1
Изобретение относится к области автоматизации дуговой сварки, a именно к автоматизации сварки неповоротных стыков труб неплавящимся электродом, и может быть использовано при сварке трубопроводов.
Целью изобретения является расширение функциональных возможностей устройства за счет работы при им- пульсном режиме горения дуги.
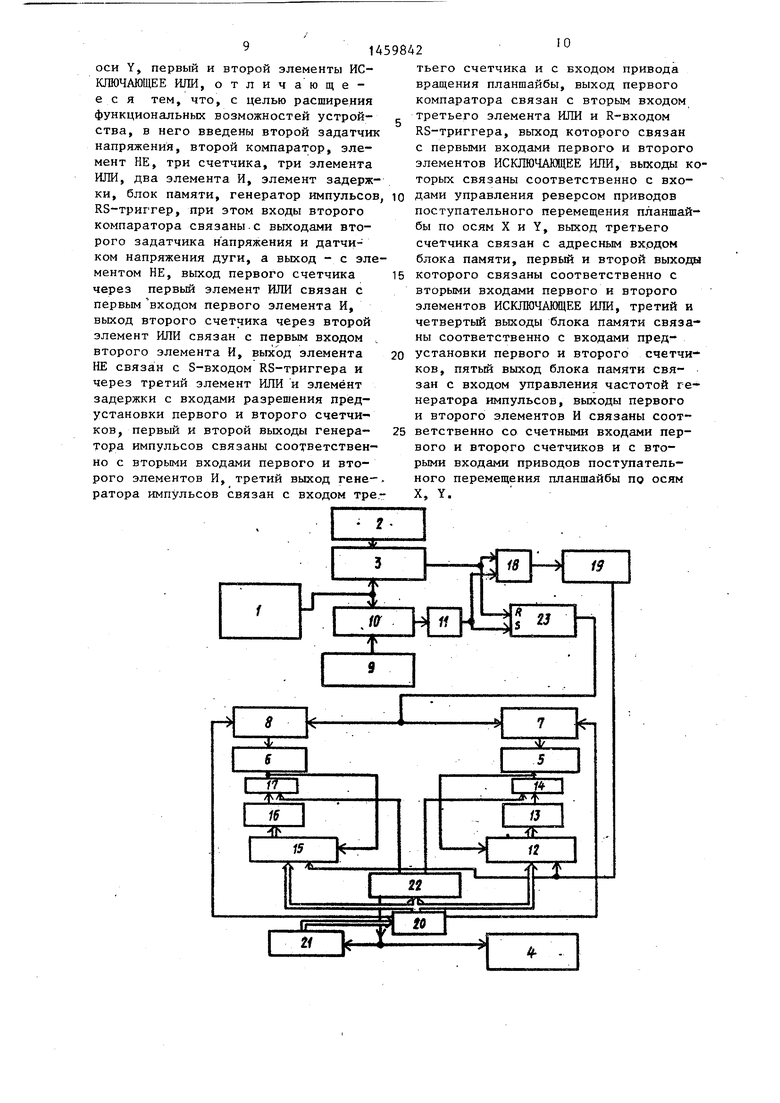
На чертеже представлена функциональная схема устройства.
Устройство содержит датчик 1 напряжения дуги, первый задатчик 2 напряжения дуги, выходы которых подключены к входам первого компаратора 3, привод 4 вращения планшайбы, привод 5 поступательного перемещения планшайбы по оси X, Привод 6 поступательного перемещения планшайбы по оси Y, первый 7 и второй 8 элементы ИСКЛЮЧАЩЕЕ ИЛИ, последовательно соединенные второй задатчик 9 напряжения, второй компаратор 10, элемент НЕ 11, последовательно соединенные первый счетчик 12, первый элемент ИЛИ 13, первый двухвходовый элемент И 14, последовательно соединенные второй счетчик 15, второй элемент ШШ 16, второй двухвходовый элемент И 17, последовательно соединенные третий двухвходовый элемент ИЛИ 18, элемент 19 задержки, выход которого подключен к входам разрешения предустановки первого 12 и второго 15 счетчиков, блок 20 памяти, третий счетчик 21 и генератор 22 импульсов, первый выход которого подключен к второму входу первого элемента И 14, второй выход - к второму входу второго элемента И 1/, третий выход - к входам третьего счетчика 21 и
привода 4 вращения планшайбы,RS-триг гер 23, выход которого подключен к первым входам первого 7 и второго 8 элементов ИСКЛЮЧАЮЩЕЕ ИЛИ, выходы ко торых подключены соответственно к входам управления реверсом привода 5 поступательного перемещения планшайбы по оси X и привода 6 поступательного перемещения планшайбы по оси Y.
