Изобретение относится к области машиностроения, в частности к натяжным приспособлениям для болтов, и может применяться для сборки и разборки резьбовых соединений в виде шпилек с гайками для крепления крышек сосудов высокого давления.
Цель изобретения - повышение надежности за счет обеспечения возможности изменения затяжки каждого конкретного резьбового узла, исключения многократного циклического на- гружения крепежных элементов всех резьбовых узлов,
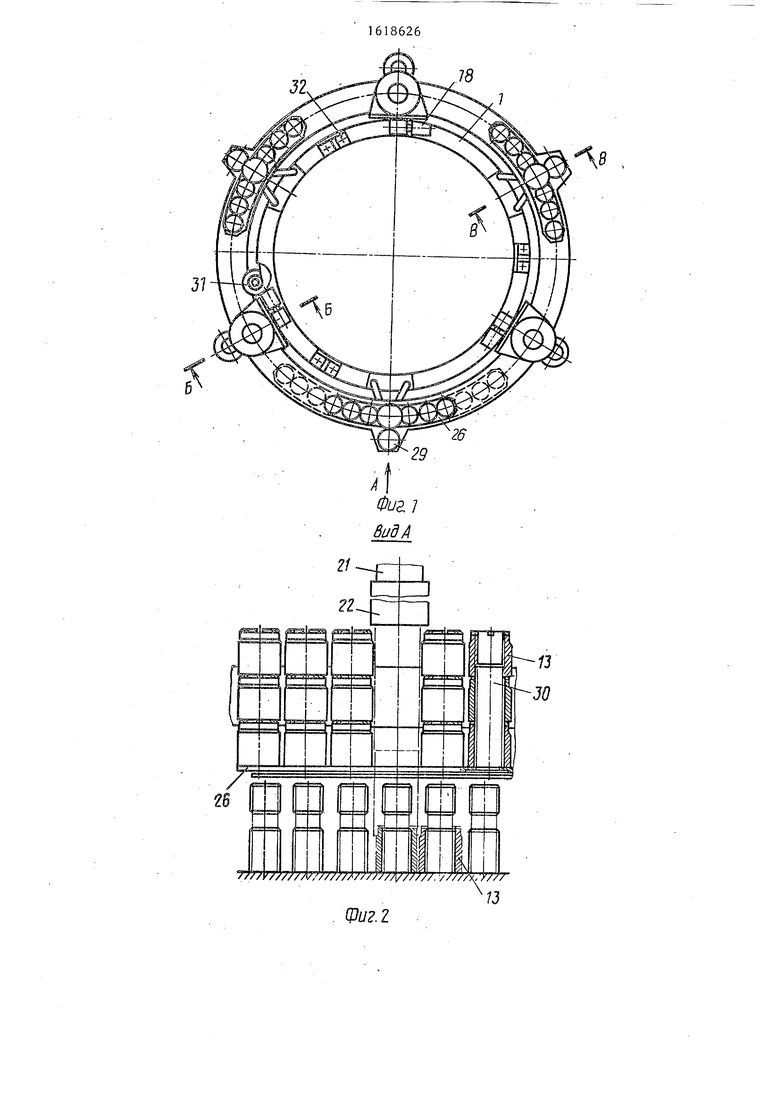
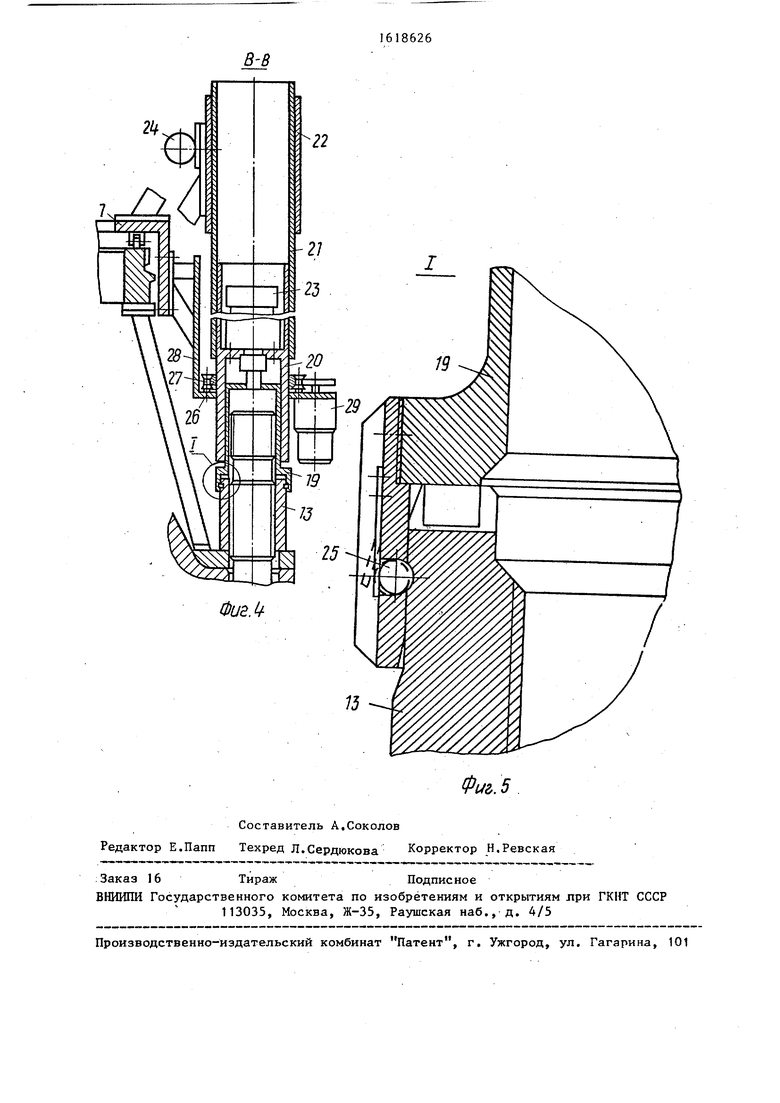
На фиг.1 изображено устройство, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг ,1; на фиг.5 - узел I на фиг.4 :(шариковый;| замок-захват основных гаек), ....
Устройство для сборки и разборки групп крупных резьбовых узлов фланцевых соединений содержит монтажное кольцо 1, установленное в роликовых опорах 2 на кольцевом рельсе 3, закрепленном на раме 4, установленной на крышке 5 фланцевого соединения. На монтажном кольце 1 крепятся стягивающие узлы, состоящие из корпусов 6, кры- , шек 7, гидродомкратов 8 в виде автономных камер,.размещенных в разъемных корпусах, вспомогательных тяг 9 с гайками 10 ; кулачковых муфт 11 с приводами 12 их осевого перемещения.
