибр две пары профилированных роликов, оси которых расположены в одной плоскости и перпендикулярны друг другу, при этом по меньшей мере ролики одной пары выполнены с ребордами, отличающийся тем, что, с целью повышения качества труб за счет уменьшения проскальзывания трубы относительно инструмента, профиль поперечного сечения рабочей поверхности пары роликов, имеющих реборды, выполнен в виде сопряженных между собой и описанных кривыми различного радиуса выступа и двух ручьев, расположенных симметрично относительно оси выступа, при этом в каждом ручье длина образующей криволинейного участка, расположенного между осью симметрии ручья и ребордой, равна 0,3-0,6 радиуса ручья, профиль поперечного сечения рабочей поверхности роликов второй пары выполнен выпуклым по радиусу, равному радиусу выступов роликов первой пары, а ширина рабочей поверхности каждого ролика второй пары равна ширине выступа роликов первой пары.
1

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 2010 |
|
RU2443486C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УДЛИНЕННЫХ КУМУЛЯТИВНЫХ ЗАРЯДОВ | 2015 |
|
RU2620695C2 |
| Технологический инструмент для продольной горячей прокатки труб | 1989 |
|
SU1729636A1 |
| Входное устройство для прокатки тонкостенных труб, предназначенное для использования в автоматическом многоручьевом стане | 2019 |
|
RU2725445C1 |
| Технологический инструмент роликового стана | 1987 |
|
SU1468621A1 |
| Способ холодной пилигримовой прокатки профильных труб | 1989 |
|
SU1708454A1 |
| Инструмент для холодной прокатки труб | 1983 |
|
SU1152675A1 |
| Трубопрокатный инструмент пилигримового стана | 1978 |
|
SU766683A1 |
Использование: обработка давлением труб, преимущественно, с крестообразным профилем поперечного сечения. Сущность изобретения: инструмент содержит две пары профилированных роликов. Рабочая поверхность каждого ролика первой пары описана двумя ручьями и выступом. Ручьи расположены симметрично относительно выступа и сопряжены с ним. В каждом ручье длина образующей криволинейного участка равна 0,3-0,6 радиуса ручья. Криволинейный участок расположен между осью симметрии ручья и ребордой. Профиль поперечного сечения рабочей поверхности роликов второй пары выполнен выпуклым по радиусу. Радиус выпуклой поверхности равен радиусу выступов роликов первой пары. Ширина рабочей поверхности роликов второй пары равна ширине выступа роликов первой пары. 1 ил., 1 табл. сл с
| Четырехроликовая головка | 1974 |
|
SU481344A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
