Фие.1
Изобретение относится к деревообработке и может быть использовано в паркетном производстве.
Цель изобретения - повышение производительности способа за счет повышения его надежности.
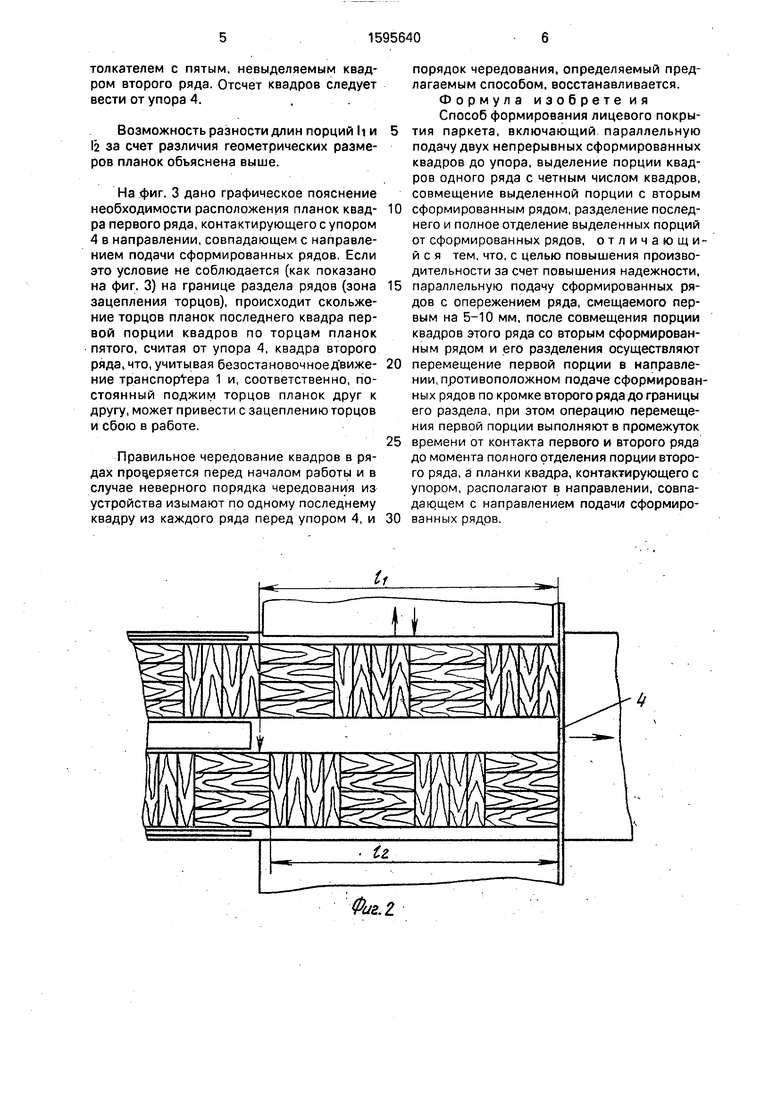
На фиг. 1 изображено устройство для осуществлений способа;.на фиг. 2 - схема сдвига рядов согласно способу-прототипу; на фиг. 3 - схема неправильного чередования квадров в сформированных рядах.
Устройство для осуществления способа состоит из подающего транспортера 1, сформированных на нем квадров 2 и 3, упора 4, сталкивателя 5, косого упора 6 и приемного стола 7.
Способ осуществляют следующим образом.
Ленточным транспортером 1 первый 2 и второй 3 сформированные ряды квадров подают до упора 4. При этом первый |эяд 2 подают с опережением второго ряда 3 на величину К- 5-10 мм.
После контакта рядов 2 и 3 с упором 4 поперечным сталкивателем 5 осуществляют разделение ряда 2 и перемещают выделенную порцию квадроз до кромки ряда 3. Поступательное движение сталкивателя 5 продолжается и в момент контакта 5ыде- ленной порции ряда 2 с кромкой ряда 3 происходит одновременное поступление порции ряда 2 в направлении ряда 3 и с ме- щение ряда 2 за счет воздействия косого упора 6 в направлении, гфотивоположном подаче сформированных рядов, и разделение квадров второго ряда 3. Смещение ряда 2 происходит по кромке ряда 3.
Перемещение первой выделенной порции квадров в направлении, противополохч- ном подаче сформированных рядов, необходимо начать не ранее момента ез контакта со вторым рядом, а закончить до момента полного отделения порции второго ряда.
