1
(21)4282447/23-33
(22)09.07.87
(46) 23.11.90. Бюл. № 43
(71)Конструкторское бюро по железобетону им. А. А. Якушева
(72)Б. В. Соловьев, Д. Н. Лунев и В. К. Никифоровский
(53)666.97.033.17(088.8)
(56)Авторское свидетельство СССР № 1531843, кл. В 28 В 21/34, 1985.
(54)УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СО СКВОЗНЫМИ ПРОДОЛЬ- НБ1МИ ПУСТОТАМИ ИЗ БЕТОННЫХ СМЕСЕЙ
(57)Изобретение относится к производству изделий со сквозными продольными пустотами из бетонных смесей и обеспечивает
возможность изготовления раструбных труб. Это достигается тем, что каретка 2 снабжена обоймой 13, а шнековый питатель - размещенной в нем цилиндрической секцией 6, связанной с уплотняющей секцией 7 разъемным соединением. Последняя выполнена с цилиндрическим хвостовиком, а камера 4 прессования - в виде составной из продольных секций цилиндрической обечайки с задней конической раструбной частью 19. Возбудитель колебаний в виде вибратора расположен в цилиндрическом хвостовике, а приводной двигатель - в пустотооб- разоватапе 10. Установка снабжена смонтированным на основании 1 и охватывающим пустотообразователь 10 фиксатором положения последнего. з.п.ф-лы, 4 ил.
(
Изобретение относится к производству изделий со сквозными продольными пустотами из бетонных смесей и обеспечивает возможность изготовления раструбных труб. Это достигается тем, что каретка 2 снабжены обоймой 13, а шнековый питатель - размещенной в нем цилиндрической секцией 6, связанной с