20 1Э 8 S I
гз
т
т
оа с) эо
ЧЭ
Фиг. 2
11368172
Изобретение относится к деревообрабатывающей промьшшенности,- в частности к производству паркета.
Цель изобретения - повьппение производительности процесса изготовления лицевого покрытия паркета.
На фиг.1 изображена схема линии изготовления облицовочного покрытия паркета, вид сбоку; на фиг.2 - то
g м
10
же, ВИД сверху.
Линия включает стол 1 с установленными на нем кассетами 2 для паркетных планок 3 и фигурным трлкателем 4, приводимым от кривошипно-штун- 16 нены между собой и другими известпокрытия 23. Фигурным толкателем 4 ориентированные ряды 26 подают по .. столу 1 между боковыми ограничителя- ми 6 и верхними прижимами 7, которые создают необходимое сопротивление для плотного прижатия планок между собой и в таком состоянии планки скрепляют по выбранной схеме, например при предварительной намазке кро- мокг клеем с помощью обогреваемого элемента 8 создают необходимую температуру для склеивания планок 3 межг ду собой. Планки 3 могут быть соеди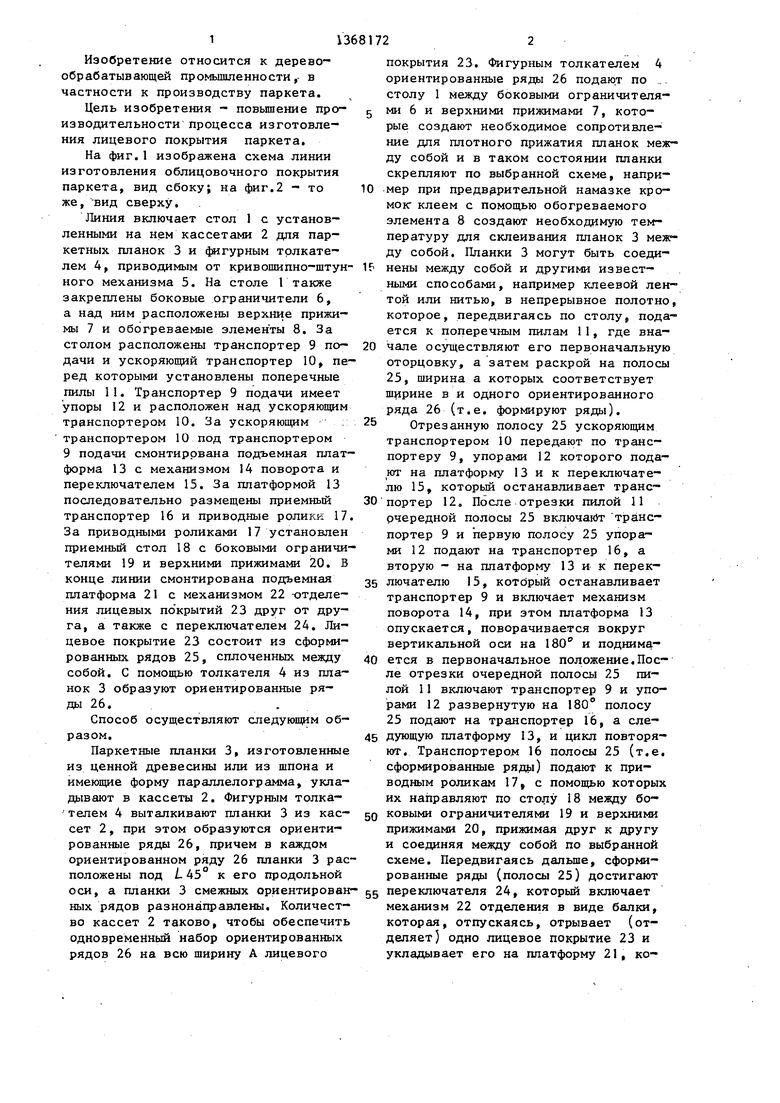

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования лицевого слоя паркета | 1986 |
|
SU1368173A1 |
| Устройство для укладки на поддон планок лицевого покрытия паркетных досок | 1973 |
|
SU475271A1 |
| Установка для изготовления деревянных щитов | 1979 |
|
SU887168A1 |
| Устройство формирования лицевого покрытия паркетного щита | 1980 |
|
SU946938A2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПАРКЕТНЫХ ЛЕНТ | 1969 |
|
SU241652A1 |
| Устройство для набора лицевого покрытия паркета | 1985 |
|
SU1276497A1 |
| Способ формирования лицевого покрытия паркетного щита и устройство для его осуществления | 1978 |
|
SU680876A1 |
| Устройство для набора лицевого слоя декоративного паркета | 1984 |
|
SU1184683A1 |
| Устройство для формирования паркетных планок | 1982 |
|
SU1273248A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
Изобретение относится к деревообрабатывающей пpo &Iшлeннocти. Цель изобретения - повышение производительности. Линия для изготовления лицевого покрытия включает кассеты 2 для паркетных планок 3, гурный толкатель 4, транспортер 9 подачи, подъемную платформу 13 и стол 18, Планки 3 укладывают в кассеты 2, откуда фигурным толкателем 4 перемещают, образуя ориентированные ряды (Р) 26. Планки 3 имеют форму параллелограмма и расположены в каждом из Р 26 под углом 45° к его продольной оси. Планки 3 смежных Р 26 раз- нон правлены. Количество кассет 2j а значит и Р 26 обеспечивает ширину А лицевого покрытия 23. Совокупность Р 26 раскраивают на полоси (сформированные ряды) 25, ширина а которых соответствует ширине Ъ Р 26. Сформи ровйнные ряды 25 через один разворачивают с помощью платформы 13, а затем сплачивают их в лицевое покрытие 23. 1 з.п. фг-лы, 2 ил. с е (Л
ного механизма 5. На столе Г также закреплены боковые ограничители 6, а над ним расположены верхние прижимы 7 и обогреваемые элементы 8. За столом расположены транспортер 9 подачи и ускоряющий транспортер 10, перед которыми установлены поперечные пилы И. Транспортер 9 подачи имеет упоры 12 и расположен над ускоряющим транспортером 10. За ускоряющим : транспортером 10 под транспортером 9 подачи смонтирована подъемная платформа 13 с механизмом 14 поворота и переключателем 15. За платформой 13 последовательно размещены приемный транспортер 56 и приводные ролики 17. За приводными роликами 17 установлен приемный стол 18 с боковыми ограничителями 19 и верхними прижимами 20. В конце линии смонтирована подъемная платформа 21 с механизмом 22 чэтделе- ния лицевых по крытий 23 друг от друга, а также с переключателем 24. Лицевое покрытие 23 состоит из сформированных рядов 25, сплоченных между собой. С помощью толкателя 4 из планок 3 образуют ориентированные ряды 26.
