Изобретение относится к машиностроению, в частности к способам и режущим инструментам для обработки отверстий.
Наиболее близким по технической сущности к предлагаемому является способ обработки отверстий, при котором инструменту в виде сверла сообщают относительные вращательное и осевое движения с циклически изменяемой скоростью [1].
Недостаток известного способа состоит в том, что обработку ведут цельным инструментом с зубьями на торце путем одновременного осевого перемещения зубьев на величину, обусловленную оптимальной по стойкости длиной стружки, с последующей остановкой этого перемещения до отделения стружки от срезаемого слоя. Осевое перемещение на величину, обусловленную величиной стружки, не соответствует условию наибольшей производительности обработки. А остановка осевого перемещения для отделения стружки не связана с резанием новых объемов материала заготовки, процесс резания при этом постепенно прекращается, что также снижает производительность обработки. Обработка преимущественно в направлении осевого перемещения инструмента ведется без предварительного наклепа срезаемого слоя, затрудняя резание вязких высокопластичных материалов, создавая повышенные остаточные напряжения на обработанной поверхности. Близкое по направлению деформирование срезаемого слоя при осевом перемещении и без него мало изменяет направление рисок обработки, что повышает шероховатость обработанной поверхности.
Следовательно, известный способ снижает производительность обработки и качество обработанной поверхности.
Наиболее близким по технической сущности к предлагаемому является инструмент - протяжка для обработки глубоких отверстий, содержащий зубья, выполненные по винтовой линии с постоянным шагом [2].
Недостаток известного инструмента состоит в том, что он выполнен в виде тела с непрерывными спиральными зубьями с постоянным шагом спирали, режущие кромки которых лежат на конической поверхности с увеличивающимся диаметром к калибрующей части. Работа такого инструмента при резании вязких материалов из-за необходимости срезания одновременно больших объемов материала сопровождается налипообразованием на ленточках, затрудненным стружкоотводом, требует снижения величины подъема на зуб и соответствующего увеличения длины протяжки или применения комплекта протяжек, что приводит к уменьшению производительности обработки. Одностороннее направление резания повышает остаточные напряжения и шероховатость обработанной поверхности. Следовательно, известный инструмент снижает производительность обработки и качество обработанной поверхности.
Цель изобретения - повышение производительности обработки и качества обработанной поверхности при резании вязких материалов.
Цель достигается тем, что в известном способе обработки отверстий, при котором инструменту сообщают относительные вращательное и осевое движение с циклически изменяемой скоростью, берут инструмент в виде протяжки с взаимно подвижными вдоль оси секциями, на которых выполнены спиральные зубья, при этом сообщают вращательное и осевое перемещения инструменту на величину из условия обеспечения предельно допустимого крутящего момента, после чего сообщают поступательное перемещение инструменту в обратном направлении, для чего последовательно относительно смещают секции со стороны поверхности врезания в заготовку. Поставленная цель достигается тем, что в известном инструменте для осуществления предлагаемого способа, содержащем зубья, выполненные по винтовой линии с постоянным шагом, инструмент выполнен в виде размещенных с возможностью относительного осевого перемещения полых втулок и установленных на них хвостовиков с выступами, причем зубья выполнены на втулках, а хвостовики с выступами размещены в полости последующей втулки и предназначены для взаимодействия с внутренними торцами втулки, при этом профиль зубьев в перпендикулярном оси инструмента сечении имеет геометрию метчика, а в осевом сечении - геометрию протяжки с зубьями, расположенными в шахматном порядке, причем разность длин полостей и выступов вдоль оси инструмента превышает шаг противолежащих зубьев инструмента.
