Изобретение относится к обраб-отке металлов давлением, а именно к способам горячей объемной штамповки в открытом штампе, и может быть использовано для изготовления поковок типа полотна рьослителя с тонкими кромками по периметру и рельефной формой углубления на зубьях.
Цель изобретения -снижение энерго- емкости процесса за счет снижения усилия деформирования и повышения стойкости инструмента.
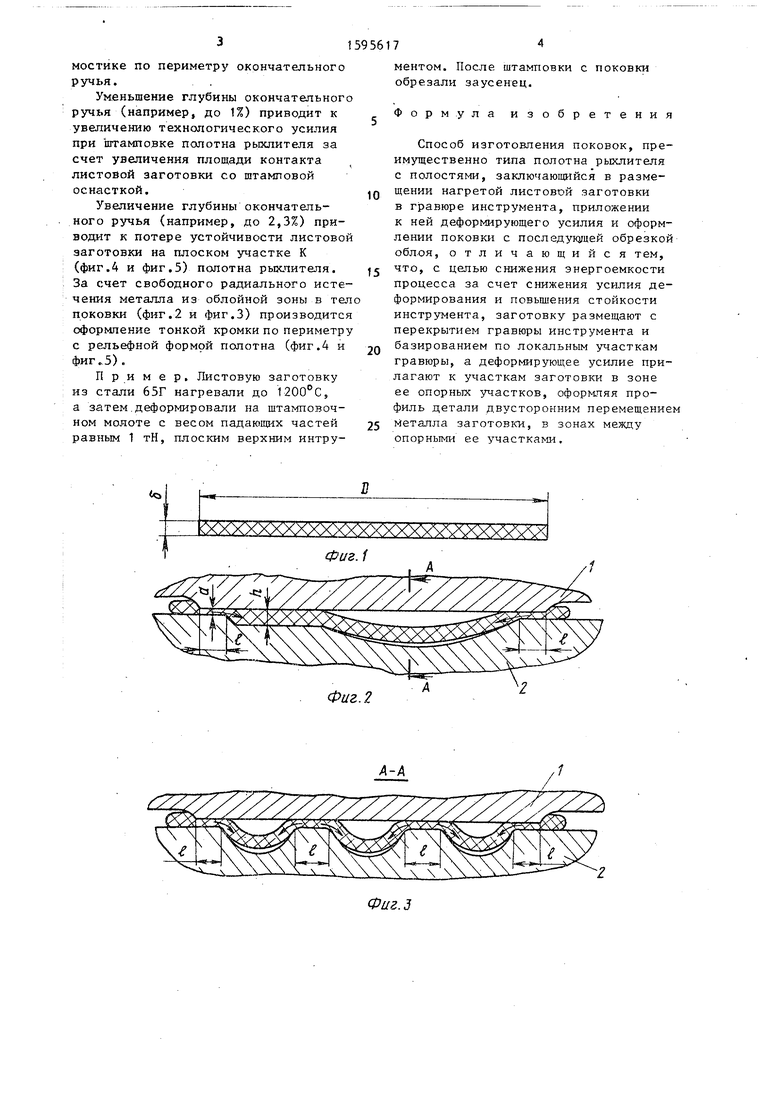
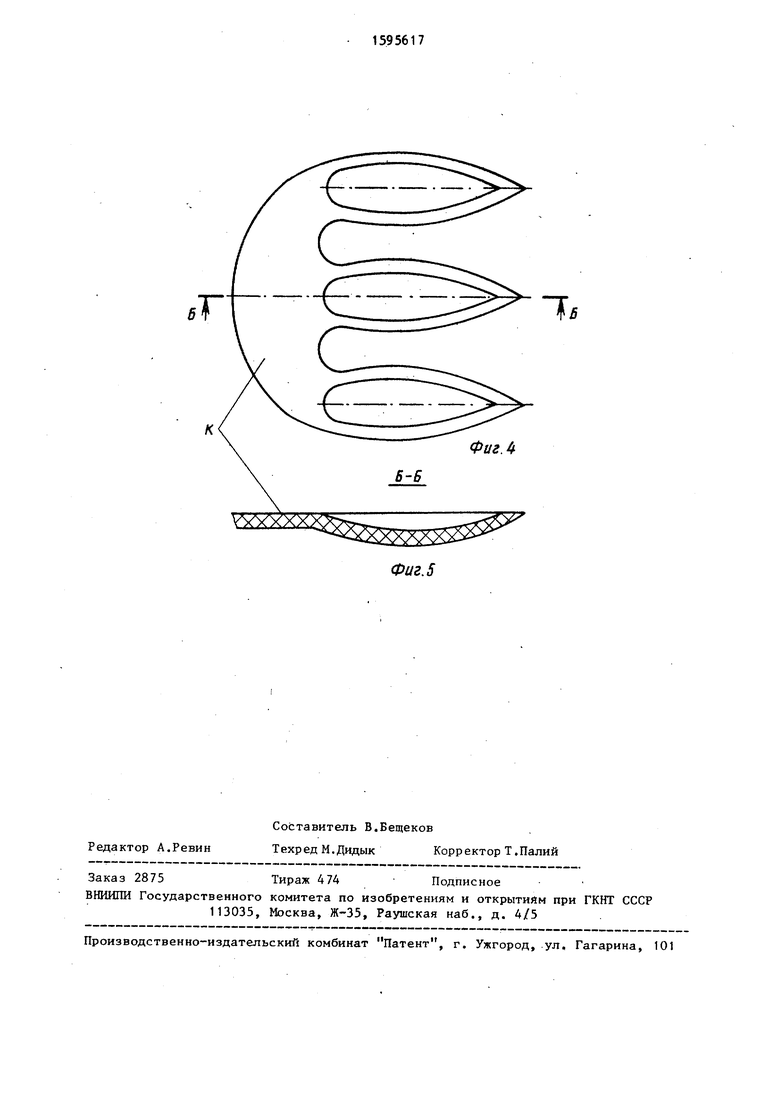
На, фиг,1 изображена исходная листовая заготовка; на фиг.2 - схема деформирования заготовки в окончательном рУчье штамма; на фиг.З - разрез А-А на фиг.2; на фиг,4 - готовая поковка, вид в плане; на фиг.5 - .разрез Б-Б на фиг,4.
На фиг.1 - фиг.5 приняты следующие обозначения:
f - толи{ина исходной листовой заготовки;
D - диаметр ; исходной листовой заготовки;
h - глубина окончательного ручья с учетом толщины облойного мостика;
а - толщина облойного мостика;
К - плоский участок полотна рыхлителя;
1 - ширина облойного мостика. .
Способ осущестапяют следующим образом.
