Изобретение относится к электрометаллургии, точнее к средствам автоматизации электродуговых печей.
Цель изобретения - повышение точности определения длины электрода.
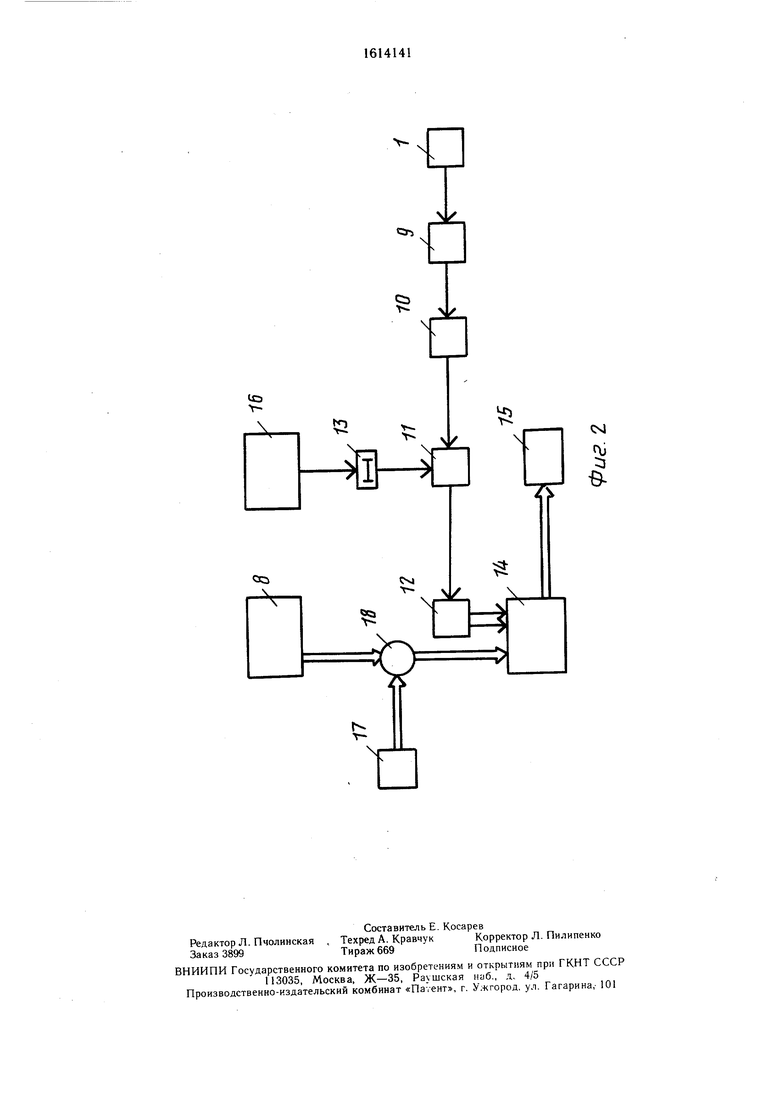
На фиг. 1 и 2 представлена блок-схема устройства.
На фиг. 1 и 2 приняты обозначения: датчик 1 светового потока, электрод 2, боковая стена 3 печи, электрододержатель 4, свод 5 гаечи, датчик 6 перемещения электрододер- :;кателя 4 и преобразователь 7 сигнала датчика 6, причем датчик 6 и преобразователь 7 образуют датчик 8 положения электродо- держателя 4, дифференцирующий блок 9, блок 10 зоны нечувствительности, логический элемент И И, формирователь 12 импульсов, элемент 13 задержки, блок 14 памя- и, индикаторное табло 15, блок 16 управления положением электрододержателя 4, задатчик 17 конструктивной длины электроВ начале подъема происходит обрыв дуги. Выходной сигнал блока 16 поступает на второй вход логического элемента И 11 с задержкой по времени т (элемент 13 задержки), гарантирующей при подъеме электрода отсутствие влияния тепловых и световых излучений ванны расплавленного металла при горящей дуге. По мере подъема электрода его конец приближается к зоне расположения датчика 1, а значение по10 дается с выхода блока 18 сравнения на вход блока 14 памяти, но в него не записывается до прихода управляющих импульсов с формирователя 12. Длина /2, контролируемая датчиком 8, меньще длины /i на величину
g выгоревшего конца электрода. При прохождении концом электрода зоны датчика 1 на выходе элемента 9 возникает всплеск сигнала, идентифицирующий резкое уменьшение сигнала датчика 1.