Необходимость выполнения временных интервалов указанной операции обусловлено тем, что начало обратной подачи перемещения порции из ряда, поданного к упору 4 с заданным опережением, не имеет смысла до момента ее контакта со вторым рядом. А прекращение этого перемещения до момента полного отделения порции квадров второго ряда объясняется тем, что такое относительное перемещение в отделенных от рядов порциях может привести к разрушению сформированного лицевогр покрытия.
Геометрические размеры косого упора 6 выполнены таким образом,что смещение
ряда 2 навстречу подаче прекращается до момента полного отделения из ряда выделяемой порции квадров ряда 3.
Отделенные порции квадров рядов 2 и
3 перемещаются сталкивателем 5 до плоскости приемного стола 7, где формируется лицевое покрытие паркета.
Перед началом работы планки ряда 2 ориентируют таким образом, чтобы планки
в квадре, контактирующем с упором 4, расположены продольной осью в направлении подачи сформированных рядов.
Упор 4 устройства.для осуществления способа выполнен регулируемым для обеспечения установки оптимального размера величины К.
Размер К 5-10 мм определен из следующих соображений.
По ГОСТ 862.4-87 минимальная ширина
планок лицевого покрытия bi 20± 0,2 мм, а их максимальная длина I 400 ± 0,2 мм. Тогда максимально возможное число планок в квадре п l/bi 400/20 20 шт.
Если принять наиболее неблагоприятный вариант, при котором планки ряда 2 выполнены с максимальными положительными допускаемыми отклонениями, а планки ряда 3 выполнены с максимальными отрицательными отклонениями; то различие длин порций рядов 2 и 3 при максимальных размерах лицевого покрытия 800 х 800 мм, составит
К 2 ( п I Д1 1 + i 0 2 ( 20 ) ± 0,2 j + -ЬI ± 0,2 1) - 8,4 мм
где п - число планок в квадре;
AI - максимальный допуск на ширину планок, мм;
максимальный допуск на длину планок, мм.
Но на практике планки одной партии имеют отклонения в размерах в одну сторону. Тогда можно принять величину Кмин 4,2 мм или с некоторым запасом Кмин 5 мм.
Размер Кмакс 10 мм принят как величина, равная половине минимальной ширине планки. Увеличение размера Кмакс 10 мм в большую сторону будет ухудшать условия сдвига порции квадров за счет возможности незахвата крайней планки в квадре.
Таким образом, размер К 5-10 мм можно считать наиболее рациональным для формирования существующих видов лицевого покрытия паркета согласно предлагаемому способу.
На фиг. 2 дано графическое пояснение
возможности сбоя при сдвиге порции квадров способом, приведенным в прототипе.
При11 12 произойдет столкновение четвертого квадра первой порции, выделяемой
толкателем с пятым, невыделяемым квад- ром второго ряда. Отсчет квадров следует вести от упора 4...
Возможность разности длин порций И и 12 за счет различия геометрических размеров планок объяснена выше.
На фиг. 3 дано графическое пояснение необходимости расположения планок квад- ра первого ряда, контактирующего с упором 4 в направлении, совпадающем с направлением подачи сформированных рядов, Если это условие не соблюдается (как показано на фиг. 3) на границе раздела рядов (зона зацепления торцов), происходит скольжение торцов планок последнего квадра первой порции квадров по торцам планок пятого, считая от упора 4, квадра второго ряда, что, учитывая безостановочноед виже- ние транспортера 1 и, соответственно, постоянный поджим торцов планок друг к другу, может привести с зацеплению торцов и сбою в работе.
