Изобретение относится к черной металлургии, в частности к способам набивки футляра чугунной летки доменных печей, и может быть использовано в других отраслях промьшшенности при уплотнении материалов в замкнутом объеме.
Цель изобретения - повьппение стойкости футляра, увеличение срока его службы и сокращение времени набивки.
Согласно способу трамбовку осуществляют последовательно по зонам; сначала периферийной зоны, затем периферийной и центральной зон одновременно и центральной зоны при отношении их площадей к площади поперечного сечения .футляра в пределах 0,50-0,56, 0,30-0,35 и 0,45-0,50 соответственно, при этом перед началом трамбовки каждой зоны в полость футляра загружают очередную порцию огнеупорной массы, перекрываюшую футляр по всему его поперечному сечению.
Рациональное отношение площади набивки к площади поперечного сечения футляра определено экспериментально путем применения-трамбовок различ- ных конфигураций. При коэффициенте отношения площади набивки к площади поперечного сечения футляра более 0,56 не обеспечивается качество плотного прилегания огнеупорной массы к стенкам футляра. При коэффициенте от- ;ношения менее 0,30 огнеупорная масса вьщавливается в зазор между диаметром полости футляра и диаметром трамбовки, а плотность прилегания массы : к стенкам футляра увеличивается при этом незначительно.
Способ реализуют с помощью устройства набивки футляра со сменными трамбовочными головками.
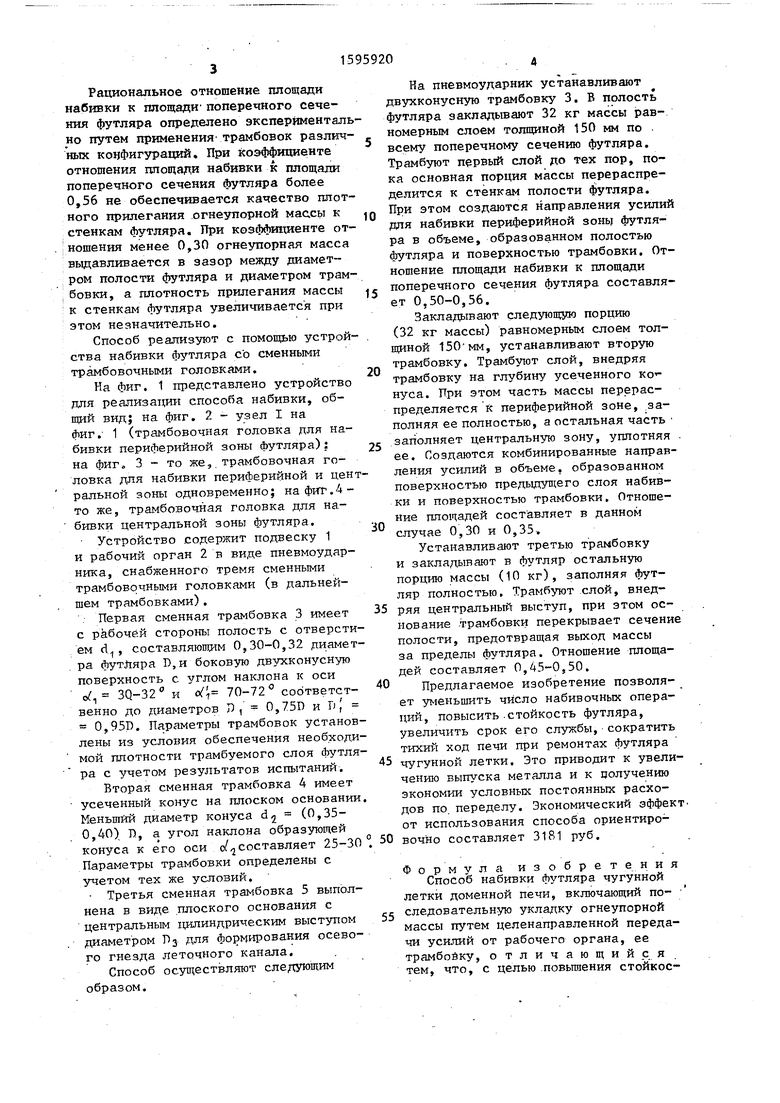
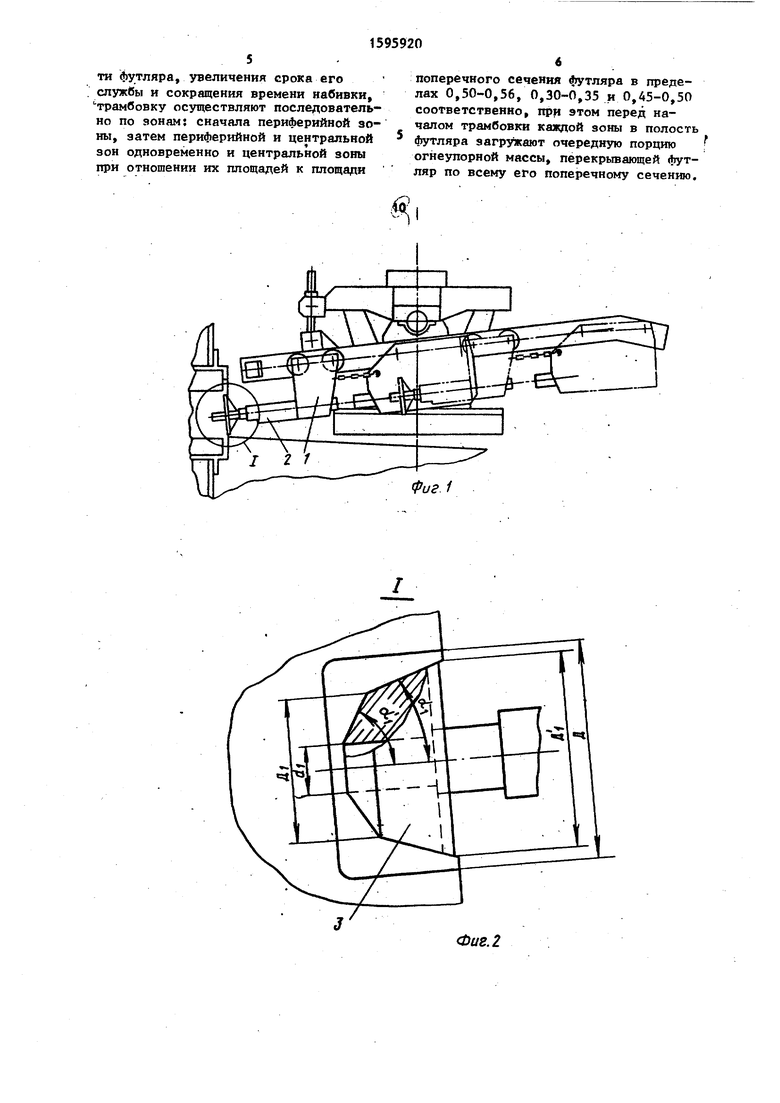
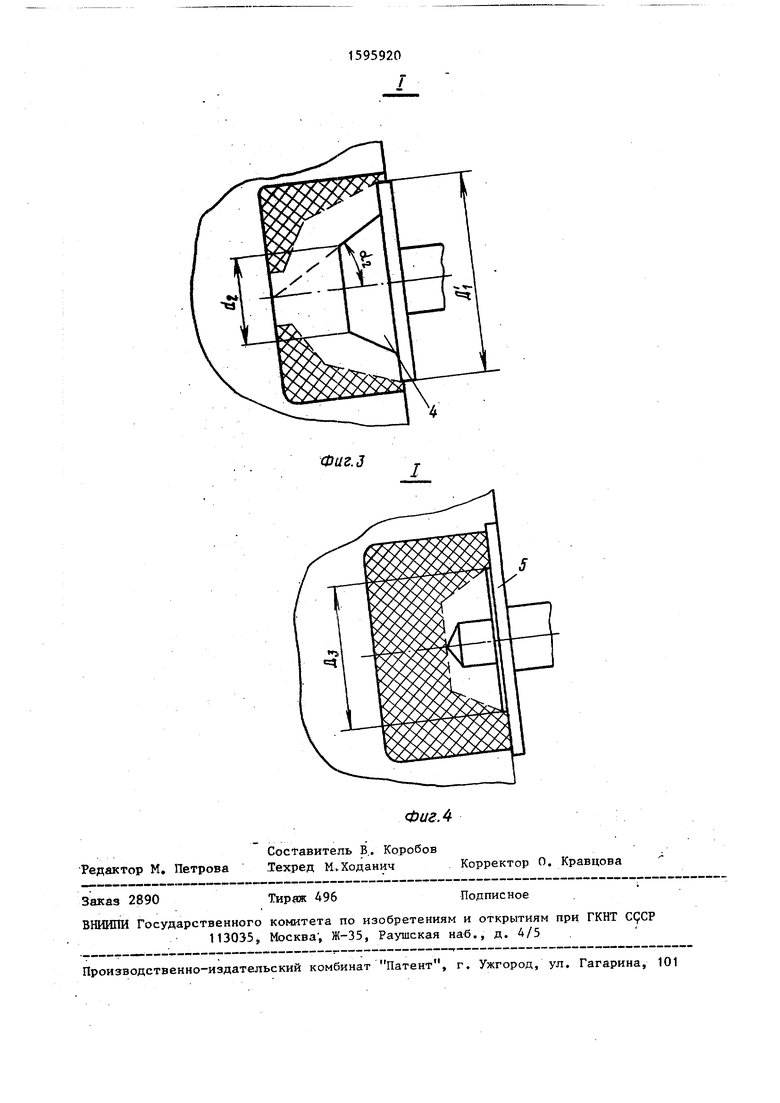
На фиг. 1 представлено устройство для реализации способа набивки, общий вид; на фиг. 2 - узел I на фиг.- 1 (трамбовочная головка для набивки периферийной зоны футляра): на Фиг 3 то же,, трамбовочная головка для набивки периферийной и центральной зоны одновременно; на фиг.4- то же, трамбовочная головка для набивки центральной зоны футляра.
Устройство содержит подвеску 1 и рабочий орган 2 в виде пневмоудар- ника, снабженного тремя сменными трамбовочными головками (в дальнейшем трамбовками).
Первая сменная трамбовка 3 имеет с рабочей стороны полость с отверстием а , составляюпщм 0,30-0,32 диаметра футляра D,и боковую двухконусную поверхность с углом наклона к оси
о 30-32 и « ; 70-72° соответственно до диаметров D, 0,75D и Р, 0,95Р. Парс 1метры трамбовок установлены из условия обеспечения необходимой плотности трамбуемого слоя футля ра с учетом результатов испытаний.
Вторая сменная трамбовка 4 имеет
усеченный конус на плоском основании Меньший диаметр конуса d (0,350 40) 1). а угол наклона образующей
9 яI.. с
конуса к его
оси с/ составляет 25-30
Параметры трамбовки определены с учетом тек же условий.
- Третья сменная трамбовка 5 выполнена в виде плоского основания с центральным цилиндрическим выступом диаметром Dj для форми эования осевого гнезда леточного канала.
Способ осуществляют следующим
образом.
0
5
5
На пневмоударник устанавливают двухконусную трамбовку 3. В полость футляра закладывают 32 кг массы рав- номерньм слоем толщиной 150 мм по всему поперечному сечению футляра. Трамбуют первый слой до тех пор, пока основная порция массы перераспределится к стенкам полости футляра. При этом создаются направления усилий дня набивки периферийной зоны футляра в объеме, образованном полостью футляра и поверхностью трамбовки. Отношение площади набивки к площади поперечного сечения футляра составляет 0,50-0,56.
