Изобретение относится к прокатному производству и может быть использовано при продольной разрезке (роспуске) тонколистововой полосовой стали.
Для уменьшения ширины рулонных холодно- и горячекатаных полос широко используются дисковые ножницы различной конструкции, содержащие несколько пар ножей (верхних и нижних), устанавливаемых на двух приводных валах. Конструкции существующих дисковых ножниц достаточно подробно описаны, например, в книге А.А.Королева «Конструкция и расчет машин и механизмов прокатных станов». М.: Металлургия, 1985, с.241-248.
Известны дисковые ножницы (машина для продольной резки полос, в которой применяются корректирующие скорости подачи и скорости резания при изменении диаметра разматываемого и сматываемого рулонов с целью получения оптимальных условий резания (см. японский патент кл. B23C 3/13, №48-12343, опубл. 26.01.78 г.).
Недостатком таких дисковых ножниц является необходимость снятия дисковых ножей с опорных валов при необходимости изменения ширины распускаемых полос и замены дистанционных колец между ножами, что снижает производительность агрегата и требует дополнительных затрат.
Наиболее близким аналогом к заявляемому устройству являются дисковые ножницы по патенту РФ №2084315, кл. В23D 19/06, опубл. в БИ №20, 1997 г.
Эти ножницы содержат два приводных вала, размещенных в опорах, с установленными в них дисковыми ножами, выполненными с возможностью изменения расстояния между ними по горизонтали, и характеризуются наличием крайней пары ножей разного диаметра с нижним приводным ножом, причем неприводной нож этой пары выполнен с диаметром Dв=D+2S+(2,4…2,6)δ, где:
D - диаметры ножей всех остальных пар;
S - толщина полосы;
δ - величина перекрытия верхних и нижних ножей по вертикали.
Недостатком этих дисковых ножниц также является необходимость снятия дисковых ножниц с опорных валов при необходимости изменения ширины распускаемых полос и замены дистанционных колец между ножами.
Действительно, как следует из вышеупомянутой книги А.А.Королева (с.242-243 и рис.VII, 3), расстояние между ножами фиксируется дистанционными кольцами, ширина которых определяется необходимой шириной готовых (распущенных) полос. Таким образом, для перехода на другую ширину этих полос необходимо поочередное снятие с валов дисковых ножей и дистанционных колец с заменой последних кольцами другой ширины, а при изготовлении новых для данных ножниц размеров (ширин) готовых полос необходимо также изготовление дистанционных колец других размеров, что, естественно, удорожает производство.
Технической задачей настоящего изобретения является повышение производительности дисковых ножниц при продольном роспуске полосовой рулонной стали и сокращение производственных затрат.
Для решения этой задачи предлагаемые дисковые ножницы, преимущественно для порезки полосовой стали толщиной 0,5…2,0 мм с пределом прочности σв≤470 МПа, содержащие два приводных вала, размещенных в опорах, с установленными на них дисковыми ножами, выполненными с возможностью изменения расстояния между ними по горизонтали, в отличие от ближайшего аналога ножницы содержат пять пар ножей диаметром Dн=(1,9…2,1)D, их валы выполнены пустотелыми в виде труб с толщиной стенки δ, равной 0,08…0,11 наружного диаметра D, и с торцевыми заглушками на их концах, при этом средняя пара ножей - неперемещаемая, на валах выполнены сквозные продольные щели, противолежащие друг другу, с шириной, равной b=δ, и с перемычками между ними, а в щелях перемещаются четыре вертикальных толкателя ножей, каждый сцеплен с соответствующим ножом одним своим концом, причем толкатели перемещаются в щелях с помощью четырех винтов, упирающихся во внутреннюю перемычку цилиндрической формы на середине длины каждого вала, кроме того, шаг резьбы одного винта вдвое больше шага S другого винта, расположенного с ним в общей половине вала; а в толкателях выполнено по два отверстия: одно - резьбовое, другое с диаметром, равным 1,03…1,07 наружного диаметра резьбы винта, проходящего сквозь это отверстие; крайние толкатели выполнены с резьбовыми отверстиями диаметром d1 на одном конце и с гладкими отверстиями d'1=(1,03…1,07)d1 на другом конце, а промежуточные толкатели - с противоположным распределением отверстий диаметрами d2<d1 и d'2=(1,03…1,05)d2; одновременное и в одном направлении вращение каждых двух винтов в одной половине вала может обеспечиваться с помощью шестерен, расположенных на наружных концах винтов, и промежуточной шестерни между ними; величина максимального отношения расстояний между дисковыми ножами по горизонтали к их минимальным расстояниям lmin может составлять 5,5…5,7, а величина lmin=(1,13…1,25)bн, где bн - ширина режущей кромки ножа.
