Изобретение относится к области обработки металлов давлением и может быть использовано, в частности, при изготовлении тонкостенных профилей из листовых заготовок профилированием в валках для изделий авиационно-космической техники и строительной индустрии. Заявляемое изобретение направлено на расширение технологических возможностей и повышение качества гнутых из листа профилей.
Известен способ профилирования преимущественно швеллеров (см. а.с. №1754267 СССР, МПК5 B 21 D 5/06, опубл. 15.08.92, бюл. №30), заключающийся в подгибке элементов профиля по переходам с технологическим перегибом части каждой полки профиля шириной (0,25-0,45)b, где b - ширина полки, на угол Δ α с последующим выпрямлением в двух последних переходах.
Недостатками данного аналога являются:
профилирование ведется за девять переходов, что для тонкостенных профилей громоздко, требует повышенного количества оснастки;
технологический подгиб част полок осуществляется на переходах с третьего по седьмой, что усложняет оснастку;
строго регламентированная ширина участка подгибки полки, ее выпрямление на двух последних переходах также усложняет конструкцию валков, а в других случаях качество профилей не гарантируется, наблюдается волнистость кромок полок.
Известен способ изготовления гнутых профилей проката (см. а.с. №795620 СССР, МПК B 21 D 5/06, опубл. 12.01.81, бюл. №2), по которому в целях повышения качества профилей путем предупреждения их продольного скручивания и прогиба, при приложении усилия формовки со стороны валков и дополнительных усилий, прикладываемых к профилю перпендикулярно его стенке, дополнительные усилия прикладываются к профилю в очаге деформации одновременно с усилием формовки.
Недостатки способа:
неопределенность силового воздействия для обеспечения качества профилей;
нет гарантии в предупреждении продольного скручивания за счет дополнительных усилий, так как деформация профиля будет определяться точностью и характером воздействия прикладываемого усилия формовки.
Наиболее близким по технической сущности к заявляемому является выбранный в качестве прототипа "Способ изготовления гнутых профилей проката" по а.с. №1068199 СССР, МПК B 21 D 5/06, опубл. 23.01.1984, бюл. №3, по которому с целью улучшения качества профиля путем исключения волнистости полок при изготовлении преимущественно швеллеров с переменной высотой стенки при последовательной подгибке по переходам в месте сопряжения участка постоянной ширины с сужаемым участком выполняют временный поперечный гофр с переменными по его длине размерами поперечного сечения, максимальными на участке будущей стенки профиля и плавно уменьшающимися на участках будущих полок до нуля на кромках, а затем при подгибке полок гофр выправляют с вытеснением избытка металла в продольном направлении.
У прототипа и заявляемого изобретения имеются следующие сходные существенные признаки:
последовательная по переходам подгибка;
обеспечение необходимого запаса металла на подгибаемых участках;
его последующее вытеснение в направлении профилирования при подгибке полок.
Недостатками прототипа являются:
неопределенность в размерах и расположении поперечного гофра, что не гарантирует качество, ибо образуемый запас материала должен соответствовать геометрии поперечного сечения профиля, толщине заготовки и механическим свойствам материала;
неясно, когда и на каком переходе или переходах осуществляют поперечный гофр и как при подгибке его выпрямляют (постепенно или на последнем переходе и т.д.).
Известно устройство "Гибочная машина" (а.с. №48-8716 Япония, опубл. 16.03.73, бюл. "Изобретения за рубежом"), которое включает фасонные валки, формующая поверхность которых у одного - в форме выступов, а у другого - канавки, в зазор между ними подается заготовка, подлежащая изгибанию. Зазор изменяют, чтобы он соответствовал исходной толщине заготовки.
Недостатки аналога:
машина выполняет продольные гофры на заготовке, а потому выступы и впадины идут перпендикулярно оси валков;
форма выступов и впадин неопределенна, что не гарантирует качество профилирования заготовки при разных материале и толщине.