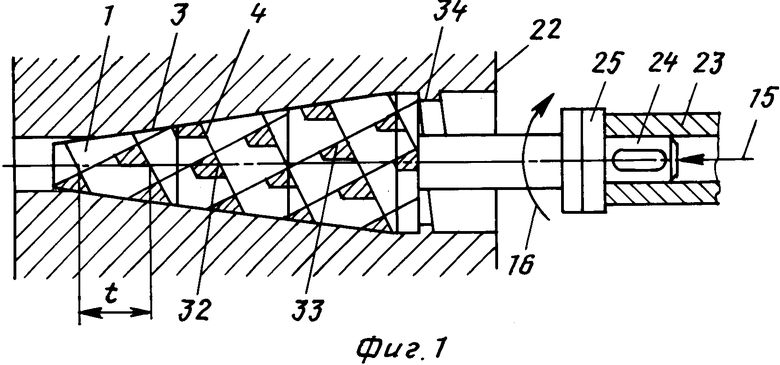
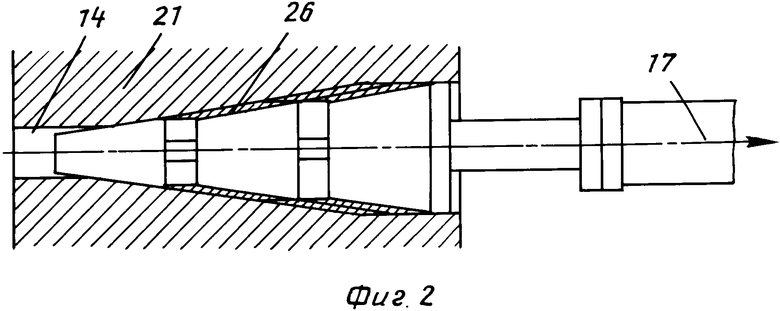
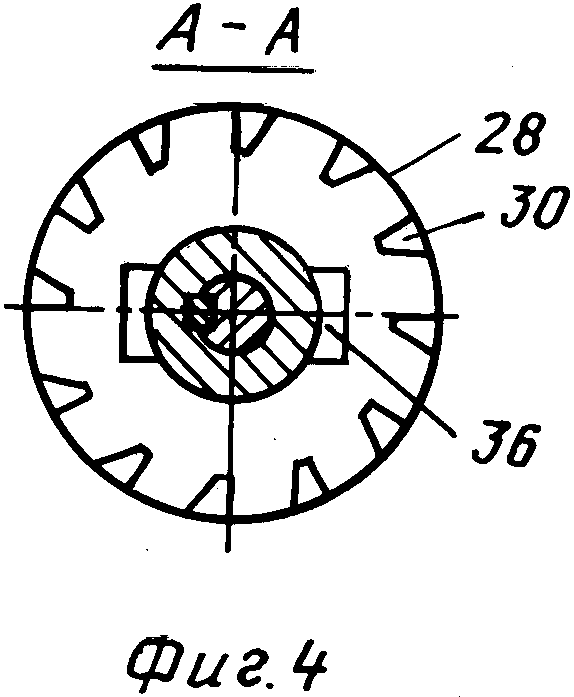
На фиг. 1, 2 приведены схемы, поясняющие предлагаемый способ; на фиг. 3 - режущий инструмент; на фиг. 4 - сечение А-А на фиг. 3.
Инструмент 1 ввинчивают в предварительное отверстие 14 заготовки 21 путем сообщения относительных вращательного по стрелке 16 и осевого по стрелке 15 движений. При этом берут инструмент 1 в виде протяжки с взаимно подвижными вдоль оси 13 секциями 18, 19, 20, на которых выполнены прерывистые спиральные зубья 2. Вращательное и осевое перемещения инструменту 1 сообщают на величину из условия обеспечения предельно допустимого крутящего момента по прочности инструмента 1, который задается предохранительной муфтой 25. То есть ввинчивание осуществляют до тех пор, пока вследствие возрастания сил резания не сработает и начнет пробуксовывать муфта 25. После этого сообщают поступательное перемещение инструменту в обратном направлении по стрелке 17, создавая тянущее усилие с помощью тяги 24, в результате чего последовательно относительно смещают секции 18, 19, 20 со стороны поверхности 22 врезания заготовки 21. Сначала сдвигается и начинает резать секция 18, затем после упора ее хвостовика 8 во внутренний торец 11 втулки 7 вступает в работу секция 19, далее аналогично секция 20, пока не будет срезан весь заключенный между зубьями 2 после ввинчивания материал. Так как поступательное перемещение по стрелке 17 осуществляют путем последовательного смещения секций 18, 19, 29, то осевая сила на инструменте 1 не превышает осевой силы, создаваемой любой из этих секций, то есть сила резания при протягивании снижается в сравнении с монолитным инструментом в число раз, равное приблизительно числу секций. Резание с помощью прерывистых спиральных зубьев 2 при ввинчивании инструмента 1 дробит припуск 26 на части, равные шагу витков t, что облегчает протягивание пластинчатого вязкого материала, укорачивает стружку, улучшая ее отвод, снижая налипообразование и наволакивание обрабатываемого материала на инструмент, делает возможной обработку больших припусков с малыми силами резания. Изменение направления резания после ввинчивания на поступательное перемещение приблизительно под прямым углом к первоначальному снижает остаточные напряжения и шероховатость обработанной поверхности.
