Изобретение относится к обработке металлов давлением и может быть использова-. но при получении штампованных заготовок типа противовесов..
Цель изобретения - экономия металла за счет оптимального расположения заготовки в гравюре питания, обеспечивающего равномерное распределение облоя по периметру поковки.
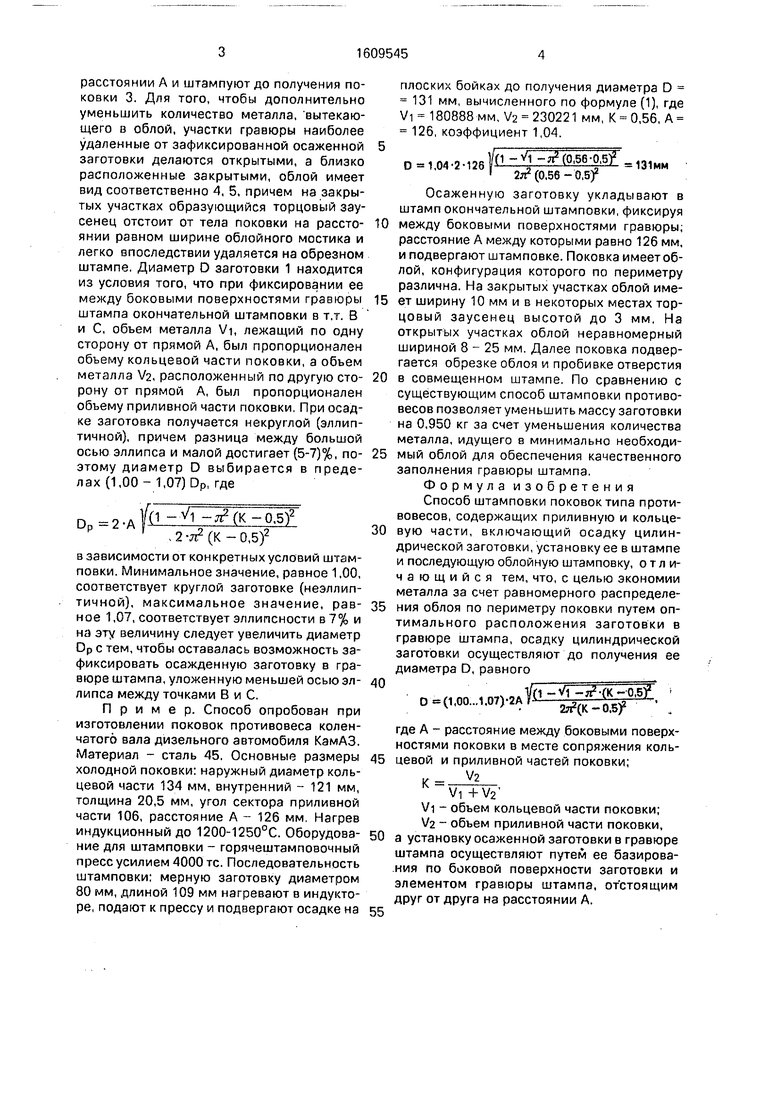
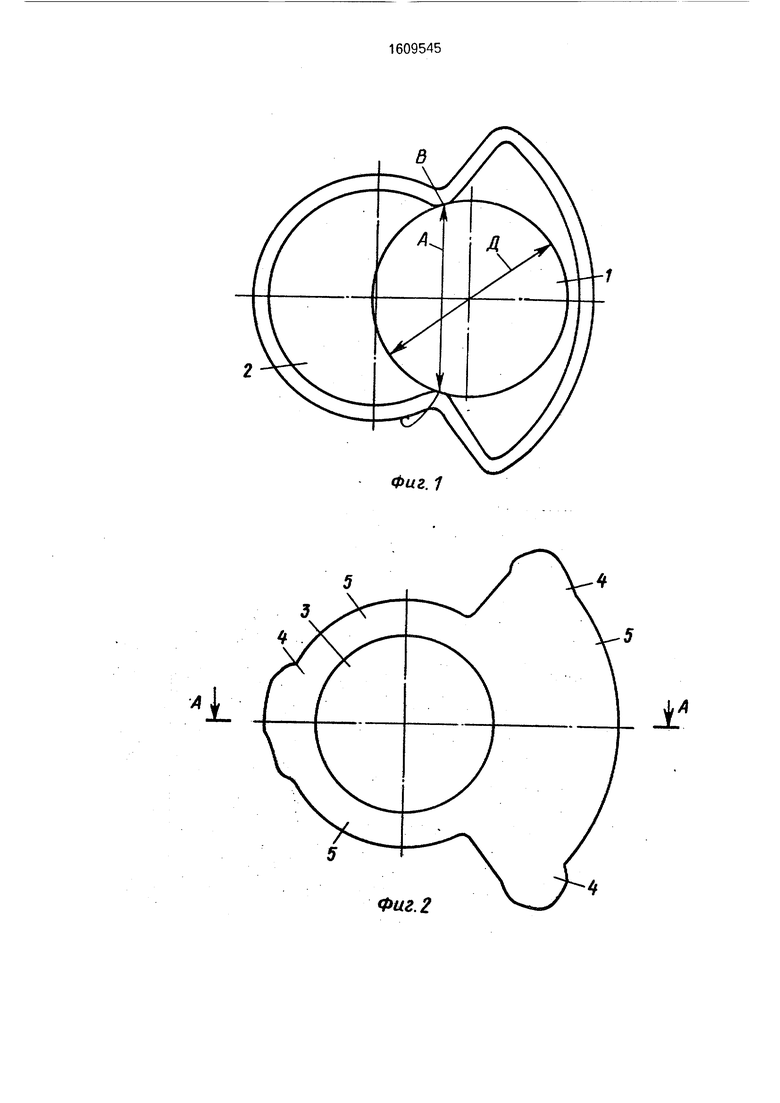
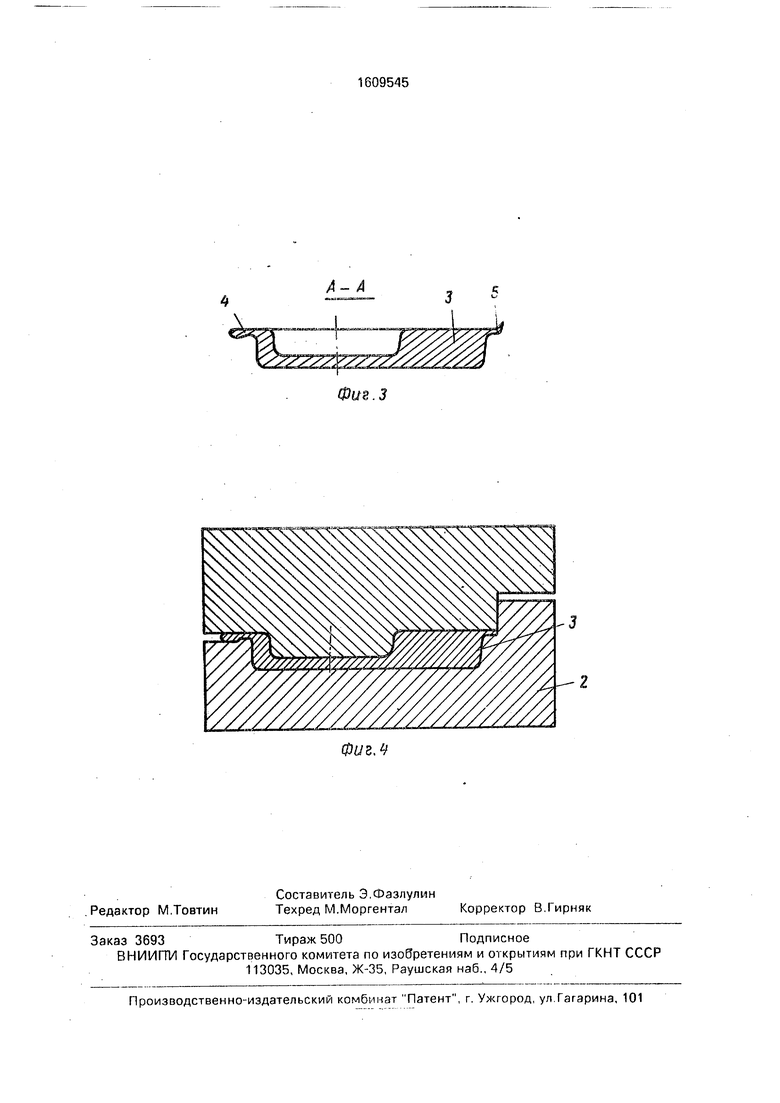
На фиг. 1 показана осаженная заготовка, зафиксированная в гравюре штампа; на фиг. 2 - отштампованная поковка противовеса, вид в плане; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - штамп для окончательной штамповки.