уплотняющей секцией 7 разъемным соединением. Последняя выполнена с цилиндрическим хвостовиком, а камера прессования 4 - в виде составной из продольных секций цилиндрической обечайки с задней конической раструбной частью 19. Возбудитель колебаний в виде вибратора расположен в цилиндрическом хвостовике, а приводной двигатель - в пустообразователе 10. Установка снабжена смонтированным на основании 1 и охватывающим пустотообразователь 10 фиксатором положения последнего. 1 з.п.ф-лы, 4 ил.
« 4« ..г Г 15 1 27
Ю
О5 О
сх о сд N
Изобретение относится к производству бетонных и железобетонных трубчатых изделий экструзионным способом.
Цель изобретения - обеспечение изготовления раструбных труб.
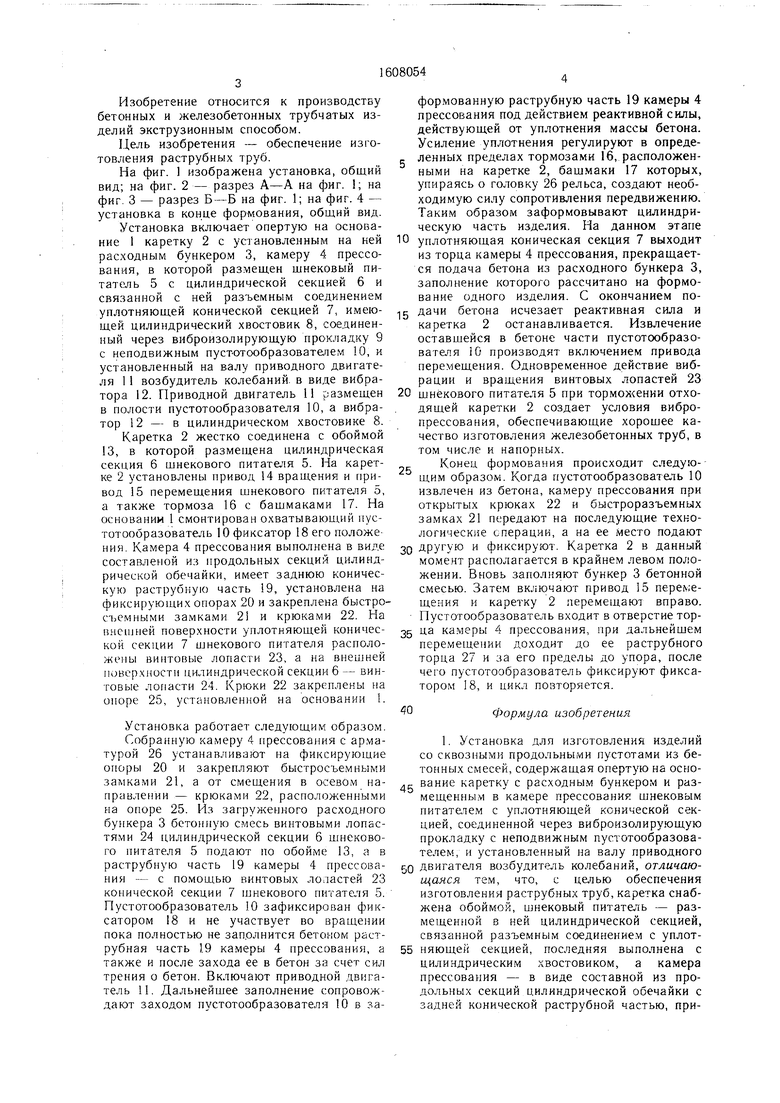
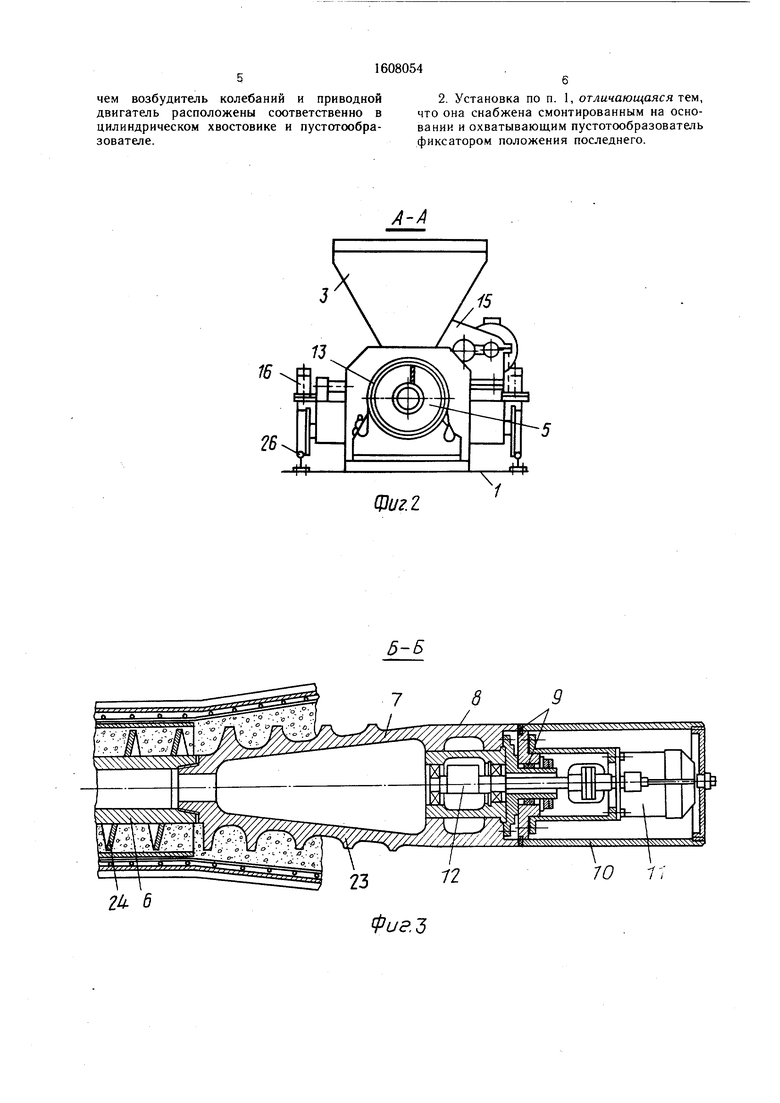
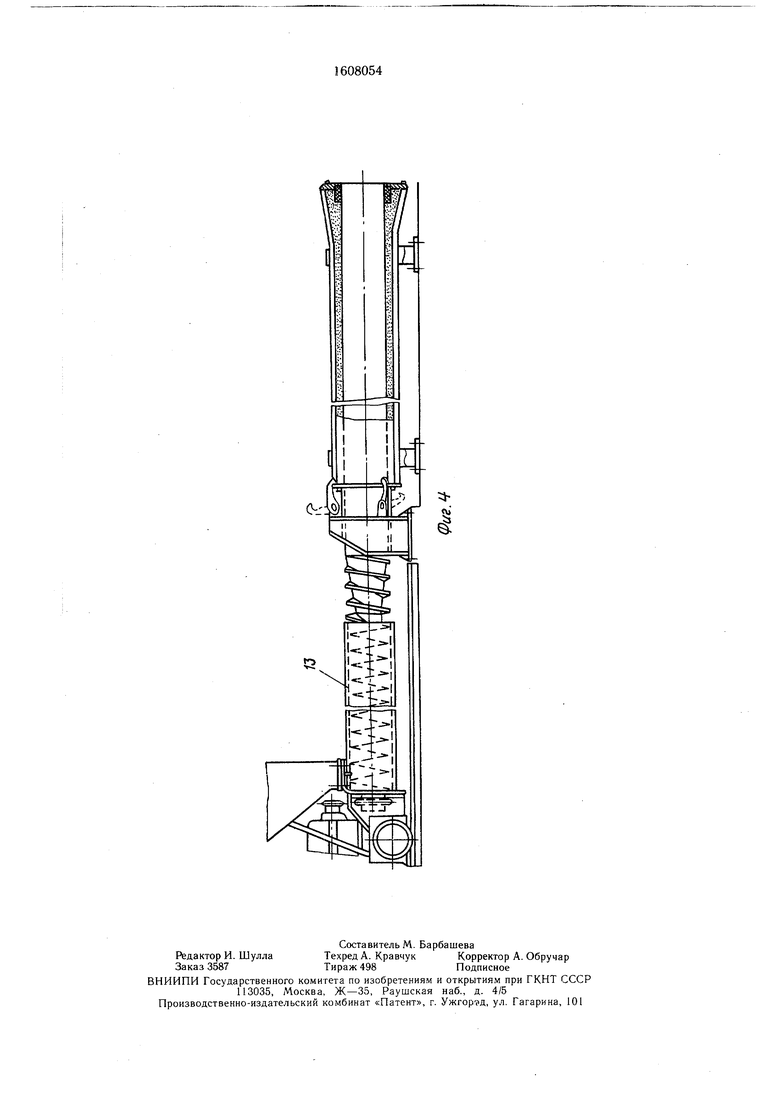
На фиг. 1 изображена установка, общий вид; на фиг. 2 - разрез А-А на фиг. ; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - установка в конце формования, общий вид.
Установка включает опертую на основаформованную раструбную часть 19 камеры 4 прессования под действием реактивной силы, действующей от уплотнения массы бетона. Усиление уплотнения регулируют в определенных пределах тормозами 16, расположенными на каретке 2, башмаки 17 которых, упираясь о головку 26 рельса, создают необходимую силу сопротивления передвижению. Таким образом заформовывают цилиндрическую часть изделия. На данном этапе