Правильное чередование квадров в рядах проверяется перед началом работы и в случае неверного порядка чередования из устройства изымают по одному последнему квадру из каждого ряда перед упором 4, и
порядок чередования, определяемый предлагаемым способом, восстанавливается. Формула изобретеия Способ формирования лицевого покрытия паркета, включающий параллельную подачу двух непрерывных сформированных квадров до упора, выделение порции квадров одного ряда с четным числом квадров, совмещение выделенной порции с вторым
сформированным рядом, разделение последнего и полное отделение выделенных порций от сформированных рядов, отличающийся тем, что, с целью повышения производительности за счет повышения надежности,
параллельную подачу сформированных рядов с опережением ряда, смещаемого первым на 5-10 мм, после совмещения порции квадров этого ряда со вторым сформиирован- ным рядом и его разделения осуществляют
перемещение первой порции в направлении, противоположном подаче сформированных рядов по кромке второго ряда до границы его раздела, при этом операцию перемещения первой порции выполняют в промежуток
времени от контакта первого и второго ряда до момента полного отделения порции второго ряда, а планки квадра, контактирующего с упором, располагают в направлении, совпадающем с направлением подачи сформированных рядрв.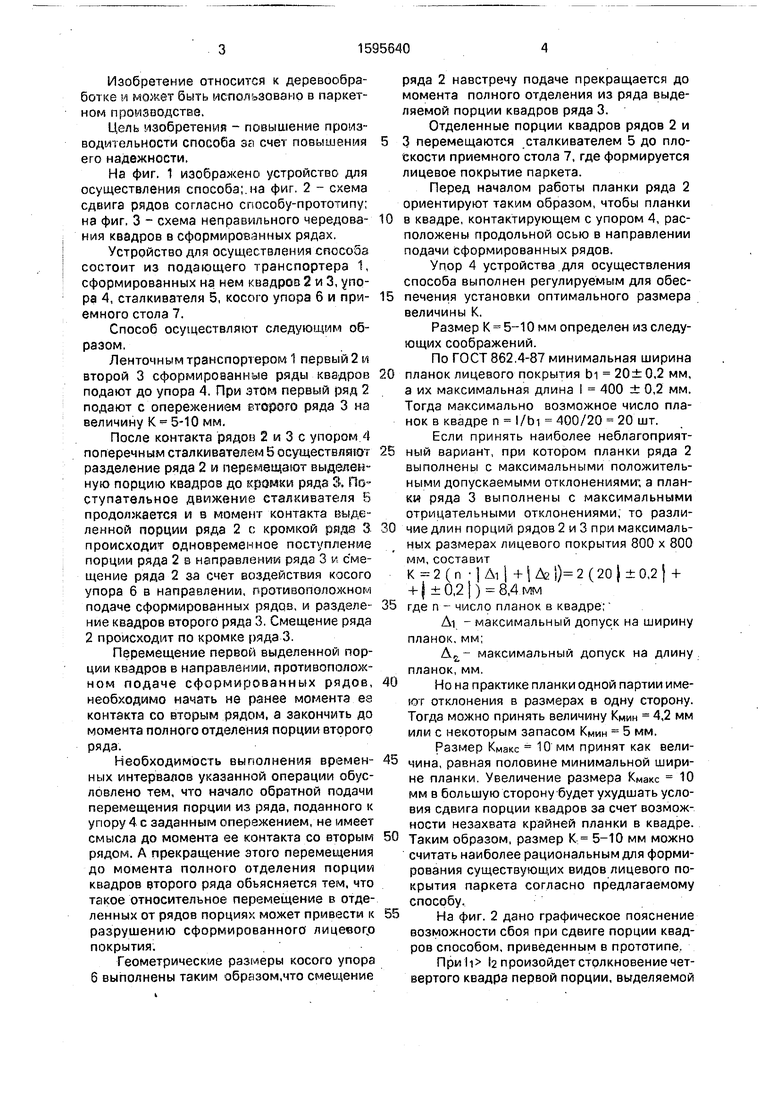
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для набора лицевого слоя декоративного паркета | 1984 |
|
SU1184683A1 |
| Устройство для набора лицевого покрытия паркета | 1985 |
|
SU1276497A1 |
| Устройство для формирования лицевого слоя паркета | 1986 |
|
SU1368173A1 |
| Устройство для изготовления декоративного паркета | 1984 |
|
SU1211048A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ НАБОРА ЛИЦЕВОГО СЛОЯ ЩИТОВОГО ПАРКЕТА | 1973 |
|
SU382510A1 |
| Способ изготовления облицовочного покрытия паркета | 1986 |
|
SU1368172A1 |
| Распределительно-поворотное устройство | 1985 |
|
SU1337260A2 |
| Способ и устройство формирования лицевого покрытия паркетного щита | 1981 |
|
SU1020245A1 |
| ПАРКЕТНАЯ ПЛИТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2049661C1 |
| Способ формирования лицевого покрытия паркетного щита и устройство для его осуществления | 1978 |
|
SU680876A1 |

Изобретение относится к деревообрабатывающей промышленности и может быть использовано в паркетном производстве. Цель изобретения - повышение производительности за счет повышения надежности способа. Способ формирования лицевого покрытия паркета состоит в том, что параллельную подачу сформированных рядов выполняют с опережением ряда 2 на 5-10 мм, после совмещения рядов сталкивателем осуществляют перемещение первой порции выделенных квадратов в направлении, противоположном подаче рядов до границы раздела ряда. При этом операцию перемещения первой порции выполняют в промежуток времени от контакта порций первого и второго рядов до момента полного отделения порции ряда. Планки квадрата, контактирующего с упором, располагают в направлении, совпадающем с направлением подачи сформированных рядов. 3 ил.
Фиг.2.
OHQ зацепления торцоЗ
Фиг.д
| Авторское свидетельство СССР № 1291407, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Распределительно-поворотное устройство | 1973 |
|
SU460184A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