Исходную, вырубленную на прессе листовую заготовку (фиг.1) толшиной и диаметром D, перекрывающую окончательный ручей с облойным мостиком, нагревают до ковочной температуры и передают на штамповочный молот с весом падаюшлх частей, равным 1 тН. Штамповку производят плоским верхним штампом 1 в окончательном ручье 2 открытого штаьта (фиг.2 и фиг.З), глубина которого с учетом толщины с облойного мостика на 1,5 - 2,0% больше исходной листовой заготовки, при этом пластическая деформация за- готовКи в направлении движения штампа 1 производится только на облойном
i
ел
;О
ел
мостике по периметру окончательного ручья.
Уменьшение глубины окончательного ручья (например, до 1%) приводит к увеличению технологического усилия при штамповке полотна рьгхлителя за счет увеличения площади контакта листовой заготовки со штамповой оснасткой.
Увеличение глубины окончательного ручья (например, до 2,3%) приводит к потере устойчивости листовой заготовки на плоском участке К (фиг.4 и фиг.5) полотна рьклителя. За счет свободного радиального истечения металла из облойной зоны в тел поковки (фиг.2 и фиг.З) производится оформление тонкой кромки по периметру с рельефной формой полотна (фиг.4 и фиг.5).
П р и м е р. Листовую заготовку из стали 65Г нагревали до 1200°С5 а затем.деформировали на штамповочном молоте с весом падающих частей равным 1 тН, плоским верхним интрументом. После штамповки с поковки обрезали заусенец.