Кулачковые, муфты 11-взаимодействуют поочередно с торцовыми зубчатыми венцами вспомогательных тяг 9 или основных гаек 13 и размещаются на шлицевых валах 14, приводимых во вращение мотор-редукторами 15 через муфты 16 предельного момента. На вспо
могательных тягах 9 размещены тензо- датчики 17 контроля напряжений растяжения. Стягивающие узлы имеют приводы 18 их вертикального перемещения. На монтажном кольце 1 крепятся также узлы навинчивания и отвинчивания основных таек 13, содержащие магазины гаек и гайковерты, включающие шпиндели 19, размещенные внутри телескопически сочлененных гильз 20-22. Гильза 22 жестко закреплена на монтажном кольце 1, Шпиндели -19 имеют
приводы 23 их вращения, а гильзы 20 и 21 имеют приводы 24 их осевого перемещения. На торцах шпинделей 19 размещены шариковые замки-захваты 25 основных гаек 13.
Каждый магазин гаек содержит секторную обойму 26, установленную в роликовых опорах 27 на кронштейне 28, жестко закрепленном на монтажном кольце 1. Обойма 26 имеет привод 29 ее
вращения относительно гайковерта и снабжена шпильками 30 для размещения на них основных гаек 13. Кроме того, монтажное кольцо 1 имеет привод 31 его .вращения и кронштейны 32 крепления аппаратуры системы контроля напряжений растяжения деталей резьбовых узлов. На корпусах 6 крепятся на кронштейнах индикаторы 33.