Приведенные параметры устройства получены опытным путем и являются эмпирическими.
Сущность заявляемого технического решения заключается в создании такой конструкции дисковых ножниц, в которых расстояния между ножами могут изменяться без извлечения валов из их опор и без снятия ножей с валов, а также без использования дистанционных колец нужной ширины.
Заявляемые дисковые (один из их валов) ножницы схематично показаны на фиг.1 (римские цифры - номера ножей).
Трубчатый вал 1 ножниц содержит четыре противолежащие горизонтальные щели 2, а с обоих торцов вала закреплены круговые заглушки 3, содержащие цапфы 4, входящие в подшипники опор, причем одна из цапф соединена с приводом ножниц. В каждой заглушке выполнены отверстия для лежащих в общей плоскости винтов 5 и 6, верхний из которых (на фиг.1) 5 имеет шаг резьбы 2S, а нижний 6 имеет резьбу с шагом S.
На концах винтов насажены шестерни 7, входящие в зацепление с промежуточными шестернями 8, закрепленными на цапфах 4. Таким образом, оба винта вращаются в одну сторону - против или по часовой стрелке. Все винты упираются в перемычку 9, установленную в середине вала.
На каждом валу располагаются по пять (I…V) дисковых ножей 10 с одинаковой шириной bн режущей поверхности, из которых III (средний) является неперемещаемым по поверхности вала. Перемещение же ножей I, II, IV и V осуществляется четырьмя толкателями ножей 11 при вращении головок 12 винтов 5 и 6. В каждом толкателе, крепящемся к соответствующему ножу с помощью крепежной детали 13, выполнены два отверстия: одно (14) - резьбовое, другое (15) - гладкое, обеспечивающее отсутствие контакта толкателя с винтом.
Для упрочнения валов внутри них могут располагаться на их стенках четыре круговых сегмента 16, параллельных толкателям с высотой hc=(1,3…1,6)δ и с их длиной, равной расстоянию от средней перемычки 9 до торцевой заглушки 3. Во избежание попадания грязи и посторонних частиц в щели участки валов между ножами могут, например, обматываться изоляционной лентой.
Устройство работает следующим образом. При необходимости перехода на другую ширину распускаемых полос вращением головок 12 винтов 5 и 6 приводятся в движение по горизонтали толкатели 11 и дисковые ножи 10. При этом крайние толкатели (и ножи I и V) перемещаются на вдвое большее расстояние, чем средние толкатели (и ножи II и IV), а средний нож III остается неподвижным. В результате этого в несколько раз сокращается время, необходимое для перехода на новый размер (ширину) распускаемых полос. Так как ножи верхнего и нижнего валов могут при роспуске устанавливаться с взаимным перекрытием по вертикали, то возможен некоторый «перекос» полок между соседними ножами (все ножи каждого вала устанавливаются в одном положении - справа или слева от спаренных с ними ножей). Это может привести к появлению нежелательных рисок в местах контакта разрезаемого металла с гранью ножа. Поэтому внешние грани ножей, соприкасающихся с металлом, следует затупить.
