Изобретение относится к оборудованию для отделки проката, в частности к устройствам для продольного роспуска полосового проката, и может быть использовано при производстве гнутых профилей проката.
Цель изобретения - повышение точности реза по ширине нагретых стальных полос с температурой не более 400°С.
На чертеже изображены дисковые нож- ницы.
На валах 1 ножниц установлены с перекрытием, преимущественно, три (по меньшей мере две) пары дисковых ножей диаметром D. Крайние ножи 2 выполнены с возможностью перемещения в осевом направлении, а средние ножи 3 жестко закреплены на осях. Между ножами размещены дистанционные вставки 4 различной длины. Меньшая из дистанционных вставок длиной I выполнена в виде втулки 5 диаметром d, толщиной стенки 3 из слоистого текстолита. Остальные дистанционные вставки выполнены составными из текстолитовой втулки 5 длиной I и компен- сирующей вставки 6 из стали. На верхнем валу установлены две компенсирующие стальные вставки 6 шириной о и 2 Ь, на нижнем валу - одна шириной Ь. Крайние ножи 2 зафиксированы торцовыми гайками 7 через промежуточные тарельчатые пружины 8, работающие на сжатие.
Дисковые ножницы работают следую- щим образом.
Нагретую стальную полосу 9 задают между дисковыми ножами. Через некоторое время для уменьшения подаваемой длины металла с шириной менее допускаемой целесообразно роспускаемую полосу в течение 3-5 мин задавать в ножницы на заправочной скорости. В процессе резки начинается тепловое расширение вставок, в результате чего на ножи действует распирающее усилие Q, расстояние I между ножами увеличивается на такую величину, которая компенсирует сужение полос при остывании; причем это увеличение возрастает прямо пропорционально температуре полос.
При этом ширина порезанных полос возрастает. После выхода из ножниц металл охлаждается и порезаные полосы имеют ширину в пределах допустимых величин. Тарельчатые пружины, дополнительно установленные на валах дисковых ножниц, предназначены для противостояния осевым усилиям, действующим на дисковые ножи со стороны разрезаемого металла. В свою очередь, площадь поперечного сечения текстолитовых вставок должна быть достаточной, чтобы предотвратить их смятие от усилия сжатия пружин Q при тепловом удлинении вставок.
Дисковые ножницы работают наиболее эффективно при числе пар дисковых ножей не более трех. Увеличение числа ножей, во первых, увеличивает вероятность заклинивания ножей при осевом перемещении (ножи установлены с перекрытием); во-вторых, на существующих агрегатах для роспуска заготовки, подвергаемой в дальнейшем профилированию, при числе полос три и более сужение каждой из них после охлаждения не выводит ширину из допуска. Формула изобретения Дискозые ножницы, содержащие два