Выход элемента НЕ 11 соединен с первым входом третьего элемента ИЛИ 18 и с S-входом RS-триггера 23. Выход первого компаратора 3 соединен с вторым входом третьего элемента 18 ИЛИ и с R-входом RS-триггера 23. Выход третьего счетчика 21 соединен с адресным входом блока 20 памяти, первый выход которого соединен с вторым входом первого элемента ИСКЛЮЧАЮЩЕЕ ИЛИ 7, второй выход соединен с вторым входом второго элемента ИСКЛЮЧАЮЩЕЕ ИЛИ 8. Третья и четвертая группы выходов блока 20 памяти соединены соответственно с входами предустановки первого 12 и второго 15 счетчиков. Пятая группа выходов блока 20 памяти связана с адресным входом управления частотой генератора 22 импульсов. Вход второго компаратора 10 связан с выходом датчика 1 напряжения дуги. Выходы элементов И 14 и 17 подключены соответственно к входам приводов 5 и 6 поступательного перемещения планшайбы по осям X и Y, входам счетчиков 12 и 15.
Датчик 1 напряжения дуги аналоговый и подключен к источнику сварочного тока. Задатчик 2 напряжения дуги аналоговьй и выполняет функции эадатчика верхнего предельного напряжения дуги. Задатчик 9 напряжения дуги аналоговый и выполняет функцию задатчика нижнего предельного уровня напряжения дуги. Компараторы 3 и 10 формируют сигнал логической единицы на выходе в слу- чае превьш1ения напряженией дуги заданного уровня, в противном случае сигнал на выходе компараторов - ноль. Привод 4 вращения планшайбы шаговый и производит вращение электрода относительно свариваемой трубы со скоростью еварки.Конструкция планшайбы и размещение электрода на ней могут быть произвольными.Привод 5 поступательного перемещения
ш
20
- - g Ю459842
планшайбы по оси X шаговый реверсивный. Привод 6 поступательного перемещения планшайбы по оси Y шаговый реверсивный.
Приводы 5 и 6 осуществляют центрирование планшайбы относительно свариваемой трубы в автоматическом режиме, стабилизируя длину дуги.
Элементы ИСКЛЮЧАЩЕЕ ИЛИ 7 и 8 вьшолняют функции программируемых инверторов. Выходной сигнал триггера 23 инвертируется элементом ИСКЛЮЧАЩЕЕ ИЛИ 7 при повороте план- 15 шайбы с электродом на 90-270 путем задания единичного сигнала на первом выходе блока 20 памяти. Соответственно при положении электрода
30
35
положении
0-90° и 270-360° сигнал триггера 23 не инвертируется элементом ИСЛЮ- ЧАЮЩЕЕ ИЛИ 7 и сигнал на первом выходе блока 20 памяти - нулевой. Аналогично для привода 6 выходной сигнал триггера 23 не инвертируется 25 при по южении электрода от О до 180 и инвертируется при положении 180 - 360°, соответственно выходной сигнал на втором выходе блока 20 памяти - нулевой или единичный, а функции инвертора вьшолняет элемент ИСКЛЮЧАЮЩЕЕ ИЛИ 8.
Необходимость программирования инвертирования выходного сигнала триггера 23 определяется тем, что направление коррекции положения планшайбы зависит от длины дуги заданной величины. При нахождении электрода снаружи свариваемой трубы по оси X в положении О привод 5 должен перемещать электрод с планшайбой в отрицательном направлении оси X, приближая его к изделию, а в положении 180 - в положительном направлении, также приближая его к изделию .
Элемент НЕ 11 выполняет функцию инвертора выходного сигнала компаратора 10, и, таким образом, на выходе элемента ИЛИ 18 - единичный сигнал в том случае,если напряжение дуги выходит за пределы как верхнего, так и нижнего уровня, в противном случае на выходе элемента ИЛИ 18 - нулевой сигнал. Счетчики 12 и 15 вычитающие и имеют входы предуста- новки.
Элемент ИЛИ 13 имеет количество входов, определяемое разрядностью счетчика 12, и фиксирует нуле40
45
50
55
вое состояние счетчиков, определяя конец отработки заданного числа импульсов приводом X, Аналогичные функции выполняет элемент ИЛИ 16.
Элемент 19 задержки задерживает единичный сигнал с выхода элемента ИЛИ 18 на время, необходимое для записи в счетчики 12 и 15 чисел импульсов отработки, соответствующих положению электрода планшайбы..
Блок 20 памяти выполнен в виде ПЗУ, работающего в режиме постоянного считывания. В зависимости от адреса, определяемого выходным кодом счетчика 21, на первом и втором выходах блока 20 устан авлива- ются нулевые или единичные сигналы, определяющие направление отработки приводами X и Y возмущений по длине дуги.