В результате срабатывает элемент ИИ,
Да и блок 18 сравнения. Датчик 1 светового 20 на его входах присутствуют единицы, на
Ьотока, дифференцирующий блок 9 и блок 10 $оны нечувствительности соединены последовательно. Выход блока 16 управления (юложением электрододержателя 4 соединен
одном выходе формирователя 12 появляется импульс на обнуление информации из ячеек блока 14 памяти. По импульсу второго выхода формирователя 12 импульсов, задерt входом элемента 13 задержки, выход бло- „ жанному по отношению к импульсу первого
ka 10 зоны нечувствительности и выход эле- ° й..„..,..,,.„„...
мента 13 задержки соединены соответственно с первым и вторым входами элемента И 11, выход которого соединен с входом формирователя 12 импульсов, два выхода которого соединены с первым и вторым входами блока 14 памяти. Выходы задатчика 17 конструктивной длины электрода и выходы датчика 8 положения электрододержателя со- |единены соответственно с первым и вторым входами блока 18 сравнения, выход которого соединен с третьим входом блока 14 памяти, |выход блока 14 памяти соединен со входом индикаторного табло 15.
Устройство работает следующим образом.
Датчик 8 положения электрододержаего выхода на время обнуления содержимого ячеек блока 14, происходит запись в ячейки блока 14 нового значения длины электрода
.-/.
Таким образом, устройство позволяет 30 производить оперативный контроль длины электрода в дуговой сталеплавильной печи.
Формула изобретения
Устройство для определения длины элект- 35 рода дуговой сталеплавильной печи, содержащее датчик положения электрододержателя и блок управления положением электрододержателя, отличающееся тем, что, с целью повыщения точности, оно дополнительно содержит блок сравнения, диффетеля 4 выдает код / положения последнего, ренцирующий блок, задатчик конструктив- используемый устройством , для вычисления /1 - полезной длины электрода, равной L - 1, где L - задаваемая задатчиком 17 конструктивная длина электрода от границы йеной длины электрода, блок зоны нечувствительности, элемент И, элемент задержки, формирователь импульсов, блок памяти, индикаторное табло и датчик светового
подвижного электрододержателя в верхнем 5 потока, выход которого через соеди 1енные
положении до зоны расположения датчика Датчик 1 располагается в верхней части боковой стены против электрода, под сводом печи на расстоянии наименьшего влияния тепловых и световых излучений ванны и элементов печи.
Сигнал лат . ча 1 светового потока печи дифференцируется блоком 9, выходной сигнал которого подается на блок 10 зоны нечувствительности, на выходе которого «О присутствует до момента ухода после попапоследовательно дифференцирующий блок и блок зоны нечувствительности соединен с ns i iBbiM входом элемента И, выход блока управления положением электрододержателя через элемент задержки соединен с вто- 50 рым входом элемента И, выход которого соединен с входом формирователя импульсов, два выхода которого соединены с первым и вторым входами блока памяти, первый вход блока сравнения соединен с выходом задатчика конструктивной длины электрода.
Дания в зону реагирования датчика 1 рас- 55 второй вход - с выходом датчика положения электрододержателя, а выход - с третьим входом блока памяти, выход которого соединен с входом индикаторного табло.
каленного конца электрода, подъем которого производится по команде блока 16 управления положением электрод ,е,, хателя 4.
В начале подъема происходит обрыв дуги. Выходной сигнал блока 16 поступает на второй вход логического элемента И 11 с задержкой по времени т (элемент 13 задержки), гарантирующей при подъеме электрода отсутствие влияния тепловых и световых излучений ванны расплавленного металла при горящей дуге. По мере подъема электрода его конец приближается к зоне расположения датчика 1, а значение по0 дается с выхода блока 18 сравнения на вход блока 14 памяти, но в него не записывается до прихода управляющих импульсов с формирователя 12. Длина /2, контролируемая датчиком 8, меньще длины /i на величину
g выгоревшего конца электрода. При прохождении концом электрода зоны датчика 1 на выходе элемента 9 возникает всплеск сигнала, идентифицирующий резкое уменьшение сигнала датчика 1.
В результате срабатывает элемент ИИ,
0 на его входах присутствуют единицы, на
на его входах присутствуют единицы, на
одном выходе формирователя 12 появляется импульс на обнуление информации из ячеек блока 14 памяти. По импульсу второго выхода формирователя 12 импульсов, задер жанному по отношению к импульсу первого
° й..„..,..,,.„„...