Известно также "Устройство для изготовления профилей" (см. патент №2148455, МПК B 21 D 5/06 , опубл. БИ №13, 10.05.2000), по которому профили из листовых заготовок изготовляют в чередующихся формующих и тянущих рабочих клетях, каждая из которых входит в одну общую кинематическую цепь, связанную с приводом. Рабочая клеть имеет два вала, расположенных один над другим, на которых жестко закреплены профилегибочные валки (ролики). Верхний вал каждой клети расположен по концам во втулках-ползунах, имеющих возможность перемещаться по вертикали по направляющим щек корпуса клетей.
Устройство принято в качестве прототипа.
У прототипа и заявляемого изобретения имеются следующие сходные существенные признаки:
содержит ряд профилирующих по переходам клетей, установленных в технологической последовательности;
профилирующие клети связаны единой кинематической цепью с общим приводом;
каждая профилирующая клеть имеет два вала, расположенных один над другим, с установленными на них профилирующими валками;
концы верхних профилирующих валков размещены во втулках-ползунах, имеющих возможность перемещаться по вертикали по направляющим стенок корпуса клетей.
Прототип имеет следующие недостатки:
сложность кинематической цепи, состоящей из системы зубчатых передач, в том числе с дополнительным внешним зацеплением, что увеличивает потери мощности и снижает КПД устройства;
нет определенности в устранении волнистости по кромкам подгибаемых участков тонкой заготовки (S0≤1,0 мм), что не гарантирует качество профилей.
Технический результат - расширение технологических возможностей и повышение качества профилей.
Для достижения технического результата заявляемое изобретение "Способ профилирования тонкостенных профилей и устройство для его осуществления" содержит, кроме указанных общих с прототипом признаков, следующие отличительные признаки:
согласно первому пункту формулы изобретения необходимый запас материала для повышения качества профилей (жесткости) и устранения волнистости по кромкам создают накатыванием поперечных гофр на первом формующем переходе с постоянным шагом по всей ширине заготовки, глубиной, уменьшающейся постепенно от максимальной по ширине будущей стенки профиля до нуля по обеим кромкам подгибаемых участков плоской заготовки; вытеснение запаса металла для последующего выравнивания напряжений и деформаций по сечению (повышения качества профилей) осуществляют раскаткой поперечных гофр на последующих переходах, что позволяет устранить волнистость.
Согласно второму пункту формулы изобретения на последнем переходе тонкостенный профиль калибруют, повышая его качество.
Согласно третьему пункту формулы изобретения осуществляют профилирование тонкостенных профилей швеллерного сечения, что является наиболее простым, так как сводится к подгибке концевых участков плоской заготовки.
Устройство для профилирования тонкостенных профилей из плоских заготовок, кроме общих с прототипом признаков, содержит ряд профилирующих по переходам клетей, установленных в технологической последовательности, связанных единой кинематической цепью с общим приводом; каждая профилирующая клеть имеет два вала, расположенных один над другим с установленными на них профилирующими валками; концы верхних профилирующих валков размещены во втулках-ползунах, имеющих возможность перемещаться по вертикали по направляющим стенок корпуса клетей, имеет следующие отличительные признаки:
профилирующие валки первой профилирующей клети имеют цилиндрическую форму;
нижний профилирующий валок выполнен металлическим с расположенными с постоянным шагом рифлениями в форме выступов треугольной скругленной формы сечения;
высота рифлений h≤ (3... 5)S0, где S0 - исходная толщина заготовки, рифления чередуются с гладкими сегментными поверхностями;
верхний профилирующий валок выполнен металлическим, имеет на участке будущей стенки профиля цилиндрическую форму, плавно переходящую в коническую форму на участке подгибаемых полок;
верхний профилирующий валок облицован по всей длине упругим материалом, толщина которого на цилиндрической части наименьшая, увеличивается к торцам из расчета, что жесткость облицовки уменьшит высоту гофр у торцов до нуля.