Например, если счетчик 21 имеет 32 состояния, то с 1-го по 8-е состояние счетчика включительно сигналы на первом и втором выходах блока 20 памяти - соответственно О и 0; с 9-го по 16-е состояние - 1 и 0; с 17-го по ik-e. - 1 и 1; с 25по 32-е - О и 1.
Каждому состоянию счетчика 21 соответствует угол поворота планшайбы с электродом и величина кода отработки приводами 5 и 6, которая устанавливается,соответственно на третьей и четвертой группах выходов блока 20. Величина кода отработки определяется зоной нечувствительности, т.е. разностью между верхним (нижним) уровнем и максимальным (минимальным) напряжением в импульсе для заданной длины дуги. Величина кода отработки задаётся в функци косинуса угла поворота планшайбы для счетчика 12 и в функции синуса для счетчика 15..Генератор 22 импульсов имеет три выхода, каясдьй с программируемой частотой, и выполнен в виде задающего генератора постоянной частоты с тремя программируемыми делителями частоты, при этом первый делитель частоты определяет частоту импульсов, поступающих на вход счетчика 21 и на вход привода 4 планшайбы, и, следовательно, угловую скорость вращения планшайбы с электродом относительно трубы (скорость сварки), второй и третий делители частоты опре0
5
деляют частоту импульсов, поступающих на приводы 5 и 6, и, следовательно, скорость и направление отра- с ботки. Эти частоты программируют в функции квадрата косинуса угла поворота для привода 5 и в-функции квадрата синуса угла поворота планшайбы с электродом для привода 6, Таким образом, результирующая скорость отработки возмущения по длине дуги одновременно двумя приводами 5 и 6 сохраняется приблизительно постоянной, при этом направление 5 отработки соответствует радиальному перемещению электрода.
Коды заданной частоты поступают на делители частоты генератора 22 импульсов с пятой группы выходов 0 блока 20 памяти.
RS-триггер 23 фиксирует направление отработки возмущения по длине дуги: при отработке и перемещении электрода от изделия выходной сигнал триггера 23 единичный, при отработке к изделию - нулевой.
Устройство работает следующим образом.
В исходном состоянии электрод с планшайбой находится в нулевом положении по оси X, на заданном расстоянии от поверхности свариваемой трубы. Все счетчики и триггер 23 находятся в нулевом состоянии. После зажигания дуги фактическое напряжение дуги в импульсе и паузе сварочного тока сравнивается с верхним и нижним заданными пределами, устанавливаемыми посредством задатчи- ков перед сваркой для конкретного режима сварки и заданной длины дуги.
При выходе напряжения дуги за установленные пределы вследствие отклонения длины дуги, что может быть вызвано, например, эксцентриситетом свариваемой трубы и планшайбы,оваль- ностью трубы или неточной начальной установкой вылета электрода, на выходе компаратора 3 или на выходе элемента НЕ 11 формируется сигнал логической единицы, который через эле- мент ИЛИ 18 и элемент 19 задержки поступает на вход разрешения предустановки счетчиков 12 и 15. В результате в счетчики 12 и 15 записываются числа импульсов отработки по координатам X и Y. Например, в исходном положении электрода при наличии разрешающего единичного сигна0
5
0
5
5
ла в счетчик 12 записывается двоичный код, соответствующий 10 импульсам отрабдтки, в счетчик 15 - нулевой код, соответствующий нулю импульсов отработки. Далее с генератора 22 импульсов по первому выходу с заданной частотой начинают поступать импульсы на шаговый привод вращения планшайбы и на счетчик 21 угла поворота, который может быть выполнен, например, р виде последо- эательно соединенных делителя частоты и двоичного счетчика.
Планшайба с электродом начинает вращаться против часовой стрелки со сварочной скоростью, и RS-триггер 23 устанавливается либо в нулевое, либо в единичное состояние, в зависимости от того, больше или меньше фактическое напряжение дуги соответственно максимального (в паузе) или минимального (.в импульсе) напряжения дуги.