его выхода на время обнуления содержимого ячеек блока 14, происходит запись в ячейки блока 14 нового значения длины электрода
.-/.
Таким образом, устройство позволяет 30 производить оперативный контроль длины электрода в дуговой сталеплавильной печи.
Формула изобретения
Устройство для определения длины элект- 35 рода дуговой сталеплавильной печи, содержащее датчик положения электрододержателя и блок управления положением электрододержателя, отличающееся тем, что, с целью повыщения точности, оно дополнительно содержит блок сравнения, диффе ренцирующий блок, задатчик конструктив-
ренцирующий блок, задатчик конструктив-
ной длины электрода, блок зоны нечувствительности, элемент И, элемент задержки, формирователь импульсов, блок памяти, индикаторное табло и датчик светового
5 потока, выход которого через соеди 1енные
последовательно дифференцирующий блок и блок зоны нечувствительности соединен с ns i iBbiM входом элемента И, выход блока управления положением электрододержателя через элемент задержки соединен с вто- 50 рым входом элемента И, выход которого соединен с входом формирователя импульсов, два выхода которого соединены с первым и вторым входами блока памяти, первый вход блока сравнения соединен с выходом задатчика конструктивной длины электрода.
второй вход - с выходом датчика положения электрододержателя, а выход - с третьим входом блока памяти, выход которого соединен с входом индикаторного табло.
Csl Ъ
::з 9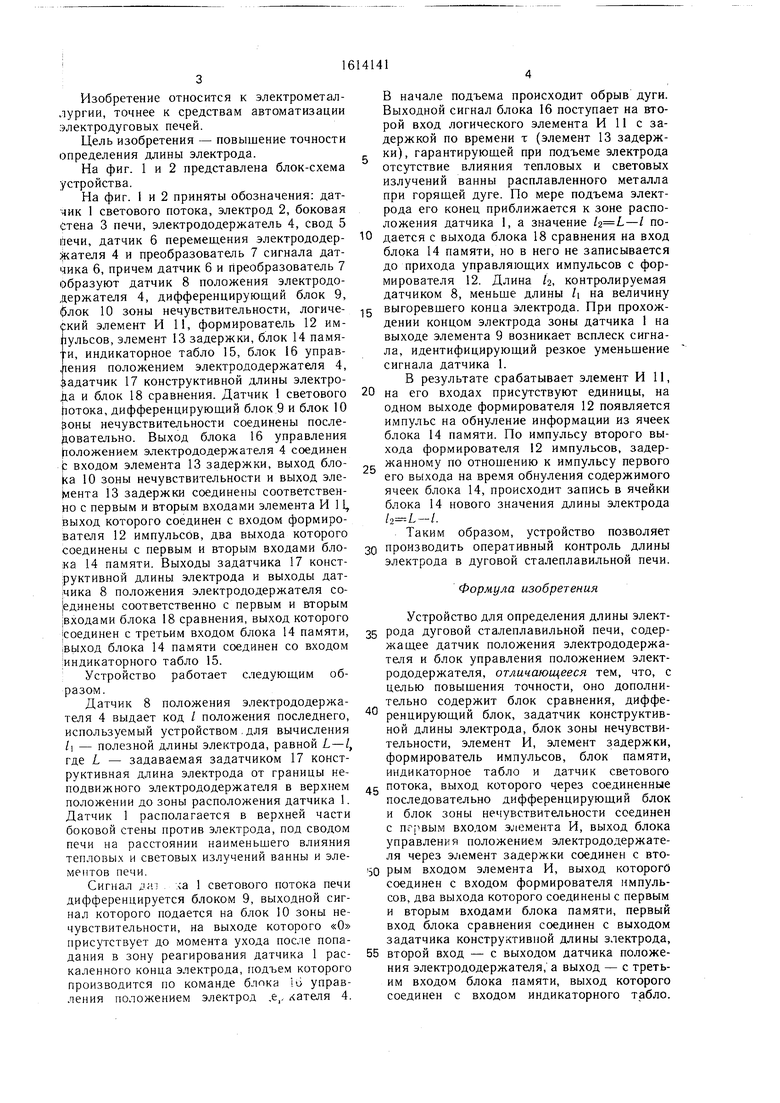
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования облучения | 1988 |
|
SU1612275A1 |