Опытную проверку заявляемых дисковых ножей осуществляли в листопрокатном цехе №7 ОАО «Магнитогорский металлургический комбинат». С этой целью испытывались ножницы с различными их параметрами при роспуске стальных полос толщиной 0,5…2,0 мм на разные ширины и σв=390…500 МПа.
Наилучшие результаты (выход качественных полос в пределах 99,2…99,8%) достигнуты с использованием предлагаемых дисковых ножниц. Отклонение от рекомендуемых их параметров ухудшали достигнутые показатели.
Так, при Dн<1,9D возрастал износ ножей, а при Dн>2,1D увеличивался расход дорогостоящей стали на изготовления ножей без какого-либо улучшения их работы. Максимально оптимальной толщиной стенок валов признана δ=0,11D, а при δ<0,08D наблюдалось остаточное скручивание валов.
При ширине щелей и b<δ уменьшалась толщина толкателей, что вызывало их немедленную деформацию, а при b>δ ослаблялись валы, что приводило к их прогибу и к ухудшению качества реза полос. Увеличение соотношения шага резьбы винтов более 2 ускорило износ винтов с мелким шагом, а при этом соотношении менее 2 возрастало время перенастройки ножниц на другую ширину полос.
В аспекте экономии металла и уменьшения трудозатрат признано целесообразным выполнять винты с шагом резьбы S с диаметром меньше, чем у винтов с шагом резьбы 2S, причем величина этой разницы будет зависеть от конкретных условий работы ножниц и характера их изготовления.
Диаметры гладких отверстий d'1<1,03d1 и d'2<1,03d2 приводили в отдельных случаях к стопорению толкателей (из-за загрязнения резьбы винтов), а отверстия с d'1>1,07d1 и d'2>1,07d2 ослабляли толкатели с известными отрицательными последствиями.
При величине соотношения расстояний между ножами lmax/lmin<5,5 снижались технические возможности ножниц (так же, как и при lmin>1,25bн). При lmax/lmin>5,7 недопустимо возрастал прогиб валов, а при lmin<1,13bн наблюдалось скручивание чрезмерно узких полос после резки.
Уменьшение высоты внутренних сегментов (hс<1,3δ) и их длины не давала нужного повышения жесткости валов (для полос толщиной 2 мм с σв=470 МПа), а при hc>l,68 неоправданно возрастали затраты на изготовление сегментов.
Дисковые ножницы, взятые в качестве ближайшего аналога (см. выше), в опытах не использовались ввиду их явного несоответствия цели настоящего изобретения. Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для достижения поставленной цели, его преимущество перед известным объектом.
Технико-экономический анализ показал, что использование предлагаемых дисковых ножниц сокращает простои, связанные с переходом на новую ширину разрезаемых полос, не менее чем в 10 раз, что повышает производительность ножниц почти на 30% с соответствующим снижением производственных затрат и себестоимости готовых полос.
Пример конкретного выполнения
Дисковые пятипарные ножницы (см. фиг.1) предназначены для роспуска на четыре полосы рулонного полосового проката шириной 830 мм и толщиной 0,5…2,0 мм из стали с σв≤470 МПа.
Параметры ножей: Dн=250 мм; bн=25 мм. Dн=2D, т.е. D=250/2=125 мм.
Длина трубчатой части валов L=820 мм, δ=0,095×D=0,095×125≈12 мм, b=δ=12 мм, т.е. внутренний радиус вала R=(D-2δ)/2=50,5 мм. Материал - сталь 45.
Длина круговых сегментов - 40 мм; их высота hс=1,45×δ=1,45×12=17,4 мм, ширина bс=76,2.
Величины: lmin=1,2×bн=1,2×25=30 мм; lmax (максимальное расстояние между ножами) = 5,6×lmin=5,6×30=168 мм.
Высота толкателей Н=140 мм; размеры их поперечного сечения: b=12 мм, b'=20 мм.
Резьба винтов - метрическая; S=1,25 мм; 2S=2,5 мм; диаметр винта с шагом S-d2=12 мм, с шагом 2S-d1=18 мм.