Закладывают следующего порцию (32 кг массы) равномерным слоем толщиной 150 мм, устанавливают вторую трамбовку. Трамбуют слой, внедряя трамбовку на глубину усеченного ко нуса. При этом часть массы перераспределяется к периферийной зоне, .заполняя ее полностью, а остальная часть заполняет центральную зону, уппотняя . ее. Создаются комбинированные направления усилий в объеме, образованном поверхностью предыдуп(его слоя набивки и поверхностью трамбовки. Отношение площадей составляет в данном случае 0,30 и 0,35.
Устанавливают третью трамбовку и закладывают в футляр остальную порцию массы (Ю кг), заполняя футляр полностью. Трамбуют слой, внед- 35 ряя центральный выступ, при этом ос- нование ,трамбовки перекрывает сечение полости, предотвращая выход массы за пределы футляра. Отношение площадей составляет 0,45-0,50.
Предлагаемое изобретение позволя- ет уменьшить число набивочных операций, повысить.стойкость футляра, увеличить срок его службы,сократить тихий ход печи при ремонтах футляра 45 чугунной летки. Это приводит к увеличению выпуска металла и к цолучению экономии условных постоянных расходов по переделу. Экономический эффект, от использования способа ориентировочно составляет 3181 руб.
30
40
50
Ф
ормула изобрет е н и я
Способ набивки футляра чугунной летки доменной печи, включающий по- следовательную укладку огнеупорной массы путем целенаправленной переда- гда усилий от рабочего органа, ее трамбойку, отличающийся . тем, что, с целью .повьш1ения стойкоети футляра, увеличения срока его . службы и сокращения времени набивки, трамбовку осуществляют последовательно по зонам: сначала периферийной зоны, затем периферийной и центральной зон одновременно и центральной зоны при отношении их площадей к площади
поперечного сечения футляра в пределах 0,50-0,56, 0,30-0,35 и 0,45-0,50 соответственно, при этом перед началом трамбовки каждой зоны в полость футляра загружают очередную порцию огнеупорной массы, перекрьгоающей футляр по всему его поперечному сечению.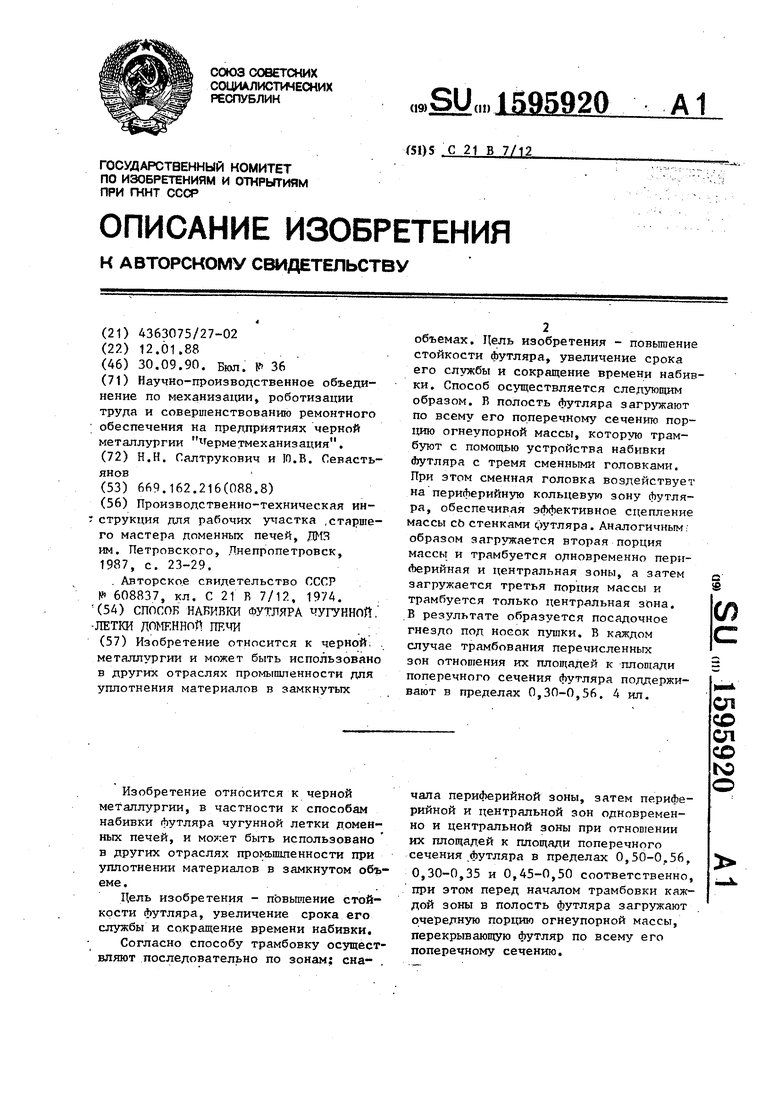
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обслуживания футляра чугунной ленты доменной печи | 1976 |
|
SU608837A1 |
| Устройство для уплотнения грунтов | 1988 |
|
SU1818411A1 |