Формула изобретения
Способ изготовления поковок, преимущественно типа полотна рыхлителя с полостями, заключающийся в размещении нагретой листовой заготовки в гравюре инструмента, приложении к ней деформирующего усилия и оформлении поковки с последукуцей обрезкой облоя, отличающийсятем,
что, с целью снижения энергоемкости процесса за счет снижения усилия деформирования и повьш1ения стойкости инструмента, заготовку размещают с перекрытием гравюры инструмента и базированием по локальным участкам гравюры, а деформирующее усилие прилагают к участкам заготовки в зоне ее опорных участков, оформляя профиль детали двусторонним перемещением
Металла заготовки, в зонах между опорными ее участками.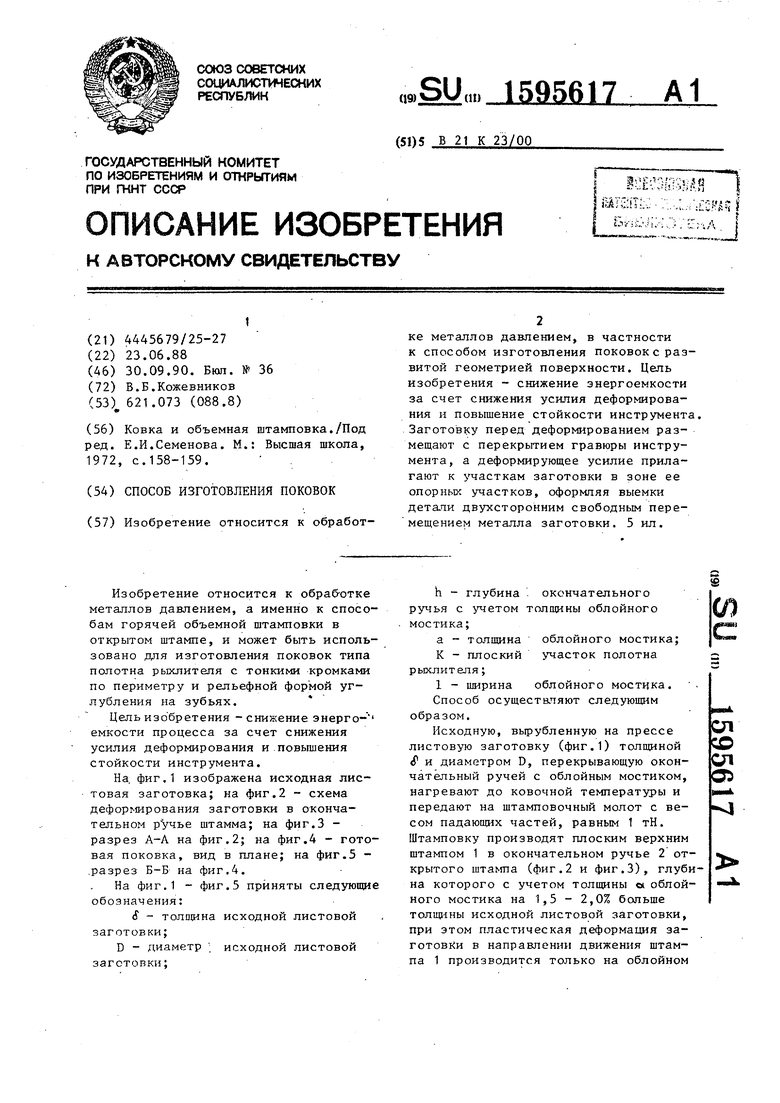
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
| ШТАМП ДЛЯ МНОГОШТУЧНОЙ ШТАМПОВКИ | 1991 |
|
RU2011467C1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2747437C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2753482C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2494831C2 |
Изобретение относится к обработке металлов давлением, в частности к способам изготовления поковок с развитой геометрией поверхности. Цель изобретения - снижение энергоемкости за счет снижения усилия деформирования и повышение стойкости инструмента. Заготовку перед деформированием размещают с перекрытием гравюры инструмента, а деформирующее усилие прилагают к участкам заготовки в зоне ее опорных участков, оформляя выемки детали двухсторонним свободным перемещением металла заготовки. 5 ил.
SOOS 4XXXXXXXxXXXXXxVSAXXyySAX
Фиг. 1
Фиг. 2
Д-Д
Фиг.З
VWXXX
Т/
Фиг л
Фиг. 5
| Ковка и объемная штамповка./Под ред | |||
| Е.И.Семенова | |||
| М.: Высшая школа, 1972, с.158-159 | |||
| . |