вала, по меньшей мере две пары дисковых ножей, установленных на валах, дистанционные вставки различной длины, установ- л-енные на валах между дисковыми ножами, и торцовые гайки, закрепленные по краям валов с возможностью ограничения перемещения дисковых ножей вдоль оси вала, отличающиеся тем, что, с целью повышения точности реза по ширине стальных полос с температурой не более 400°С, они снабжены тарельчатыми пружинами сжатия, при этом меньшая дистанционная вставка .выполнена из слоистого текстолита. остальные дистанционные вставки выполнены составными - из вставки из слоистого текстолита, равной меньшей дистанционной вставке, и вставки из стали, а тарельчатые пружины сжатия установлены между крайними дисковыми ножами и торцовыми гайками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Дисковые ножницы для продольного роспуска стальных полос | 1991 |
|
SU1793998A3 |
| ДИСКОВЫЕ НОЖНИЦЫ | 2002 |
|
RU2221675C2 |
| СПОСОБ ПРОДОЛЬНОЙ РЕЗКИ ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2281189C2 |
| ДИСКОВЫЕ НОЖНИЦЫ | 2011 |
|
RU2458765C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПОЛОСОВОГО МАТЕРИАЛА | 1990 |
|
RU2010686C1 |
| ДИСКОВЫЕ НОЖНИЦЫ | 1994 |
|
RU2084315C1 |
| СПОСОБ ПРОДОЛЬНОЙ РЕЗКИ СТАЛИ ТОЛЩИНОЙ 2-6 ММ | 1995 |
|
RU2089355C1 |
| СПОСОБ ПРОДОЛЬНОГО РОСПУСКА ПОЛОСОВОЙ СТАЛИ | 2006 |
|
RU2307008C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСЫ ИЗ РУЛОННОЙ ЗАГОТОВКИ | 2012 |
|
RU2506145C1 |
| Дисковые ножницы | 1981 |
|
SU1009650A1 |
Изобретение относится к оборудованию для отделки проката, в частности к устройствам для продольного роспуска полосового проката, и может быть использовано при производстве гнутых профилей проката. Цель изобретения - повышение точности реза по ширине нагретых стальных полос с температурой не более 400°С. При резке нагретых стальных полос 9 дисковыми ножницами преимущественно в тремя парами дисковых ножей 2 и 3 дистанционные вставки (ДВ) 4 между ножами выполняют меньшую 5 из слоистого текстолита, а остальные - составными из вставки 5 из слоистого текстолита, равной меньшей вставке, л компенсирующей стальной вставки 6. Между торцовыми гайками 7 и крайними дисковыми ножами 2 установлены тарельчатые пружины 8 сжатия. В результате контакта нагретой стальной полосы 9 с ДВ 4 последние нагреваются, при этом происходит тепловое расширение ДВ 4. расстояние I между ножами увеличивается на величину, компенсирующую сужение полос при остывании, 1 ил. ё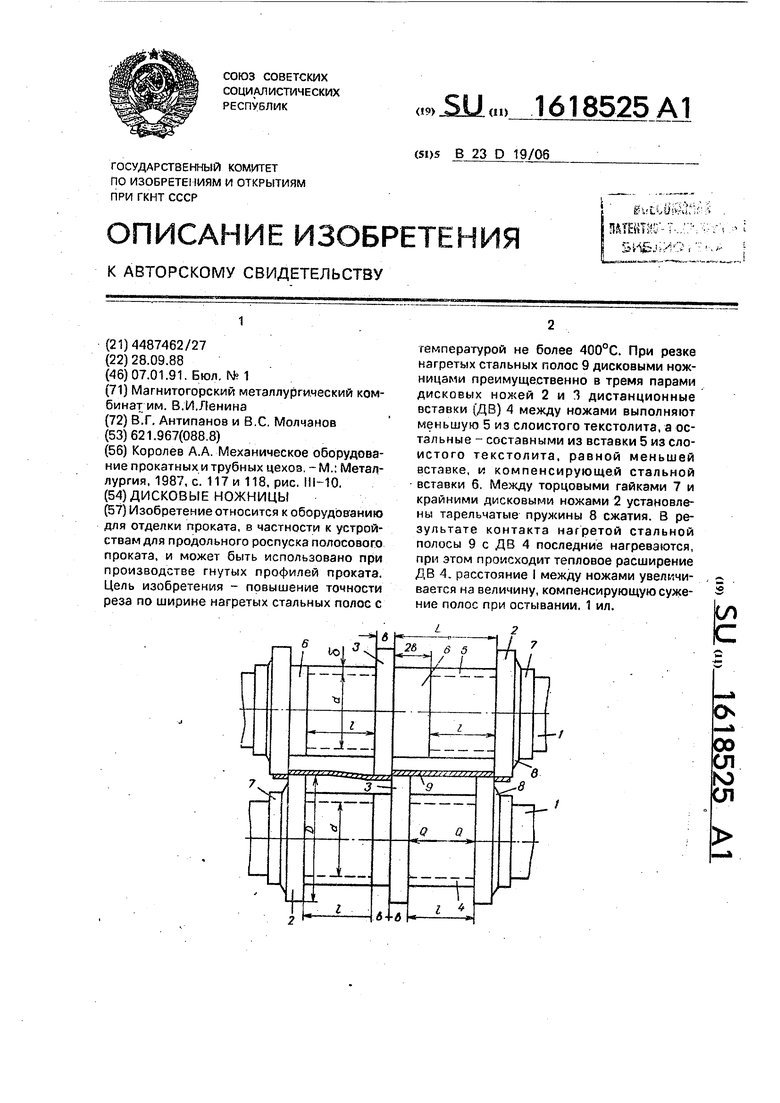
| Королев А.А | |||
| Механическое оборудование прокатных и трубных цехоз | |||
| - М.: Металлургия, 1987, с | |||
| Аппарат для испытания прессованных хлебопекарных дрожжей | 1921 |
|
SU117A1 |
| Говорящий кинематограф | 1920 |
|
SU111A1 |