| Устройство для сварки | 1987 |
|
SU1459842A1 |
| Устройство для контроля уработки нитей основы и плотности ткани | 1986 |
|
SU1402626A1 |
| Устройство для регулирования мощности дуговой электропередачи | 1974 |
|
SU559470A1 |
| Устройство для регулирования мощности дуговой электропечи | 1981 |
|
SU991624A1 |
| Способ управления электрическим режимом дуговой печи и устройство для его осуществления | 1980 |
|
SU904206A1 |
| Устройство для обучения и оценки мастерства сварщика | 1990 |
|
SU1777166A1 |
| РЕГУЛЯТОР МОЩНОСТИ ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2009 |
|
RU2448165C2 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1555080A1 |
| ДВУХКАНАЛЬНОЕ ТАХОМЕТРИЧЕСКОЕ СИГНАЛЬНОЕ УСТРОЙСТВО | 1970 |
|
SU287331A1 |
Изобретение относится к электротехнике. Цель изобретения - повышение точности. Устройство содержит датчик 8 положения электрододержателя 4, датчик 1 светового потока печи, задатчик конструктивной длины электрода от границы неподвижного электрододержателя в верхнем положении до зоны расположениядатчика 1. Устройство позволяет проивзодить оперативный контроль длины электрода в дуговой электропечи. 2 ил.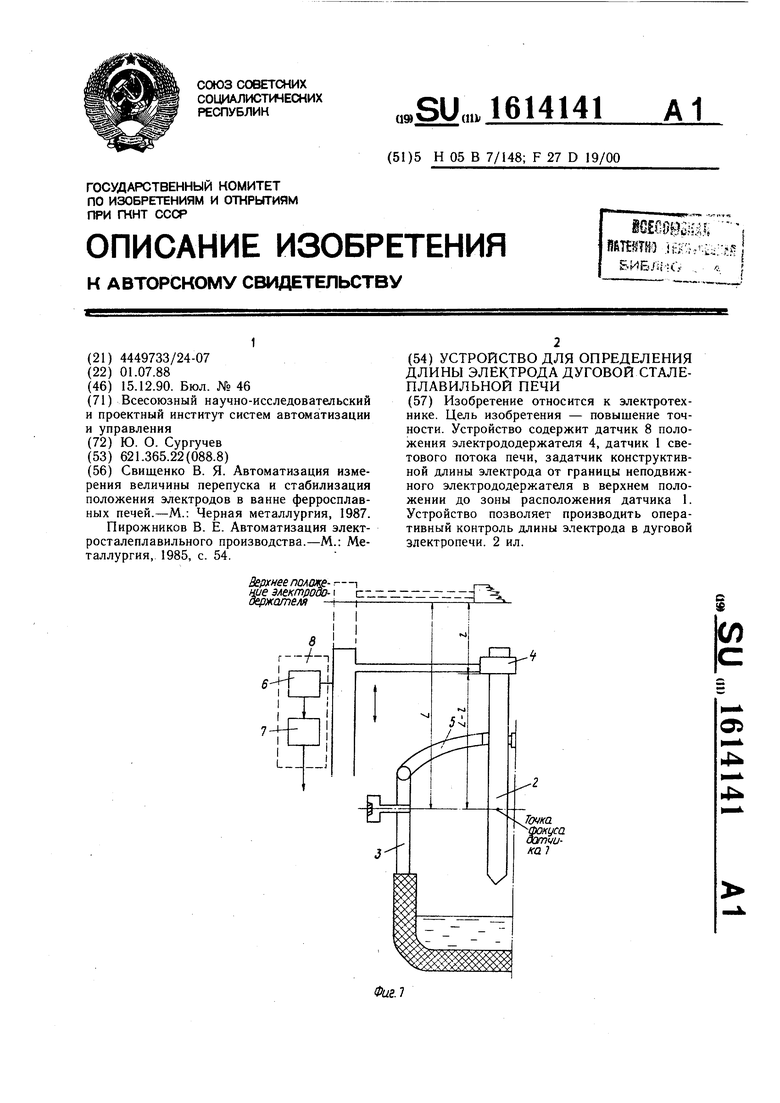
| Свищенко В | |||
| Я | |||
| Автоматизация измерения величины перепуска и стабилизация положения электродов в ванне ферросплавных печей.-М.: Черная металлургия, 1987 | |||
| Пирожников В | |||
| Е | |||
| Автоматизация электросталеплавильного производства.-М.: Металлургия, 1985, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Верхнее положе-.-т нае злектродо- cz | |||
| а&ржателя -i-с | |||