Устройство работает следующим
образом.
После монтажа устройства с установленными в магазины основными гайками 13 производится навинчиваниё трех основных гаек 13, для чего обоймы 26 поворачиваются приводами
29 до совмещения оси одной из шпилек
30 с осью гайковерта, затем шпиндели IS опускаются до контакта с основными гайками 13, включением приводов
5161 23 производится свинчивание трех основных гаек 13 со шпилек 30, после чего гайковерты с гайками J3 занимают крайние верхние положения. Затем обоймы 26 поворачиваются приводами 29 до совмещения осей центральных отверстий с осями гайковертов, которые опускаются и навинчивают основные гайки 13 на основные шпильки.
Затем включением привода 31 устройство поворачивается до совмещения осей стягивающих узлов с осями резьбовых узлов, на которые навинчены гайки 13. Включением приводов 18 стягивающие УЗЛЫ опускаются до контакта с крышкой 5 фланцевого соединения, затем приводами на основные шпильки навинчиваются вспомогательные тяги 9 и производятся контрольные нагружения резьбовых узлов усилиями, составляющими 40-50% от номинальных, при этом производится оценка напряжений растяжения по показаниям тензодатчиков 17. Затем после корректировки производится растяжение резьбовых элементов усилием-, необходимым для получения нужных напряжений в крепежных деталях fконтролируется по показаниям индикаторов 331, после чего основные гайки 13 довинчиваются до упора во фланец крышки 5 одинаковыми крутящими моментами, обеспечиваемыми муфтами 16. Дальнейшая работа устройства производится в необходимой последовательности. Применение предлагаемого устройства позволяет производить сборку и разборку фланцевых соединений и изменять при необходимости затяжку отдельных конкретных резьбовых узлов, что делает возможным применение устройства при эксплуатации атомных реакторов на работающих АЭС.
Формула изобретения
1, Устройство для сборки и разборки групп крупных резьбовых узлов фланцевых соединений, содержащее
0
6266 о
гидродомкраты с резьбовыми тягами, мотор-редукторы с муфтами предельного момента для затяжки гаек резьбовых узлов и систему контроля на- пряжений растяжения деталей резьбо- вых узлов, отличающееся тем, что, с целью повышения надежности, оно снабжено приводами, рамой с закрепленным на ней кольцевым рельсом, установленным на последнем монтажным кольцом с приводом его вращения, установленными на монтажном кольце узлами для навинчивания и отвннчипания гаек резьбовых узлов, включающими гайковерты и магазины гаек, а гидродомкраты выполнены в виде автономных камер, р..иных в разъемных корпусах, имеющих мотор- 0 редукторы с муфтами предельного момента и установленных на монтажном кольце с возможностью перемещения посредством приводов.
2. Устройство по п.1, о т л и - 5 ч а ю щ е е с я тем, что каждый гайковерт выполнен в виде телескопических гильз с приводами их осевого перемещения, наружная из которых жестко связана с монтажным кольцом, Q и размещенных в гильзах шпинделя с приводом его вращения и захвата г.-н к резьбовых узлов, а каждый магазин гаек выполнен в виде секторной1 обоймы с приводом ее поворот; относительно соответствующего гаймжерта и шпилек из неметаллического матсрнлла для размещения гаек резьбиных умлон.
3. Устройство по пп. 1 и 2, о т личающееся тем, что гидро- XQ домкраты выполнены в виде кольцевых сильфонов из упругого материала, охватывающих резьбовые тяги.
4. Устройство по п.1, о т л и - ча ющееся тем, что оно снабжено размещенными на монтажном кольце кронштейнами с узлами крепления элементов системы контроля напряжений растяжения деталей резьбовых узлов.