Способ осуществляют следующим образом.
Паркетные планки 3, изготовленные из ценной древесины или из шпона и имеющие форму параллелограмма, укла45 дующую платформу 13, и цикл повторяют. Транспортером 16 полосы 25 (т.е сформированные рядьО подают к приводным роликам 17, с помощью которых их направляют по столу 18 между бодьтают в кассеты 2. Фигурным толкателем 4 выталкивают планки 3 из кас-59 ковыми ограничителями 19 и верхними сет 2, при этом образуются ориенти-прижимами 20, прижимая друг к другу рованные ряды 26, причем в каждоми соединяя между собой по выбранной ориентированном ряду 26 планки 3 рас-схеме. Передвигаясь дальше, сформи- положены под /-45 к его продольнойрованные ряды (полосы 25) достигают оси, а планки 3 смежных ориентирован- gg переключателя 24, который включает ных рядов разнонаправлены. Количест-механизм 22 отделения в виде балки.
которая, отпускаясь, отрывает (отделяет) одно лицевое покрытие 23 и укладывает его на платформу 21, ково кассет 2 таково, чтобы обеспечить одновременный набор ориентированных рядов 26 на всю ширину А лицевого
ными способами, например клеевой лентой или нитью, в непрерывное полотно, которое, передвигаясь по столу, подается к поперечным пилам 11, где вначале осуществляют его первоначальную оторцовку, а затем раскрой на полосы 25, ширина а которых соответствует ширине в и одного ориентированного ряда 26 (т.е. формируют ряды).
Отрезанную полосу 25 ускоряющим транспортером 10 передают по транспортеру 9, упорами 12 которого пода- ют на платформу 13 и к переключателю 15, который останавливает транспортер 12, После отрезки пилой 11 очередной полосы 25 включанЗт транспортер 9 и первую полосу 25 упорами 12 подают на транспортер 16, а вторую - на платформу 13 и к переключателю 15, который останавливает транспортер 9 и включает механизм поворота 14, при этом платформа 13 опускается, поворачивается вокруг вертикальной оси на 180 и поднимается в первоначальное положение.После отрезки очередной полосы 25 пилой 11 включают транспортер 9 и упорами 12 развернутую на 180° полосу 25 подают на транспортер 16, а следующую платформу 13, и цикл повторяют. Транспортером 16 полосы 25 (т.е. сформированные рядьО подают к приводным роликам 17, с помощью которых их направляют по столу 18 между боковыми ограничителями 19 и верхними прижимами 20, прижимая друг к другу и соединяя между собой по выбранной схеме. Передвигаясь дальше, сформи- рованные ряды (полосы 25) достигают переключателя 24, который включает механизм 22 отделения в виде балки.
ковыми ограничителями 19 и верхними прижимами 20, прижимая друг к другу и соединяя между собой по выбранной схеме. Передвигаясь дальше, сформи- рованные ряды (полосы 25) достигают переключателя 24, который включает механизм 22 отделения в виде балки.
которая, отпускаясь, отрывает (отделяет) одно лицевое покрытие 23 и укладывает его на платформу 21, кои
2J
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ НАБОРА ЛИЦЕВОГО СЛОЯ ЩИТОВОГО ПАРКЕТА | 0 |
|
SU382510A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Механическая обработка древесины | |||
| Экспресс-информация | |||
| - М.: ВНИПИЭИ- леспром, 1984, вып | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