Перечисленные признаки обеспечивают расширение технологических возможностей и качество профилей. Последняя профилирующая клеть выполнена с замкнутым рабочим калибром, имеет повышенную скорость вращения для создания дополнительного усилия растяжения, обеспечивает калибровку выходящего профиля, его правку растяжением, что повышает качество профиля.
Наиболее простым по конструкции предлагаемое устройство будет при изготовлении профилей швеллерного сечения.
Между отличительными признаками заявляемого изобретения и техническим результатом существует следующая причинно-следственная связь:
создание поперечных гофров на заготовке обеспечивает необходимый запас материала, на раскатке которых в направлении профилирования часть материала компенсирует неравномерность деформаций по ширине подгибаемых полок и стенке, а часть материала "течет" в уголковые зоны, что повышает жесткость профиля, устраняет кромковую волнистость, а значит, повышает качество изготовляемых профилей;
высота рифлений нижнего валка первой формующей пары до 3,0... 5,0 толщины профилируемого материала, постоянство их шага и чередование с гладкими сегментными поверхностями исключает возможность перегибов заготовки, что расширяет технологические возможности (разные высоты рифлений для разных марок материалов и разный шаг) и повышает качество профилей;
облицовка верхнего валка упругим материалом, различная его толщина, делают распределенные деформирующие усилия различной величины по ширине заготовки, благодаря чему гофры получают переменной по их длине формы поперечного сечения глубины, что также расширяет технологические возможности и повышает качество профилей.
Совокупность существенных признаков, характеризующих сущность изобретения, может быть многократно использована в профилегибочных станках и станах, волочильно-прокатных установках при изготовлении гнутых из листа тонкостенных широкополочных профилей в машиностроении, строительной индустрии и авиакосмической отрасли для широкой номенклатуры материалов, в том числе труднодеформируемых, в условиях холодной деформации, что позволяет сделать вывод о соответствии изобретения критерию “промышленная применимость".
Отдельные отличительные признаки предлагаемого технического решения в той или иной мере известны в литературе:
создание поперечных гофров при профилировании листовой заготовки (ас. №1068199);
раскатывание поперечных гофров (ас. №068199);
использование упругой деформирующей среды (полиуретана) широко ведется в заготовительно-штамповочном производстве и т.п.
По имеющимся у авторов сведениям, совокупность существенных признаков, характеризующих сущность заявляемого изобретения, неизвестна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "новизна".
По мнению авторов, сущность заявляемого изобретения не следует для специалиста явным образом из известного уровня техники, так как из него не выявляется вышеуказанное влияние на технический результат - новое свойство объекта: совокупность признаков, которые отличают заявляемое изобретение от прототипов, что дает возможность сделать вывод о его соответствии критерию "изобретательский уровень".
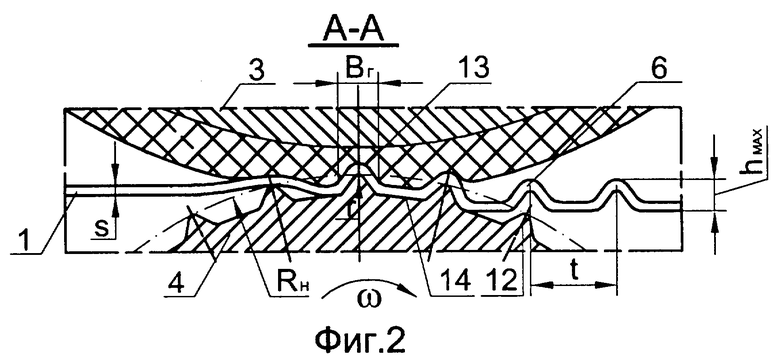
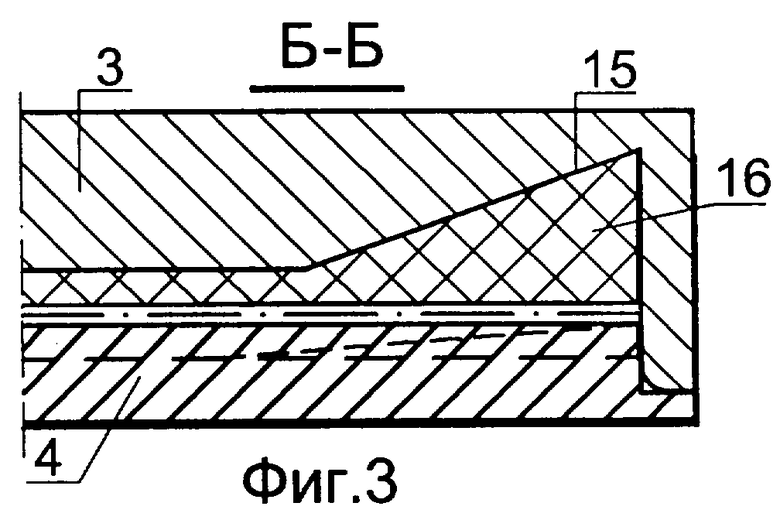
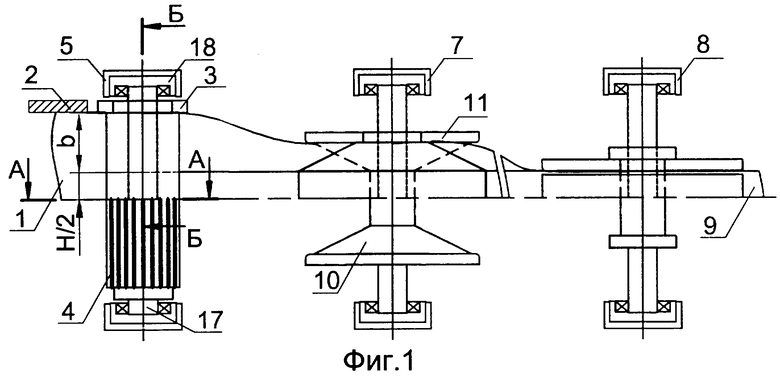
Сущность изобретения поясняется графическими материалами. На фиг.1 представлена схема профилирования с созданием поперечных гофров и вид валкового устройства сверху; на фиг 2 - сечение А-А на фиг 1; на фиг 3 - сечение Б-Б на фиг 1- элементы конструкции валковой пары первого перехода.
Способ выполняют следующим образом.
Плоская заготовка 1 толщиной S0≤1,0... 2,0 мм, свободно перемещаемая в направляющих 2, захватывается вращающимися валками 3, 4 первой формующей рабочей клети 5 (фиг.1), где на ней накатываются по всей ширине поперечные гофры (рифления) 6 переменной формы поперечного сечения с постоянным шагом t и глубиной, уменьшающейся постепенно от h=hmax=const по ширине будущей стенки профиля до h=0 по обеим кромкам подгибаемых участков заготовки. При этом заготовка в местах образования гофров практически не имеет утонения, так как валки 3, 4 установлены по осевой плоскости с некоторым зазором и свободно в него втягиваются (фиг.2). На последующих переходах в валковых парах клетей 7, 8 и т.д. (приводных или неприводных) в замкнутых рабочих калибрах валков гофры раскатывают с выравниванием деформации растяжения и напряжений по всему сечению будущего профиля за счет вытеснения материала в направлении профилирования с устранением волнистости кромок получаемого профиля 9.