Способ осуществляется следующим образом.
Нагретую заготовку осаживают в торец до придания ей формы цилиндра диаметром, определяемым по формуле
-0.oo...w,..O) ,
где А - минимальное расстояние между боковыми поверхностями поковки в месте сопряжения кольцевой и приливной частей ее;
V2
К
Vi +V2
Vi - объем кольцевой части поковки;
V2 - объем приливной части поковки. Осаженную заготовку 1 укладывают в гравюру штампа 2, базируют по ее боковой поверхности и элементам гравюры штампа в т.т. В и С. отстоящих друг от друга на
ON О
О
сл
i. СЛ
расстоянии А и штампуют до получения поковки 3. Для того, чтобы дополнительно уменьшить количество металла, вытекающего в облой, участки гравюры наиболее удаленные от зафиксированной осаженной заготовки делаются открытыми, а близко расположенные закрытыми, облой имеет вид соответственно А, 5, причем на закрытых участках образующийся торцовый заусенец отстоит от тела поковки на расстоянии равном ширине облойного мостика и легко впоследствии удаляется на обрезном штампе, Диаметр D заготовки 1 находится из условия того, что при фиксировании ее между боковыми поверхностями гравюры штампа окончательной штамповки в т.т. В и С, обьем металла Vi, лежащий по одну сторону от прямой А, был пропорционален объему кольцевой части поковки, а обьем металла V2, расположенный по другую сторону от прямой А, был пропорционален объему приливной части поковки, При осадке заготовка получается иекруглой (эллиптичной), причем разница между большой осью эллипса и малой достигает (5-7)%, поэтому диаметр D выбирается в пределах (1,00 - 1,07) Dp, где
D (-0 -2.л2(К-0,5)2
в зависимости от конкретных условий штамповки. Минимальное значение, равное 1,00, соответствует круглой заготовке (неэллиптичной), максимальное значение, равное 1,07, соответствует эллипсности в 7% и на эту величину следует увеличить диаметр Dp с тем, чтобы оставалась возможность зафиксировать осажденную заготовку в гравюре штампа, уложенную меньшей осью эллипса между точками В и С,
Пример. Способ опробован при изготовлении поковок противовеса коленчатого вала дизельного автомобиля КамАЗ. Материал - сталь 45, Основные размеры холодной поковки: наружный диаметр кольцевой части 134 мм, внутренний - 121 мм, толщина 20,5 мм, угол сектора приливной части 106, расстояние А - 126 мм. Нагрев индукционный до 1200-1250°С. Оборудование для штамповки - горячештамповочный пресс усилием 4000 тс. Последовательность штамповки; мерную заготовку диаметром 80 мм, длиной 109 мм нагревают в индукторе, подают к прессу и подвергают осадке на
плоских бойках до получения диаметра D 131 мм, вычисленного по формуле (1), где Vi 180888 мм, V2 230221 мм, К 0,56, А 126, коэффициент 1,04.
В 1,0.2.126 Gl-(0.56.0,5f,,3lMM 2 (0,56 - 0,5)
Осаженную заготовку укладывают в штамп окончательной штамповки, фиксируя
между боковыми поверхностями гравюры; расстояние А между которыми равно 126 мм, и подвергают штамповке. Поковка имеет облой, конфигурация которого по периметру различна. На закрытых участках облой имеет ширину 10 мм и в некоторых местах торцовый заусенец высотой до 3 мм. На открытых участках облой неравномерный шириной 8-25 мм. Далее поковка подвергается обрезке облоя и пробивке отверстия
в совмещенном штампе. По сравнению с существующим способ штамповки противовесов позволяет уменьшить массу заготовки на 0,950 кг за счет уменьшения количества металла, идущего в минимально необходимый облой для обеспечения качественного заполнения гравюры штампа.
Формула изобретения Способ штамповки поковок типа противовесов, содержащих приливную и кольцевую части, включающий осадку цилиндрической заготовки, установку ее в штампе и последующую облойную штамповку, отличающийся тем, что, с целью экономии металла за счет равномерного распределения облоя по периметру поковки путем оптимального расположения заготовки в гравюре штампа, осадку цилиндрической заготовки осуществляют до получения ее диаметра D, равного
о.о,оо...,.оп.д1Е.;
где А - расстояние между боковыми поверхностями поковки в месте сопряжения коль- цевой и приливной частей поковки;
К
V2
Vi -1-V2
Vi - объем кольцевой части поковки; V2 - объем приливной части поковки, а установку осаженной заготовки в гравюре штампа осуществляют путем ее базирования по боковой поверхности заготовки и элементом гравюры штампа, отстоящим друг от друга на расстоянии А.
