Изобретение относится к комбинированной обработке металлов резанием и может быть использовано при ремонте teплooбмeнныx аппаратов, в частности для разборки соединений труб с трубными ре- шетками.
Цель изобретения - повышение произ- йодительности за счет сокращения времени ||)азборки соединения.
На чертеже представлен инструмент {цля разборки соединений труб с трубными (|)ешетками.
Инструмент имеет головку, выполненную в виде конического участка 1, длиной L, (; режущими зубцами 2 с шагом Si, последо- нательно расположенными по спирали в на- правлении вращения. Для удаления с тружки в процессе нарезания винтовой кат иавки предусмотрены продольные пазы 3. За режущими зубцами выполнена цилинд- рическая винтовая нарезка 4 с шагом S2 (1,5-2,0)Si и хвостовик 5.
Инструмент работает следующим образом.
В процессе вращательно-поступатель- Иого движения внутрь развальцованного Участка трубы устройство сначала нарезает винтовую канавку на внутренней поверхно- с|ти трубы, глубина которой несколько мень- LJje толщины стенки трубы. В процессе Дальнейшего вращательно-поступательно- гЬ движения в зацепление с винтовой канав- кюй на внутренней поверхности трубы вступает винтовая нарезка устройства с ша- грм большим, чем шаг винтовой канавки. В результате этого происходит последова- т льный отрыв спиральных витков друг от д|руга и их осевое смещение относительно п|оверхности отверстия.
При этом, если $2 1,5Si, осевое отно- сительное смещение спиральных витков может быть недостаточным для отрыва предыдущего витка от последующего. При S2 2Si возрастает нагрузка на винтовую нарезку устройства, что ведет к преждевре- Менному выходу его из строя. Изменение численного коэффициента от 1,5 до 2 обусловлено прочностными характеристиками материалов труб. Для более жестких металлов величина коэффициента должна быть 1,5-1,6 (например, для СтЮ, 12Х1МФ). Для мягких металлов и сплавов величина коэффициента должна быть 1,8-2,0 (например, ПТ-1М,МнЖМц 30-1-1).
Величину шага Si, следует выбирать из условия Si - (5 , где д - толщина стенки трубы. Если Si б , то может произойти смятие спирального витка на трубе в осевом направлении при воздействии на виток осевой силы. При этом отрыв данного витка от последующего может и не произойти. Если Si (5, то существенно возрастает величина осевого усилия, необходимого для преодоления силы трения между спиральным витком и стенкой отверстия, что может привести к поломке винтовой нарезки устройства.
При проектировании инструмента нужно иметь в виду следующее: максимальный диаметр режущих зубцов должен быть не более наружного диаметра трубы до развальцовки с целью исключения повреждения стенки отверстия в процессе работы устройства; высота режущих зубцов должна быть не меньше толщины стенки трубы после развальцовки. В противном случае в процессе нарезания винтовой канавки на внутренней поверхности трубы произойдет заклинивание инструмента.
В качестве примера можно привести образец инструмента, изготовленный из стали 9ХС для удаления труб 20 х 2 мм. Шаг режущих зубцов равен 2,5 мм, шаг винтовой нарезки 4 мм. Максимальная высота режущих зубцов принята равной 2 мм. Максимальный диаметр зубцов равен 19,8 мм.
Технический эффект, достигаемый при использовании предлагаемого инструмента по сравнению с прототипом, заключается в повышении производительности путем удаления трубы из трубной решетки за один технологический переход.
Кроме того, при использовании предлагаемого инструмента не требуется дополнительных устройств или приспособлений для удаления спиральных витков из отверстия трубной решетки.