ние 1 каретку 2 с установленным на ней 10 уплотняющая коническая секция 7 выходит
из торца камеры 4 прессования, прекращается подача бетона из расходного бункера 3, заполнение которого рассчитано на формование одного изделия. С окончанием поуплотняющей конической секцией 7, имею- дачи бетона исчезает реактивная сила и
расходным бункером 3, камеру 4 прессования, в которой размещен шнековый питатель 5 с цилиндрической секцией 6 и связанной с ней разъемным соединением
щей цилиндрический хвостовик 8, соединенный через виброизолирующую проклад| у 9 с неподвижным пустотообразоватепе.м 10, и установленный на валу приводного двигателя 11 возбудитель колебаний, в виде вибракаретка 2 останавливается. Извлечение оставшейся в бетоне части пустотообразо- вателя iO производят включением привода перемещения. Одновременное действие вибрации и вращения винтовых лопастей 23
тора 12. Приводной двигатель 11 размещен 20 шнёкового питателя 5 при тормох ении отхов полости пустотообразователя 10, а вибратор 12 - в цилиндрическом хвостовике 8. Каретка 2 жестко соединена с обоймой 13, в которой размеи.|,ена цилиндрическая секция 6 шнёкового питателя 5. На каретке 2 установлены привод 14 вращения и привод 15 перемещения шнёкового питателя 5, а также тормоза 16 с башмаками 17. На основании 1 смонтирован охватывающий пус- тотообразователь 10 фиксатор 18 его положедящей каретки 2 создает условия вибропрессования, обеспечивающие хорощее качество изготовления железобетонных труб, в том числе и напорных.