| Машина для обслуживания футляра чугунной летки доменной печи | 1976 |
|
SU577239A1 |
| СНАБЖЕННОЕ ЭКРАНОМ ТРАМБОВОЧНОЕ УСТРОЙСТВО И СПОСОБ ФОРМИРОВАНИЯ НАБИВНОЙ СВАИ | 2009 |
|
RU2500856C2 |
| Рабочий орган машины для ремонта футеровки сталеразливочных ковшей | 1984 |
|
SU1227334A1 |
| Машина для трамбования | 1987 |
|
SU1831493A3 |
| Трамбовка | 1978 |
|
SU791823A1 |
| Устройство для выпуска продуктов плавки из доменной печи | 1982 |
|
SU1073284A1 |
| Цементная прямоугольная ребристая черепица и пресс для ее изготовления | 1923 |
|
SU897A1 |
| ЧУГУННАЯ ЛЕТКА ДОМЕННОЙ ПЕЧИ | 2008 |
|
RU2370545C1 |
Изобретение относится к черной металлургии и может быть использовано в других отраслях промышленности для уплотнения материалов в замкнутых объемах. Целью изобретения является повышение стойкости футляра, увеличение срока его службы и сокращение времени набивки. Способ осуществляется следующим образом. В полость футляра загружают по всему его поперечному сечению порцию огнеупорной массы, которую трамбуют с помощью устройства набивки футляра с тремя сменными головками. При этом сменная головка воздействует на периферийную кольцевую зону футляра, обеспечивая эффективное сцепление массы со стенками футляра. Аналогичным образом загружается вторая порция массы и трамбуется одновременно периферийная и центральная зоны, а затем загружается третья порция массы и трамбуется только центральная зона. В результате образуется посадочное гнездо под носок пушки. В каждом случае трамбования перечисленных зон отношения их площадей поперечного сечения футляра поддерживают в пределах 0,30-0,56. 4 ил.
vt( 1
Фиг. 2
Фиг. 3
Редактор М, Петрова
ФигЛ
Сосч-авитель В,. Коробов
Техред М,.Ходанич Корректор О. Кравцова
Заказ 2890
Тираж 496
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ cqCP 113035, Москва , Ж-35, Раушская наб., д. 4/5
f,,---..-...---- -- ™ ™
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
I
Подписное
| Производственно-техническая ин струкция для рабочих участка .старшего мастера доменных печей, ДМЯ им | |||
| Петровского, Лнепропетровск, 1987, с | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для обслуживания футляра чугунной ленты доменной печи | 1976 |
|
SU608837A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