Для пояснения конструкции инструмента и особенностей его работы на фиг. 1-4 показаны; инструмент 1, зубья 2, заборная часть 3, винтовая линия 4, оправка 5, втулки 6, 7, хвостовик 8, полость 9, выступ 10, торец 11, стенка 12, ось 13, предварительное отверстие 14, стрелки 15, 16, 17, секции 18, 19, 20, заготовка 21, поверхность 22 врезания, привод 23, тяга 24, муфта 25, припуск 26, шпонка 27, затылки 28, 29, стружечные канавки 30, 31, противолежащие зубья 32, 33, резьба 34, резьбовое соединение 35, технологический паз 36, шпоночный паз 37, шаг витков t, осевой шаг to, длины ln, lb.
Указанные элементы взаимосвязаны следующим образом. Инструмент 1 содержит зубья 2, расположенные на заборной части 3 вдоль винтовой линии 4, имеющей постоянный шаг витков t, и выполнен в виде размещенных с возможностью относительного осевого перемещения полых втулок 6, 7 и установленных в них хвостовиков 8 с выступами 10. Зубья 2 выполнены на полых втулках 6, 7. Полые втулки 6, 7 и хвостовики 8 установлены на общей оправке 5 со шпонками 27 вдоль оси 13 и содержат полости 9, а также стенки 12 с торцами 11. Хвостовик 8 втулки 6 входит в полость 9 соседней втулки 7 и своими выступами 10 взаимодействует с внутренним торцом 11 стенки 12, охватывающей хвостовик 8. Профиль зубьев 2 в сечении А-А, перпендикулярном оси 13 инструмента 1, имеет геометрию метчика с соответствующей формой затылков 28 и стружечных канавок 30. В осевом сечении на фиг. 3 профиль зубьев 2 имеет геометрию протяжки с соответствующей формой затылков 29 и стружечных канавок 31. Зубья 2 расположены по заборной части 3 в шахматном порядке. Разность длин ln полостей 9 и lb выступов 10, измеряемых вдоль оси 13 инструмента 1, превышает осевой шаг to и определяет рабочий ход секций 18, 19. Расположение зубьев 2 в шахматном порядке предусматривает перекрытие ими всей площади заборной части 3 и наличие противолежащих зубьев 32, 33.
Инструмент работает следующим образом.
При перемещении привода 23 через тягу 24 и муфту 25 инструмент 1 вводится в предварительное отверстие 14 заборной частью 3 и упирается последней в поверхность 22 врезания. При этом сдвигаются на оправке 5 втулки 6, 7, а хвостовики 8 входят глубже в полости 9. Далее инструменту сообщают винтовое движение путем одновременного осевого перемещения по стрелке 15 и вращения по стрелке 16. Инструмент начинает работать как метчик, нарезая в предварительном отверстии 14 резьбу 34. Нарезание резьбы 34 сопровождается ростом крутящего момента на инструменте вследствие увеличения суммарного сечения среза на зубьях 2. При достижении им предельно допустимого значения, по которому настроена муфта 25, например, шарикового типа с подпружиненными шариками между дисками, муфта 25 пробуксовывает и вращение инструмента 1 прекращается. После этого инструменту 1 сообщают поступательное перемещение по стрелке 17, выводя его из предварительного отверстия 14 путем приложения усилия к втулке 6. Соответственно сначала вступают в работу зубья 2 секции 18, они перемещаются до тех пор, пока выступ 10 втулки 6 не коснется торца 11 стенки 12. Перемещение выступа 10 превышает осевой шаг to противолежащих зубьев 32, 33 протяжки. Такое движение приводит к срезанию методом протягивания части припуска 26 секцией 18 зубьев 2. Далее вступает в работу втулка 7 с секцией 19 зубьев 2 и аналогично срезает свою часть припуска 26. Процесс завершается после срезания всего припуска 26 всеми секциями 18, 19, 20. Крутящий момент на втулки 6, 7 передается через тягу 24, муфту 25, хвостовики 8 и оправку 5, в пазы которой входят шпонки 27, взаимодействующие со шпоночными пазами 37 хвостовиков 8. Для возможности сборки инструмента 1 хвостовики 8 закреплены во втулках 6, 7 с помощью резьбового соединения 35, а втулки 6, 7 содержат технологические пазы 36 для ввода через них выступов 10 хвостовиков 8 в полости 9. Процесс повторяют, пока предварительное отверстие 14 не будет обработано полностью.