Способ осуществляют с помощью устройства (фиг.1), состоящего согласно второму пункту формулы изобретения из ряда профилирующих клетей 5, 7, 8 и т.д. (приводных и неприводных), установленных в технологической последовательности, включающих валки 3, 4, 10, 11 и т д. с профилированной рабочей поверхностью. Валковая пара рабочей клети 5 имеет рифления (накатку) на всей ширине нижнего валка 4 треугольной округленной формы в виде выступов 12. Высота рифлений h=hmax≤(3,0... 5,0)S0 в зависимости от геометрических характеристик поперечного сечения подгибаемых элементов и механических свойств профилируемой заготовки. Шаг рифлений постоянный. Выступы чередуются с гладкими сегментными поверхностями 14 из расчета обеспечения потребного избытка материала для устранения волнистости профиля по кромкам. Нижний валок 4 полностью металлический цилиндрической формы. Верхний валок 3 из металла имеет цилиндрическую форму на участке будущей стенки профиля (фиг.3), плавно переходящую в коническую форму 15 на участке подгибаемых полок. Валок имеет облицовку упругим материалом 16 по всей длине. Облицовка валка 3, например, полиуретаном различной по длине валка толщины, наименьшей на цилиндрической части, наибольшей по концам. Толщина упругой части зависит от марки материала профилируемой заготовки, ее толщины и упругих свойств материала облицовки. Наружная облицованная поверхность валка 3 цилиндрическая на всей длине. Для настройки на толщину заготовки S0 верхний валок 3 вместе с валом 17 (фиг.1), концы которого заключены во втулки-ползуны 18, может перемещаться по вертикали. Валы рабочих клетей размещены в стенках корпуса устройства, на них между стенками смонтированы валки с профилированными рабочими поверхностями.
Согласно третьему пункту формулы изобретения последняя (окончательная) валковая пара рабочей клети 8 в устройстве является калибрующей, выполнена с замкнутым рабочим калибром, имеет повышенную скорость профилирования для создания дополнительного растягивающего усилия.
Устройство работает следующим образом. Вращение от общего привода через систему передач передается на валы профилирующих клетей. Рулонная лента 1 из подающего устройства, через направляющие 2 захватывается приводными валками 3, 4. Валок 3 обжимает тонкую заготовку 1 вокруг рифлений 4. Благодаря его цилиндрической упругой поверхности изгиб заготовки происходит на участке трех рифлений с h=hmax только по диаметральной плоскости валков. Затем гофрированная заготовка подается в приводную валковую пару 7, валки 10, 11 которой имеют гладкую рабочую поверхность и обеспечивают частичную подгибку заготовки на участках будущих полок и раскатку гофров соответственно схеме формообразования.
Благодаря различной жесткости упругой облицовки, гофры на неподгибаемых участках заготовки получают одинаковой формы сечения высотой h=hmax≤(3,0... 5,0)S0 в зависимости от механических свойств заготовки и постепенно уменьшающейся высоты до h=0 по кромкам, где наибольшая толщина упругой облицовки (наименьшая жесткость), при одинаковом давлении валков на заготовку.
Гофры раскатываются как минимум в двух валковых парах с гладкой рабочей поверхностью с постепенной подгибкой полок при изготовлении, например, профиля швеллерного сечения до 90° в калибрующей валковой паре 8, которая за счет повышенной скорости вращения создает дополнительное усилие растяжения, гарантирующее выравнивание деформаций и напряжений по всему сечению профиля.
Пример. На гибочно-прокатных станках модели ГПС-300М, волочильно-прокатной установке модели ВПУ-120/7,5 отрабатывались предлагаемые технические решения при профилировании заготовок S0=0,5 и 0,8 мм, 1,0 и 1,5 мм из листовых заготовок сплавов Д16АМ, Д16АТ, ОТ4-1, различных сталей при изготовлении валков с рифлениями 2,0 и 4,0 мм. Для облицовки верхних валков первых пар использовали полиуретан марки СКУ-7Л и СП-7. Шаг рифлений через 20 S0. Зазор в валках первой пары на нерифленых участках Z до 0,5S0. Утонение металла в зоне гофр не превышало 1,5... 2,5%. Удалось устранить кромковую волнистость во всех случаях профилирования швеллера размерами стенки и полок 50× 50 мм.
Заявляемое изобретение "Способ профилирования тонкостенных профилей и устройство для его осуществления" представляет интерес для народного хозяйства, так как позволяет профилировать в холодном состоянии листовые заготовки толщиной до 2,0 мм из широкой номенклатуры металлов с точностью параметров профиля соответственно 10-14 квалитетам. Сочетание процессов прокатки и волочения устраняет не только волнистость кромок, но и снижает пружинение, повышает качество поверхности, делает мелкозернистой структуру металла.
