1
Изобретение относится к строительству, а конкретнее к устройствам для формования железобетонных изделий типа плит,-и предназначено для уплотнения бетонных смесей и формообразования пустот в изделии.
Известно устройство для изготовления многопустотных панелей, состоящее, из каретки, установленной на направляющих, вибропустотообразователей планетарнодебалансного типа и привода. Вибропустотообразователи являются основным рабочим органом машины. В каждом пустотообразователе машины установлено три вибратора. Вибратор представляет собой вал с дебалансами, вращающимися в двух цилиндрических опорах с шарикоподщипниками. Опоры валов вибраторов установлены в корпусах пустотообразователей свободно с зазором в 0,5-1,5 мм. а при вращении вала обкатываются внутри корпуса. Входной вал каждой виброгруппы соединен с приводными валами общей концевой опоры, установленной на каретке. Во время работы вибраторов . происходит уплотнение бетонной смеси 1.
Недостатком такого устройства является большой уровень щума и недолговечность вибраторов в пустотообразовате тях. В первую очередь выходят из строя щарикоподшипники, так как опоры их установлены в корпусах свободно с зазором н при вращении вала обкатываются внутри корпуса. Из-за того, что на внутренней поверхности корпуса (труб) имеется микрорельеф, происходит биение опор и подшипники несут дополнительную динамическую нагрузку.
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является установка для формования пустотных железобетонных изде.пий, 15 содержащая форму, резонансную плиту с возбудителем горизонтально направленных колебаний, каретку, на упругих опорах .которой смонтирована траверса с жестко прикрепленными пустотообразователями, и 2„ механизм привода 2.
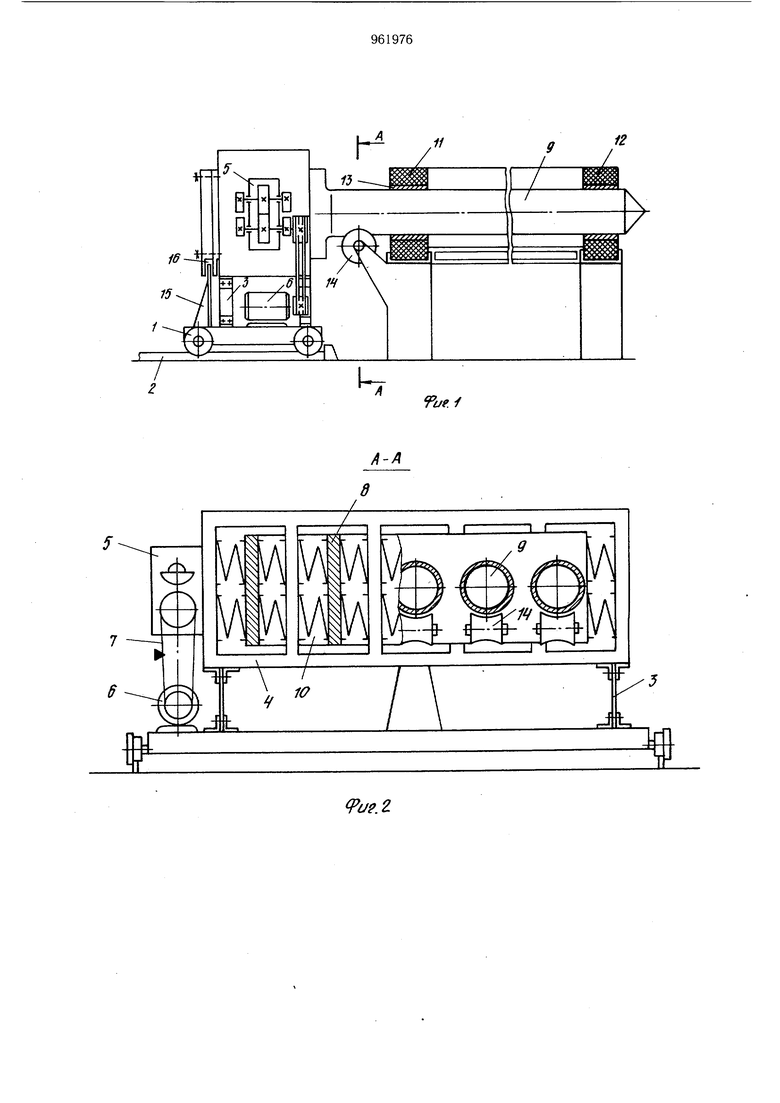
Недостатком такого устройства является его малая эффективность при уплотнении жестких бетонных смесей. Малая эффективность устройства объясняется тем, что пустотообразователи совершают горизонтальные колебания вдоль своих продольных осей. Продольные колебания пустотообразователей лишь незначительно разжижают бетонную смесь вокруг их поверхности, что не дает качественного уплотнения смеси по всей высоте формуемого изделия. Цель изобретения - повышение эффективности работы установки. Поставленная цель достигается тем, что в установке для формования пустотных железобетонных изделий, содержащей форму, резонансную плиту с возбудителем горизонтально направленных колебаний, каретку, на упругих опорах которой смонтирована траверса с жестко прикрепленными пустотообразователями, и механизм привода, резонансная плита выполнена в виде охватывающего траверсу пространственного каркаса, а торцовые борта формы выполнены из упругого материала. На фиг. 1 показана предлагаемая установка, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - установка,-вид сверху. Установка для формования пустотных изделий состоит из каретки 1, имеющей возможность передвигаться по рельсам 2. На каретке 1 при помощи амортизаторов 3 установлен пространственный каркас 4, к которому жестко прикреплен вибровозбудитель 5, связанный с приводом 6 при помощи клиноременной передачи 7. В раму вставлена траверса 8, к одной из сторон которой жестко прикреплены пустотообразователи 9. Каркас 4 с траверсой 8 соединены при помощи упругих элементов 10. В рабочем положении пустотообразователи находятся внутри торцовых бортов 11 и 12, выполненных из упругого материала, в отверстия которых вставлены металлические обечайки 13. В нерабочем положении пустотообразователи 9 опираются на ролики 14. Для извлечения и введения пустотообразователей 9 в рабочее подожение используется упор 5, входящий в отверстие 16 траверсы 8. Установка работает следующим образом. Предварительно очищенный поддон