Изо6рете;1ие относится к сельско- хозяйствен}грму машинострое}1ию, в частности к способам изготовления самоза- тачиваю чихся лемехов из высокопрочного чугуна.
Цель изобретения - повьшение надежности работы лемеха путем снижения коробления и улучшения механических свойств,,
Способ включает отжиг отливки, после чего кромку лезвия с тыльной стороны лемеха подвергают упрочнению yчacткa ш путем нагрева электрической дугой с одновременным охлаждением со скоростью 600-700 с/Со
Таким образом, н еупрочненные участки, имеющие ферритную структуру, не испытывая термического влияния, будут релаксаторами возникающих внутренних напряжений и, следовательно, снизят
коробление режлпцей кромки лезвия, а высокая скорость охлагсдения позволит получить в золе упрочненных участков более измельченную квазиэвтектику, легированную Nd, Рг, ГЛэ, Zr, входящими в состав основного металла. Измельчение и более равномерное распределение перлита в цементитной основе уменьшат хрупкость структурного конгломерата и, следовательно, повысят микротвердость
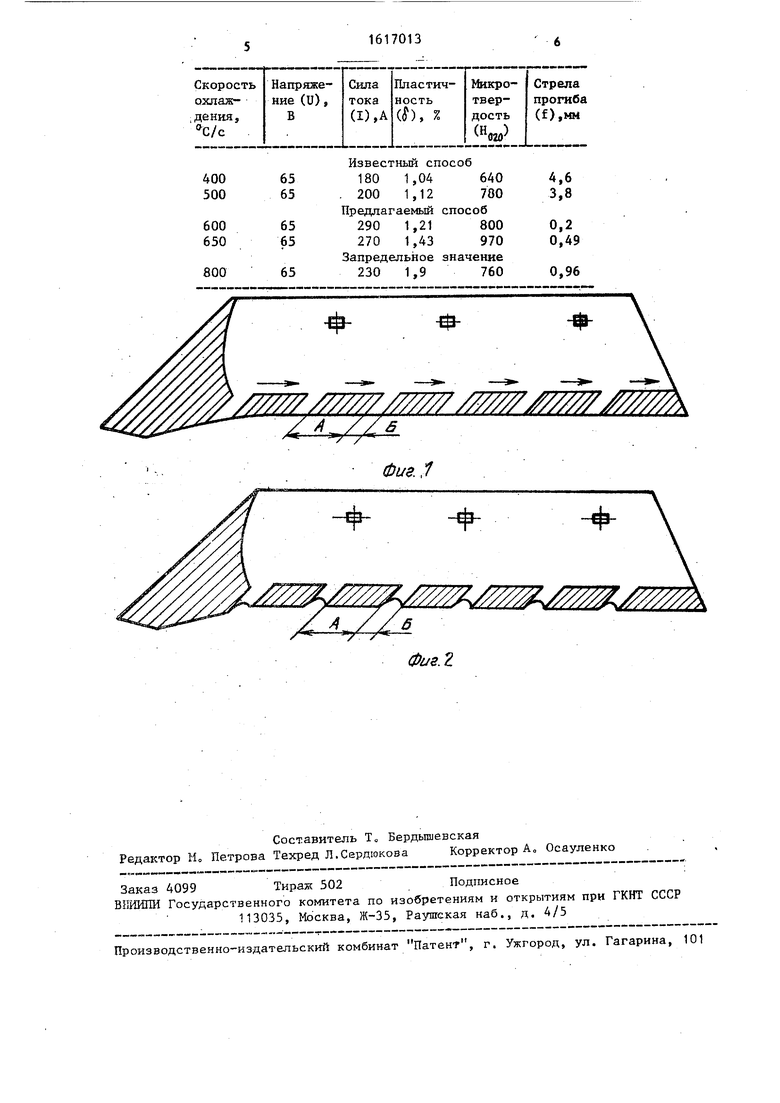
В начальньш период работы лемеха, его неупрочненные участки Б изнашиваются быстрее упрочненных участков А и по этой причине лезвие принимает заостренную зубчатую формуо
На фиг с 1 показано расположение участков А упрочнения на тьшьной стороне Лезвия через интервал Б; на
05
о
CAD
иг.2 - лемех с лицевой стороны после екоторого износао
Предашгаемьй способ осуществляют
ледующим образом 5
В качестве иш товых материалов для зготовления лемеха используют чушкоый чугун с содержанием серы .до 0,U//o, одифицированный церийлантановой лигаурой, содержащей в качестве сопутст- ш У10ЩИХ компонентов неодим, празеодим, иобий, цирконийо
Отливку лемеха производят в кокиль или-земляную форму После отливки лемех, имею19И 1 структуру мелкодисперс- 15 ного сор итообразного перлита и феррита как оторочек в округ. графитовых включений шаровидной формы, подверга ют отжигу по следующему режиму: на. . ,- Л ,-. .л. f тт iTV - Г1
W М - tvTA J. J J.J.V- -v --(-vibj - . .