Фиг. 7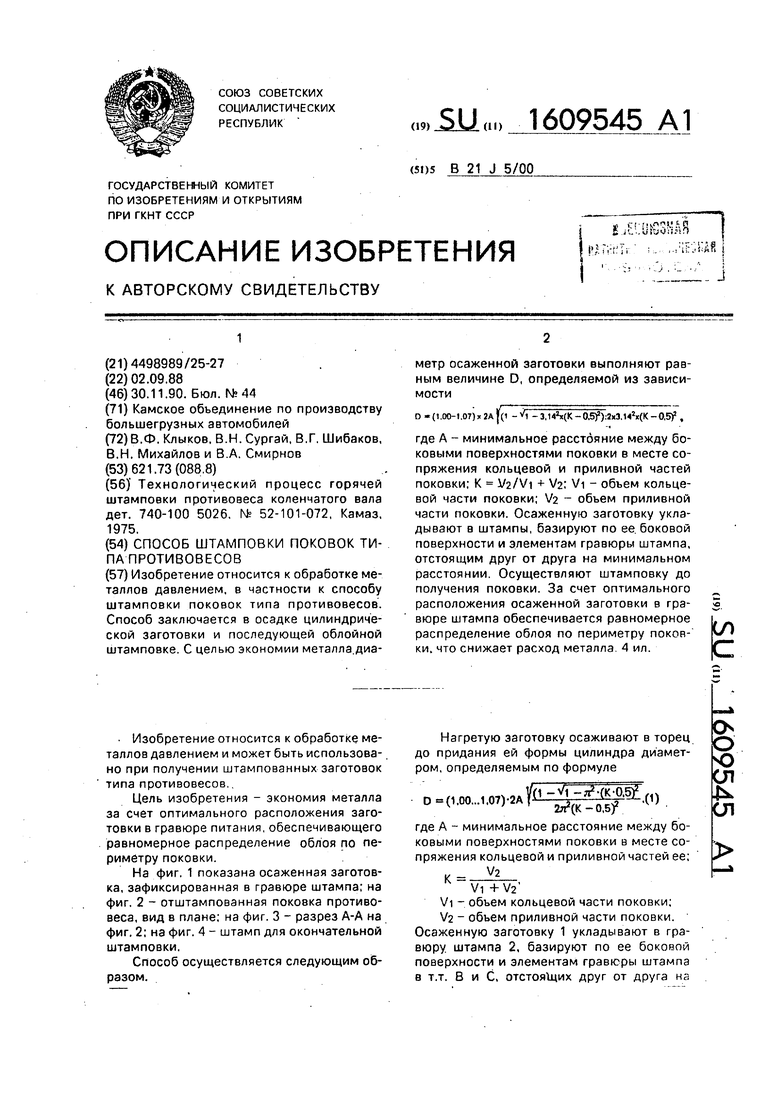
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2494831C2 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| Способ штамповки конических шестерен | 1990 |
|
SU1731399A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2509620C2 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
Изобретение относится к обработке металлов давлением, в частности к способу штамповки поковок типа противовесов. Способ заключается в осадке цилиндрической заготовки и последующей облойной штамповке. С целью экономии металла диаметр осаженной заготовки выполняют равным величине D, определяемой из зависимости D=(1,00-1,07)X2A√(1-√1-3,142X(K-0,5)2):2X3,142X(K-0,5)2, где A - минимальное расстояние между боковыми поверхностями поковки в месте сопряжения кольцевой и приливной частей поковки
K=V2/V1+V2 - объем кольцевой части поковки
V2 - объем приливной части поковки. Осаженную заготовку укладывают в штампы, базируют по ее боковой поверхности и элементам гравюры штампа, отстоящим друг от друга на минимальном расстоянии. Осуществляют штамповку до получения поковки. За счет оптимального расположения осаженной заготовки в гравюре штампа обеспечивается равномерное распределение облоя по периметру поковки, что снижает расход металла. 4 ил.
1
±
Фиг. 2
А-К
ФигЛ
| Технологический процесс горячей штамповки противовеса коленчатого вала дет | |||
| АППАРАТ ДЛЯ ПРЕССОВАНИЯ И РАЗРЕЗАНИЯ ТОРФА НА КИРПИЧИ | 1923 |
|
SU740A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