устанавливают на формовочный пост, закладывают необходимую арматуру, закрывают бортоснастку, в том числе борта 11 и 12. Приводом каретки 1 (не показан) приводят ее в движение. При этом упор 15 начинает толкать траверсу 8 и пустотообразователи 9, которые своими заостренными концами въезжают в отверстия борта 11, отрываясь от роликов 14. При дальнейшем движении пустотообразователи 9 занимают положение между бортами 11 и 12. Из бункера бетоноукладчика подают бетонную смесь и заполняют пространство между продольными и торцовыми бортами. включают электродвигатель 6, который при помощи клиноременной передачи 7 приводит в действие вибровозбудитель 5. Массы каркаса 4, траверсы 8 с пустотообразователями 9, жесткость упругих элементов 10, амортизаторов 3 и частота вращения вибровозбудителя 5 подобраны таким образом, что система входит в околорезонансный режим и пустотообразователи 9 начинают совершать изгибные колебания, преимуш,ественно, в горизонтальной плоскости. перпендикулярной главным осям пустотообразователей. Волновые поперечные колебания пустотообразователей намного эффективнее продольных, поэтому происходит интенсивное уплотнение жестких бетонных смесей. В дальнейшем производят подсыпку недостающего количества бетонной смеси, устанавливают пригруз и производят повторное вибрирование. После окончания уплотнения бетонной смеси включают привод каретки для извлечения пустотообразователей 9 из отформованного изделия и бортов 11 и 12. При этом за упор 15 каретка 1 тянет траверсу 8, а вместе с ней пустотообразоЬатели 9, которые в крайнем (нерабочем) положении опускаются на роли-ки 14. С отформованного изделия снимают пригруз, раскрывают бортоснастку и на поддоне его убирают для выполнения последующих технологических операций. Указанная установка долговечна в работе, эффективна для уплотнения жестких бетонных смесей, все узлы легко доступны при эксплуатации. Уровень шума при работе такой установки значительно ниже, чем у известных установок, так как отсутствуют вибраторы в пустотообразователях, а упругие элементы между рамами .могут быть выполнены из резины. Формула изобретения Установка для формования пустотных железобетонных изделий, содержащая форму, резонансную плиту с возбудителем горизонтально направленных колебаний, каретку, на упругих опорах которой смонтирована траверса с жестко прикрепленными пустотообразователями, и механизм привода, отличающаяся тем, что, с целью повышения эффективности работы, резонансная плита выполнена в виде охватывающего траверсу пространственного каркаса, а торцовые борта формы выполнены из упругого материала. Источники информации, принятые во внимание при экспертизе 1.Колодзий И. И. Формование сборных железобетонных изделий и конструкций. М., «Высшая школа, 1978, с. 201-203. 2.Авторское свидетельство СССР № 361884, кл. В 28 В 17/00, 1969. И / fue.f
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПЛИТ ПУСТОТНОГО НАСТИЛА | 1992 |
|
RU2023588C1 |
| Виброформующий узел | 1980 |
|
SU903115A1 |
| Установка для формования многопустотных строительных изделий | 1987 |
|
SU1502326A1 |
| Установка для формования многопустотных панелей | 1982 |
|
SU1159781A1 |
| ВИБРОИМПУЛЬСНОЕ УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ МОНОЛИТНЫХ КОНСТРУКЦИЙ ИЗ ЖЕСТКИХ БЕТОННЫХ СМЕСЕЙ | 2003 |
|
RU2252138C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОННОЙ СМЕСИ | 2004 |
|
RU2274545C1 |
| Формовочная машина для изготовления железобетонных многопустотных плит | 1991 |
|
SU1794672A1 |
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| Устройство для формования пустотных бетонных изделий | 1985 |
|
SU1379114A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ МНОГОПУСТОТНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2101170C1 |

fPu.2.