- При этом выходной сигнал RS-триг- гера определяет направление отработки приводами 5 и 6 возмущения по длине дуги в сторону уменьшения отклонения длины дуги от заданного значения. Отработка отклонения . производится одним из приводов 5 ил 6 или двумя приводами 5 и 6 одновременно в радиальном направлении в зависимости от положения электрода. Например, в исходном положении отработка производится приводом 5 по оси X. После приближения электрода к границам заданной длины дуги напряжение дуги оказывается в заданных пределах, однако RS-триггер сохраняет заданное направление отработки. Это приводит к .тому, что электрод продолжает движение в прежнем направлении до. обнуления счетчиков 12 и 15. При этом на выходах элементов ИЛИ 13 и 16 формируются нулевые сигналы, закрьшающие посредством элементов И 14 и 17 дальнейшее прохождение импульсов на приводы 5 и 6 и на счетчики 12 и 15. В результате электрод останавливается посередине зоны нечувствительности, что устраняет перерегулирование . Наличие в схеме устройства RS-триггера 23 позволяет запоминать состояние движения электрода в требуемом направлении, так как в импульсном режиме напряжение дуги зависит не только от длины дуги, но
5
0
и от величины сварочного тока, и, i следовательно, отсутствие этого элемента приводило бы к периодическому прекращению отработки из-за естественного изменения напряжения дуги и, в конечном счете, к ухудшению качества регулирования.
По мере поворота планшайбы из блока 20 памяти на входы предустановки счетчиков 12 и 15 поступают необходимые величины кодов отработки, задающих перемещение электрода приводами 5 и 6 в радиальном направлении на заданное расстояние, соответствующее половине заданной зоны нечувствительности длины дуги. В случае выхода длины дуги за установленные пределы эти коды записываются в счетчики по сигналам разрешения предустановки с элемента 19 задержки. При этом устанавливается номинальная длина дуги для заданного импульсного режима.
С целью уменьшения времени регулирования и миним 1зации ошибки по скорости сварки в процессе регулирования частоты отработки приводов 5 и 6 программируются посредством блока 20 памяти в зависимости от состояния счетчика 21 угла поворота планшайбы с целью перемещения электрода в радиальном направлении, например, в функции для привода 5 и для привода 6, где cf - угол поворота планшайбы против часовой стрелки от оси X,
Устройство позволяет сваривать . трубы в импульсном и непрерывном ре- Q жимах горения сварочной дуги. В последнем случае задается меньшая по сравнению с импульсным режимом величина зоны нечувствительности, причем отработка возмущений по длине g дуги в процессе поворота планшайбы производится непрерь1вно. При этом увеличивается точность регулирования дины дуги.
5
0
5
Формула из обре.тени я
Устройство для сварки, содержащее датчик напряжения дуги с задатчи- ком напряжения дуги, выходы которых подключены к входам первого комч паратора, привод вращения планшайбы, привод поступательного перемещения планшайбы по оси X, привод поступательного перемещения планшайбы по
оси Y, первый и второй элементы ИСКЛЮЧАЮЩЕЕ ИЛИ, отлича юще- е с я тем, что, с целью расширения функциональных возможностей устройства, в него введены второй задатчик напряжения, второй компаратор, элемент НЕ, три счетчика, три элемента ИЛИ, два элемента И, элемент задержки, блок памяти, генератор импульсов RS-триггер, при этом входы второго компаратора связаны.с выходами второго задатчика напряжения и датчиком напряжения дуги, а выход - с элементом НЕ, выход первого счетчика через первый элемент ИЛИ связан с первым входом первого элемента И, выход второго счетчика через второй элемент ИЛИ связан с первым входом второго элемента И, выход элемента НЕ связан с S-входом RS-триггера и через третий элемент ИЛИ и элемент задержки с входами разрешения предустановки первого и второго счетчиков, первый и второй выходы генера- тора импульсов связаны соответственно с вторыми входами первого и второго элементов И, третий выход генератора импульсов связан с входом третьего счетчика и с входом привода вращения планшайбы, выход первого компаратора связан с вторым входом третьего элемента ИЛИ и R-входом RS-триггера, выход которого связан с первыми входами первого и второго элементов ИСКЛЮЧАЮЩЕЕ ИЛИ, выходы которых связаны соответственно с входами управления реверсом приводов поступательного перемещения планшайбы по осям X и Y, выход третьего счетчика связан с адресным вхрдом блока памяти, первый и второй выходы которого связаны соответственно с вторыми входами первого и второго элементов ИСКЛЮЧАЮЩЕЕ ИЛИ, третий и четвертый выходы блока памяти связаны соответственно с входами предустановки первого и второго счетчиков, пятый выход блока памяти связан с входом управления частотой генератора импульсов, выходы первого и второго элементов И связаны соответственно со счетными входами первого и второго счетчиков и с вторыми входами приводов поступательного перемещения планшайбы по осям X, Y.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1988 |
|
SU1539014A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1301607A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1555080A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1493408A1 |
| Устройство для сварки | 1987 |
|
SU1555078A1 |
| Устройство для сварки | 1987 |
|
SU1563916A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1308442A1 |
| Устройство для адаптивного управления движением сварочной головки по стыку | 1985 |
|
SU1348108A1 |
| Устройство для сварки | 1987 |
|
SU1479225A1 |
| Устройство для измерения перемещений | 1986 |
|
SU1357695A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1301607A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