Конец формования происходит следую-- щим образом. Когда пустотообразователь 10 извлечен из бетона, камеру прессования при открытых крюках 22 и быстроразъемных замках 21 передают на последующие технологические операции, а на ее место подают
ния. Камера 4 прессования выполнена в виде фиксируют. Каретка 2 в данный
составленой из продольных секции цилиндрической обечайки, имеет заднюю коническую раструбную часть 19, установлена на фиксирующих опорах 20 и закреплена быстро- съемными замками 21 и крюками 22. На внешней поверхности уплотняющей конической секции 7 щнекового питателя расположены винтовые лопасти 23, а на внешней иовср.хности цилиндрической секции 6 - винтовые лопасти 24. Крюки 22 закреплены на опоре 25, установленной на основании 1.
Установка работает следующим образом.
Собранную камеру 4 прессования с арматурой 26 устанавливают на фиксирующие опоры 20 и закрепляют быстросъемными
момент располагается в крайнем левом положении. Вновь заполняют бункер 3 бетонной смесью. Затем вк гючают привод 15 перемещения и каретку 2 перемещают вправо. Пустотообразоват&ть входит в отверстие тор- 35 Ца камеры 4 прессования, при дальнейшем перемещении доходит до ее раструбного торца 27 и за его пределы до упора, после чего пустотообразователь фиксируют фиксатором 18, и цикл повторяется.
Формула изобретения
50 двигателя возбудитель колебаний, отличающаяся тем, что, с целью обеспечения изготовления раструбных труб, каретка снабжена обоймой, шнековый питате чь - размещенной в ней цилиндрической секцией, связанной разъемным соединением с уплот55 няющей секцией, последняя выполнена с цилиндрическим хвостовиком, а камера прессования - в виде составной из продольных секций цилиндрической обечайки с задней конической раструбной частью, приформованную раструбную часть 19 камеры 4 прессования под действием реактивной силы, действующей от уплотнения массы бетона. Усиление уплотнения регулируют в определенных пределах тормозами 16, расположенными на каретке 2, башмаки 17 которых, упираясь о головку 26 рельса, создают необходимую силу сопротивления передвижению. Таким образом заформовывают цилиндрическую часть изделия. На данном этапе
уплотняющая коническая секция 7 выходит
дачи бетона исчезает реактивная сила и
каретка 2 останавливается. Извлечение оставшейся в бетоне части пустотообразо- вателя iO производят включением привода перемещения. Одновременное действие вибрации и вращения винтовых лопастей 23
шнёкового питателя 5 при тормох ении отхо20 шнёкового питателя 5 при тормох ении отходящей каретки 2 создает условия вибропрессования, обеспечивающие хорощее качество изготовления железобетонных труб, в том числе и напорных.
Конец формования происходит следую-- щим образом. Когда пустотообразователь 10 извлечен из бетона, камеру прессования при открытых крюках 22 и быстроразъемных замках 21 передают на последующие технологические операции, а на ее место подают
фиксируют. Каретка 2 в данный
момент располагается в крайнем левом положении. Вновь заполняют бункер 3 бетонной смесью. Затем вк гючают привод 15 перемещения и каретку 2 перемещают вправо. Пустотообразоват&ть входит в отверстие тор- 35 Ца камеры 4 прессования, при дальнейшем перемещении доходит до ее раструбного торца 27 и за его пределы до упора, после чего пустотообразователь фиксируют фиксатором 18, и цикл повторяется.
Формула изобретения
двигателя возбудитель колебаний, отличающаяся тем, что, с целью обеспечения изготовления раструбных труб, каретка снабжена обоймой, шнековый питате чь - размещенной в ней цилиндрической секцией, связанной разъемным соединением с уплотняющей секцией, последняя выполнена с цилиндрическим хвостовиком, а камера прессования - в виде составной из продольных секций цилиндрической обечайки с задней конической раструбной частью, причем возбудитель колебаний и приводной двигатель расположены соответственно в цилиндрическом хвостовике и пустотообра- зователе.
26
lit- 6
Фа г. 2
70 11
Фиа