грев до 750+10°С;. выдержка 6 ч| охлаждение с печью или на воздухе, причем после отжига материал лемеха дае- ет твердость НЕ 140-160 ед и ударную вязкость 2,8-3,0.кгм/см Упрочнение участков А ведут обрат- 25 ноступенчатым способом путем нагрева электрической дугой (сила тока IbU-- ЗООА) при помощи неплавяцегося угольного электрода (диаметр 8-10 №s) о
Б процессе -упрочнения (от начала и до его конца) неупрочняемая Слице- . вая) сторона лемеха должна контактировать с поверхностью охлаждающей жидкости, циркулирующей в .замкнутом 35 цикле и обеспечивающей скорость .ох- лавдения 600-700°С/с, нагфтаер
107о-нь1М. водным раствором повареннок
соля (NaCl)о
дый то
ты ми ма де ли
по си ны ли
л с
ЛО
В результате растворения в феррит- ной основе углерода и высокой скорос- о:клаждения происходит равномерные отйе.п упрочненньпс участков на глуоину 1 мм г образованием мелкодисперсного 45 ледебурита (квазиэвтектнка) . Микрсг- твердость отбеленного слоя 1030 ед. Глубина отбеленного слоя т япъииует S 1шро1дах пределах .от и,/ дoTJo и зависит от силы тоКа и рости перемещения электрода относительно поверхности лезвиятакой способ исключает прогшавление основного металла и сквозной отбел, что дает возможность получить твер- ,5
ый слой постоянной толщины на весьма онком сечении лемеха (до 3 мм)
Результаты испытаний лемехов, отлиых известным и предлагаемым способаи, представлены в таблице - ./ Как видно из данных таблищц, опти- мальными значениями скорости охлаждения для достижения поставленной цели является 600-700 С/Со
Скорость охлаждения регулируется погонной энергией дуги, которая зависит от силы тока и напряжения, граничные значения которых св.едены в таблицу
Дальнейшее увеличение скорости охлаадения (вьше 700V./c) приводит к снижению микротвердости упрочненных участков, так как не происходит легирование квазиэвтектики. Скорость охлаждения менее бОО с/c не дает возможности повысить микротвердость структуры упрочняемого слоя
Предлагаемое изобретение дает- возможность повысить микротвердость в 1 2 раза, а внутреннее напряжение лемеха уменьшить в 7-8 раз. Одновременно дает возможность ускорить процесс упрочнения в 2,5-3 раза (так как упрочнение СП.ЛОШНЫМ слоем идет 4 5 мин, а участками - 1,5-2 мин); снизить эпергоехжость процесса вспашки и повысить качество обработки почвы (за счет зубчатой формы кромки лезвия, приобретаемой в процессе эксплуата- тдан); поднять сменн-ую производитель- иост; иа::;отного агрегата на 17% и снизить удельный расход топлива на гектар пахоты до 7%..
Фор
V л а
зобретения
Способ изготовления чугунных изделий, . преимущественно лемехов, В1слю- чающий отливку заготовки, отжиг для получения фвррктной структуры, на- поверхности тыльной стороны лез- вкя :злек-г -;--чеслой дугой и охлаждение, отличающийся тем, что , с целью повьпиения надежности работы лемеха, путем сшокения коробления и улучшения механических свойств, нагрев ведут локальными участками, а охлаадение - со скорост 600-700°С/с„
....i //
7
У /
-0
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления чугунных изделий | 1983 |
|
SU1171538A1 |
| Способ получения износостойких и упругих структур рабочих органов почвообрабатывающих машин | 2019 |
|
RU2743682C2 |
| Способ получения износостойких и упругих структур сменных органов почвообрабатывающего оборудования | 2020 |
|
RU2769338C2 |
| Способ восстановления с упрочнением долот глубокорыхлителей | 2020 |
|
RU2739075C1 |
| Способ восстановления с упрочнением долот глубокорыхлителей | 2020 |
|
RU2750674C1 |
| Способ восстановления рабочих органов глубокорыхлителей | 2020 |
|
RU2754330C1 |
| Способ восстановления ресурса рабочих органов почвообрабатывающих машин | 2020 |
|
RU2754332C1 |
| Способ восстановления рабочих органов почвообрабатывающих машин | 2020 |
|
RU2752724C1 |
| Способ восстановления рабочих органов почвообрабатывающих машин | 2020 |
|
RU2750673C1 |
| Способ восстановления изношенного долота почвообрабатывающей машины | 2020 |
|
RU2758861C1 |
Изобретение относится к сельскохозяйственному машиностроению, в частности к способам изготовления самозатачивающихся лемехов из высокопрочного чугуна. Цель изобретения - повышение надежности лемеха путем снижения коробления и улучшения механических свойств. Способ заключается в предварительном отжиге отливок для получения ферритной структуры и упрочнение кромки лезвия участками путем нагрева электрической дугой с одновременным охлаждением со скоростью 600-700°С/с. Применение способа дает возможность ускорить процесс, повысить твердость и пластичность упрочняемого слоя, а также уменьшить стрелу прогиба лемеха и улучшить качество обработки почвы. 2 ил, 1 табл.
ZZZ6
0US..J
(ifS.Z
| Авторское сяидетельство СССР ,№ 1171538, кл, С 21 D 5/00, 1983. |