Нарезание резьбы 34 инструментом 1 с геометрией метчика и последующее протягивание инструментом 1 с геометрией протяжки делает процесс резания вязких материалов оптимальным по силам резания, стружкоотводу, снижает остаточные напряжения и шероховатость обработанной поверхности, делает возможной обработку одним инструментом любых припусков с увеличенными сечениями среза на каждый зуб при короткой заборной части.
Таким образом, описанный способ обработки и инструмент для его осуществления позволяют повысить производительность обработки и качество обработанной поверхности при резании вязких материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Протяжка для обработки вязких материалов | 1990 |
|
SU1787712A1 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| Способ осевого протягивания | 1981 |
|
SU1135567A1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| Способ обработки отверстий преимущественно многозубым инструментом | 1990 |
|
SU1787693A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ РЕЗЬБЫ ФРЕЗОЙ | 2023 |
|
RU2814129C1 |
| СБОРНАЯ СЕКЦИОННАЯ ПРОТЯЖКА ДЛЯ ОБТОЧКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2380201C2 |
| СПОСОБ ОБРАБОТКИ ТОЧЕНИЕМ ИНСТРУМЕНТОМ С ДВУМЯ ПЕРЕСЕКАЮЩИМИСЯ СТРУЖКООБРАЗУЮЩИМИ ГРАНЯМИ | 1992 |
|
RU2050225C1 |
| Метчик | 1990 |
|
SU1808547A1 |
Изобретение относится к машиностроению, в частности к способам и режущим инструментам для обработки отверстий. Сущность изобретения: обработку ведут инструментом в виде протяжки с взаимно подвижными вдоль оси секциями 18, 19, 20 со спиральными зубьями 2. При этом сообщают вращательное и осевое перемещение инструменту на величину из условия обеспечения предельно допустимого крутящего момента, после чего сообщают поступательное перемещение инструменту в обратном направлении, смещая последовательно секции со стороны поверхности врезания в заготовку. Инструмент выполнен в виде полых втулок 6, 7 с зубьями 2 и хвостовиков 8. Хвостовики 8 с выступами 10 размещены в полости 9 последующей втулки и предназначены для взаимодействия с внутренними торцами 11. Профиль зубьев в нормальном к оси инструмента сечении имеет геометрию метчика, а в осевом сечении - геометрию протяжки с зубьями, расположенными в шахматном порядке. Разность длин полостей 9 и выступов 10 превышает шаг противолежащих зубьев инструмента. 2 с.п. ф-лы, 4 ил.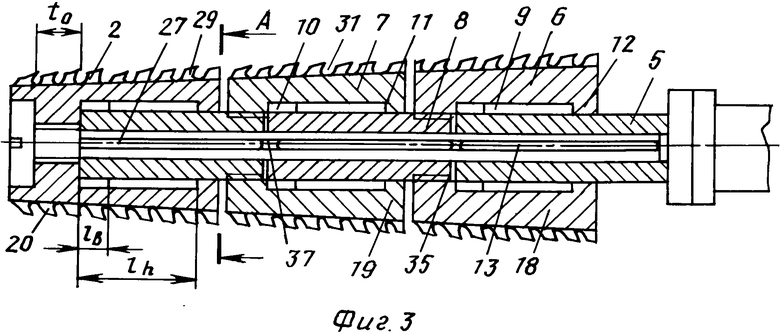
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кацев П.Г | |||
| Протягивание глубоких отверстий, Оборонгиз, 1957, с.126, фиг.83. | |||