Формула изобретения
Инструмент для разборки соединения трубы с трубной решеткой, содержащей рабочую головку с хвостовиком и режущими зубцами, последовательно расположенны: ми по спирали, отличающийся тем, что, с целью повышения производительности за счет сокращения времени разборки, головка выполнена с винтовой нарезкой, расположенной между участком режущих зубцов и хвостовиком, при этом шаг винтовой нарезки превышает шаг режущих зубцов в 1,5-2 раза.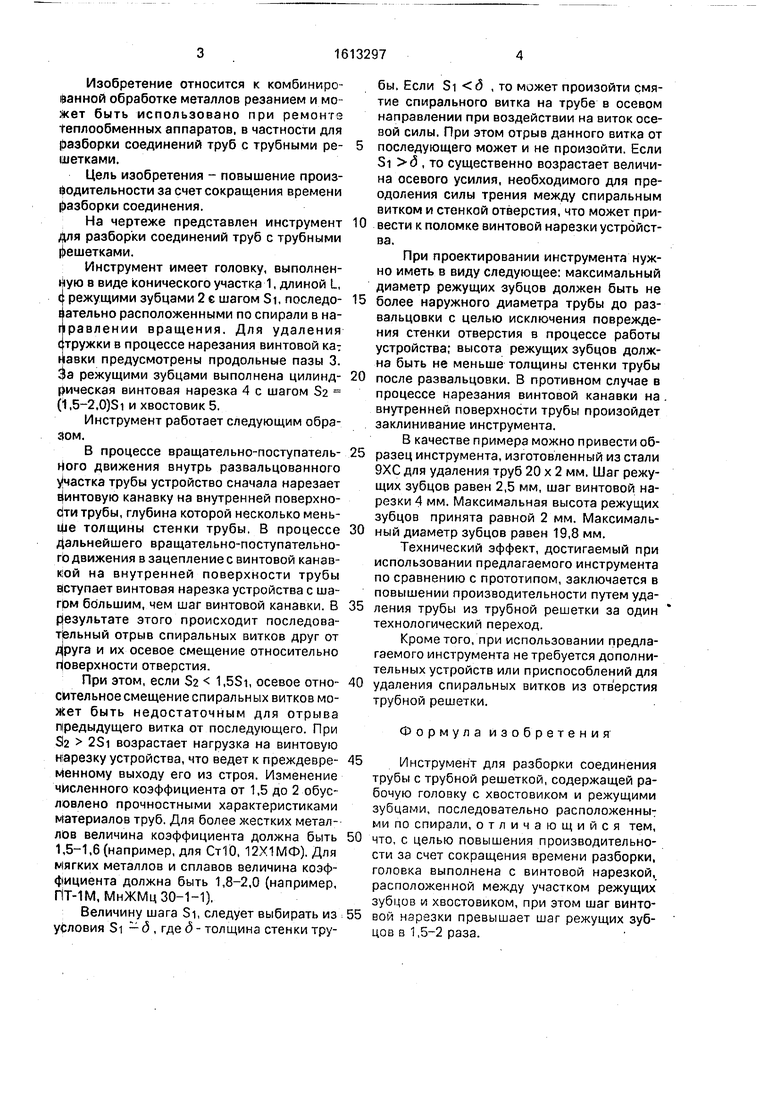
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2018416C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ ТЕПЛООБМЕННЫХ АППАРАТОВ И ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2776894C1 |
| СПОСОБ УСТАНОВКИ ВИНТОВОЙ СВАИ В МНОГОЛЕТНЕМЕРЗЛЫХ ГРУНТАХ И БУРОВОЙ ШНЕК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2022 |
|
RU2786081C1 |
| Способ соединения трубной решеткиС ТРубОй | 1979 |
|
SU837492A1 |
| Инструмент для развальцовки труб | 1979 |
|
SU742004A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2170635C2 |
| РАЗВЕРТКА | 2005 |
|
RU2288815C1 |
| Способ соединения трубной решетки с трубой | 1975 |
|
SU592491A1 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| СПОСОБ КРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ РАЗВАЛЬЦОВКОЙ | 2007 |
|
RU2360762C2 |
Изобретение относится к разборке соединений труб с трубными решетками при ремонте теплообменных аппаратов. Цель изобретения - повышение производительности за счет сокращения времени разборки соединения. Инструмент состоит из конического участка 1 с режущими зубцами 2 с шагом S1, последовательно расположенными по спирали в направлении вращения, цилиндрической винтовой нарезки 4 с шагом S2, в 1,5-2,0 раза большим, чем S1, а также хвостовика 5. Инструмент вводят, вращая, внутрь развальцовываемого участка трубы, в результате чего на поверхности последней зубцами 2 нарезается канавка, с которой в процессе дальнейшего вращательно-поступательного перемещения инструмент взаимодействует винтовой нарезкой 4. Происходит последовательный отрыв спиральных витков трубы друг от друга и их выход на поверхность решетки. 1 ил.
| Патент США ISfe 4043018 | |||
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| опублик | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