Диаметры гладких отверстий: d'1=1,05×d1=1,05×18≈19 мм; d'2=1,04×d2=1,04×12≈12,5 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ РЕЗКИ СЛЮДЫ | 2024 |
|
RU2835343C1 |
| ДИСКОВЫЕ НОЖНИЦЫ | 1994 |
|
RU2084315C1 |
| СПОСОБ ПРОДОЛЬНОЙ РЕЗКИ СТАЛИ ТОЛЩИНОЙ 2-6 ММ | 1995 |
|
RU2089355C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ РУЛОНОВ ГОРЯЧЕКАТАНЫХ ПОЛОС | 1997 |
|
RU2116147C1 |
| РОЛИКОВОЕ ЦЕНТРИРУЮЩЕЕ УСТРОЙСТВО | 1992 |
|
RU2010639C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МНОГОПЕРЕХОДНОЙ ШТАМПОВКОЙ | 2008 |
|
RU2403117C2 |
| Дисковые ножницы | 1988 |
|
SU1586858A1 |
| ДИСКОВЫЕ НОЖНИЦЫ | 2002 |
|
RU2221675C2 |
| Дисковые ножницы | 1979 |
|
SU854614A1 |
| МНОГОРЯДНЫЕ НОЖНИЦЫ | 1995 |
|
RU2104129C1 |
Изобретение относится к прокатному производству, в частности к отделке полосовой рулонной стали. Дисковые ножницы, преимущественно для продольной порезки полосовой стали толщиной 0,5-2,0 мм с пределом прочности σв≤470 МПа. Они содержат два приводных вала с установленными на них дисковыми ножами. Ножницы содержат пять пар ножей диаметром Dн=(1,9-2,1)D, где D - наружный диаметр вала, валы которых выполнены пустотелыми в виде труб с толщиной стенки δ, равной (0,08-0,11)D, и с торцевыми заглушками на их концах. Средняя пара ножей выполнена неперемещаемой. На валах выполнены сквозные продольные щели, противолежащие друг другу, с шириной b=δ и с перемычками между ними, на которых установлены средние ножи. В щелях расположены с возможностью перемещения с помощью четырех винтов четыре вертикальных толкателя ножей. Упомянутые винты упираются во внутреннюю перемычку цилиндрической формы на середине длины каждого вала. Шаг резьбы одного винта вдвое больше шага резьбы S другого винта. Толкатели выполнены с двумя отверстиями, одно из которых резьбовое, а другое - диаметром, равным 1,03-1,07 наружного диаметра резьбы винта, проходящего сквозь это отверстие. Крайние толкатели выполнены с резьбовыми отверстиями диаметром d1 на одном конце и с гладкими отверстиями d'1=(1,03…1,07)d1 на другом конце. Промежуточные толкатели - с противоположным распределением отверстий с диаметрами d2<d1 и d'2=(1,03…1,07)d2, где d2 - диаметр резьбового отверстия, d'2 - диаметр гладкого отверстия. В результате обеспечивается повышение производительности и сокращение производственных затрат. 4 з.п. ф-лы, 1 ил., 1 пр.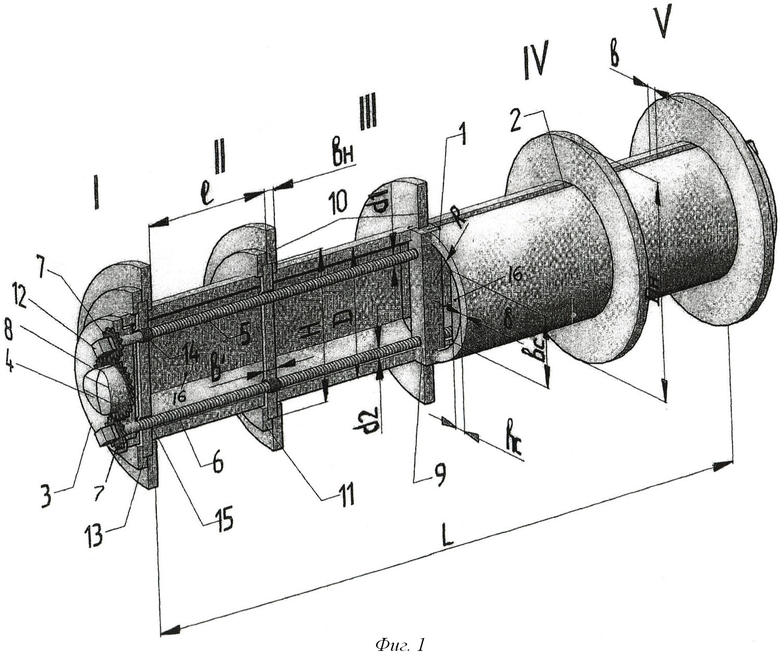