5
45
31
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки или разборки фланцевых соединений | 2016 |
|
RU2657150C2 |
| Способ сборки и разборки групп крупных резьбовых узлов фланцевых соединений и устройство для его осуществления | 1987 |
|
SU1521585A1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ ШПИЛЕК | 2011 |
|
RU2458782C1 |
| Способ сборки и разборки фланцевых соединений и устройство для его осуществления | 1989 |
|
SU1623855A1 |
| ГАЙКОВЕРТ | 2007 |
|
RU2350459C1 |
| ЛЕГКОСЪЕМНОЕ БЕЗЗАЗОРНОЕ КРЕПЕЖНОЕ СОЕДИНЕНИЕ ФЛАНЦЕВ | 2013 |
|
RU2519996C1 |
| Гайковерт | 1985 |
|
SU1240567A1 |
| Гайковерт | 1980 |
|
SU948653A1 |
| Гайковерт | 1985 |
|
SU1260176A2 |
| Инерционный гайковерт | 1980 |
|
SU969506A1 |
Изобретение относится к устройствам для сборки и разборки групп крупных резьбовых узлов флшщеных соединений и предназначено для использования в атомной промышленности. Целью изобре.тения является повышение надежности соединения. При работе основные гайки 13 посредством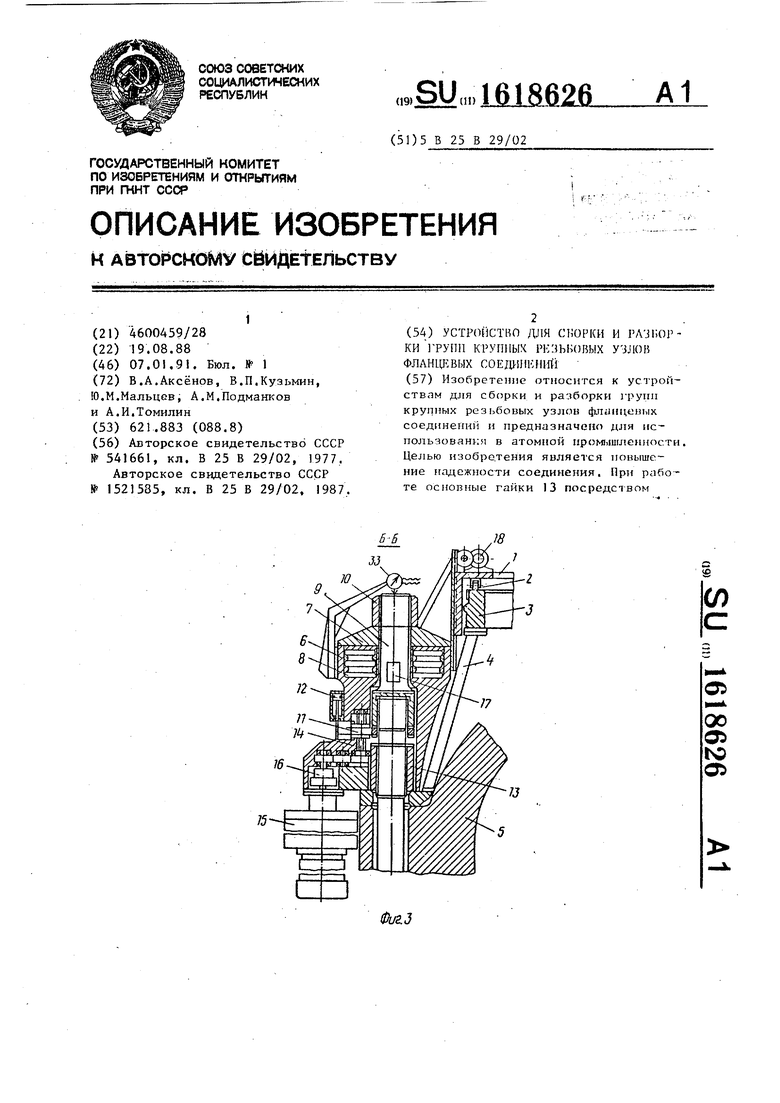
Фиг. 2
2k
| Устройство для одновременного растягивания группы крупных резьбовых крепежных деталей | 1972 |
|
SU541661A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