Заявляемое техническое решение не оказывает отрицательного влияния на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ПРОФИЛИРОВАНИЕМ ПЛОСКИХ ЗАГОТОВОК | 2005 |
|
RU2286860C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ПЛОСКИХ ЗАГОТОВОК НА ЭТАПЕ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ И УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300436C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2002 |
|
RU2222402C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ГОФРАМИ ЖЕСТКОСТИ В ДОННОЙ ЧАСТИ | 2001 |
|
RU2220802C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИРОКОПОЛОЧНЫХ ШВЕЛЛЕРНЫХ И КОРЫТНЫХ СИММЕТРИЧНЫХ ТОНКОСТЕННЫХ ПРОФИЛЕЙ В РОЛИКАХ | 2002 |
|
RU2228232C2 |
| Способ изготовления гнутых профилей | 1988 |
|
SU1588460A1 |
| СПОСОБ М.Е.ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ПОЛКАМИ И ПЕРЕМЕННОЙ ПО РАЗВЕРТКЕ СЕЧЕНИЯ ТОЛЩИНОЙ | 1991 |
|
RU2019334C1 |
| Способ профилирования преимущественно швеллеров | 1990 |
|
SU1754267A1 |
| Способ производства профилей с гофрами | 1978 |
|
SU778862A1 |
| Способ производства гнутых профилей проката | 1984 |
|
SU1136867A1 |
Изобретение относится к области обработки металлов давлением. Способ профилирования тонкостенных профилей из плоских заготовок включает последовательную по переходам подгибку с обеспечением необходимого запаса металла на подгибаемых участках и его последующее вытеснение в направлении профилирования при подгибке полок. Необходимый запас металла создают накатыванием поперечных гофр на первом формующем переходе с постоянным шагом на всей ширине заготовки глубиной, уменьшающейся постепенно от максимальной по ширине будущей стенки профиля до нуля по обеим кромкам подгибаемых участков плоской заготовки. Вытеснение запаса металла осуществляют раскаткой поперечных гофр на последующих переходах с устранением волнистости по кромкам за счет выравнивания деформаций и напряжений растяжения по всему сечению изготавливаемого профиля. Способ осуществляется в устройстве, содержащем ряд профилирующих по переходам клетей, установленных в технологической последовательности, связанных единой кинематической цепью с общим приводом. Каждая профилирующая клеть имеет два вала, расположенных один над другим с установленными на них профилирующими валками. Концы верхних профилирующих валков размещены во втулках-ползунах, имеющих возможность перемещаться по вертикали по направляющим стенок корпуса клетей. Профилирующие валки первой профилирующей клети имеют цилиндрическую форму. Нижний профилирующий валок выполнен металлическим с расположенными с постоянным шагом рифлениями в форме выступов треугольной скругленной формы сечения, высотой h≤(3...5)S0, чередующихся с гладкими сегментными поверхностями, где S0 - исходная толщина заготовки. Верхний профилирующий валок выполнен металлическим, имеет на участке будущей стенки профиля цилиндрическую форму, плавно переходящую в коническую форму на участке подгибаемых полок, и облицован по всей длине упругим материалом, толщина которого на цилиндрической части наименьшая и увеличена на торцах. Достигается расширение технологических возможностей и повышение качества профилей. 2 н. и 4 з.п. ф-лы, 3 ил.
| Способ изготовления гнутых профилей проката | 1980 |
|
SU1068199A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1999 |
|
RU2148455C1 |
| Способ производства швеллеров | 1972 |
|
SU481338A1 |
| Способ изготовления гнутых профилей | 1982 |
|
SU1094642A1 |
| Профилегибочный стан | 1976 |
|
SU593773A1 |
| Спуск для корнеплодов | 1986 |
|
SU1498670A1 |