1. Дисковые ножницы, преимущественно для продольной порезки полосовой стали толщиной 0,5-2,0 мм с пределом прочности σв≤470 МПа, содержащие два приводных вала, размещенных в опорах, с установленными на них дисковыми ножами, выполненными с возможностью изменения расстояния между ними по горизонтали, отличающиеся тем, что они содержат пять пар ножей диаметром Dн=(1,9-2,1)D, где D - наружный диаметр вала, валы которых выполнены пустотелыми в виде труб с толщиной стенки δ, равной (0,08-0,11)D, и с торцевыми заглушками на их концах, при этом средняя пара ножей выполнена неперемещаемой, причем на валах выполнены сквозные продольные щели, противолежащие друг другу, с шириной b=δ, и с перемычками между ними, на которых установлены средние ножи, а в щелях расположены с возможностью перемещения четыре вертикальных толкателей ножей, каждый из которых сцеплен с соответствующим ножом одним своим концом и с возможностью перемещения в щелях с помощью четырех винтов, упирающихся во внутреннюю перемычку цилиндрической формы на середине длины каждого вала, причем шаг резьбы одного винта вдвое больше шага резьбы S другого винта, расположенного с ним в общей половине вала, при этом толкатели выполнены с двумя отверстиями, одно из которых резьбовое, а другое - диаметром, равным 1,03-1,07 наружного диаметра резьбы винта, проходящего сквозь это отверстие, причем крайние толкатели выполнены с резьбовыми отверстиями диаметром d1 на одном конце и с гладкими отверстиями d'1=(1,03…1,07)d1 - на другом конце, а промежуточные толкатели - с противоположным распределением отверстий с диаметрами d2<d1 и d'2=(1,03…1,07)d2, где d2 - диаметр резьбового отверстия, d'2 - диаметр гладкого отверстия.
2. Дисковые ножницы по п.1, отличающиеся тем, что одновременное и в одном направлении вращение каждых двух винтов в одной половине вала обеспечивается с помощью шестерен, расположенных на наружных концах винтов и промежуточной шестерни между ними.
3. Дисковые ножницы по п.1, отличающиеся тем, что величина максимального отношения расстояний между дисковыми ножами по горизонтали к их минимальному расстоянию (lmin) составляет 5,5-5,7.
4. Дисковые ножницы по п.1, отличающиеся тем, что величина lmin=(1,13…1,25)bн, где bн - ширина режущей поверхности ножа.
5. Дисковые ножницы по п.1, отличающиеся тем, что внутри валов на их стенках расположены четыре круговых сегмента, параллельных толкателям с высотой hc=(1,3…1,6)δ и с их длиной, равной расстоянию от средней перемычки до торцевой заглушки.
| ДИСКОВЫЕ НОЖНИЦЫ | 1994 |
|
RU2084315C1 |
| Ножницы дисковые для продольнойРЕзКи пОлОСОВОгО МАТЕРиАлА | 1979 |
|
SU837614A1 |
| ДИСКОВЫЕ НОЖНИЦЫ | 2004 |
|
RU2317180C2 |
| US 4222297 A1, 16.09.1980 | |||
| JP 6031525 A, 08.02.1994. | |||

