Изобретение относится к производству клееных нетканых материалов.
Цель изобретения - улучшение качества клееного нетканого материала.
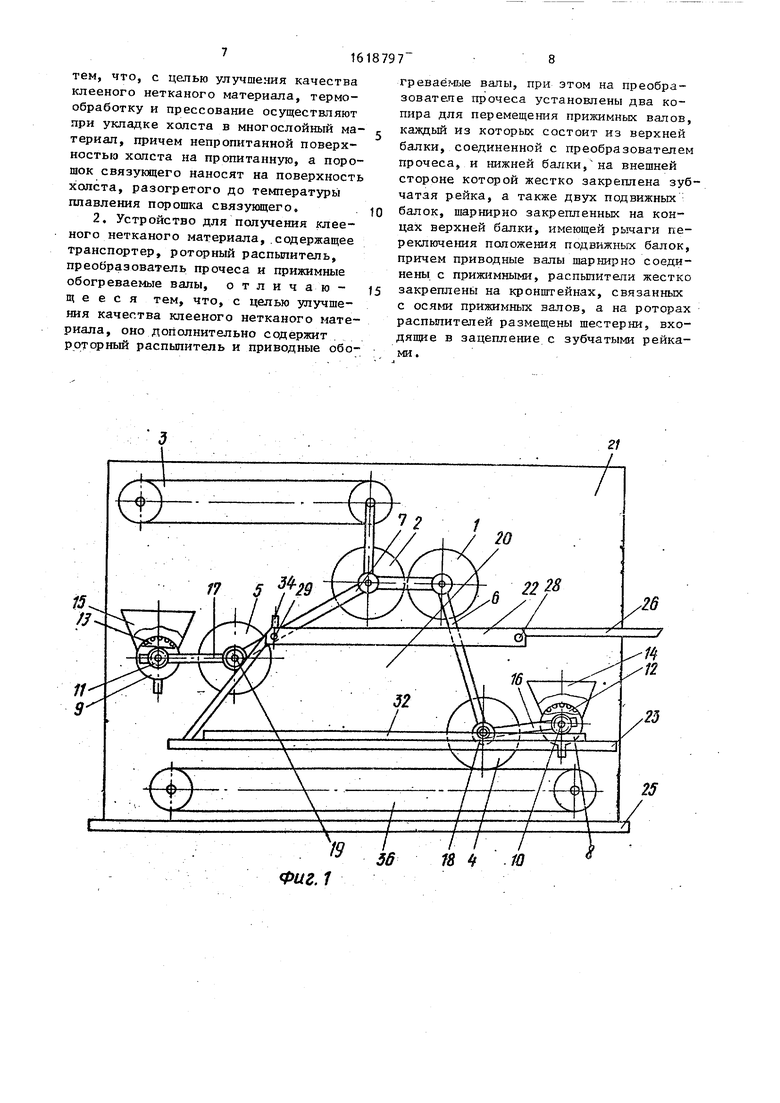
На фиг . 1 представлено устройство, вид сверху; на фиг.2 - то же, вид сбоку; на фиг.З - копир, общий вид.
Приводные обогреваемые валы 1 и 2 предлагаемого устройства кинематичес- ки связаны с нижним транспортером 3
преобразователя прочеса, прижимные обогреваемые валы 4 и 5 шарнирно тягами 6 и 7 соединены с приводными валами 1 и 2, роторные распылители 8 и 9 - с тестернями 10 и 11 на концах рифленых валиков 12 и 13, кожухи 14 и 15 роторных распылителей 8 и 9 посредством кронштейнов 16 и 17 жестко закреплены на полуосях 18 и 19 прижимных обогреваемых валов 4 и 5, ко316
пиры 20 и 21 в виде неподвижных верхних 22 и нижних 23 прямоугольных балок, горизонтально установленных на боковых стойках 24 рамы 25 преобразователя прочеса, и подвижных прямоугольных балок 26 и 27 посредством осей 28 и 29 связаны сверхними неподвижными брусьями 22, ролики 30 и 31 установлены на полуосях 18 и 19 прижимных обогреваемых валов 4 и 5, рей- ки 32 и 33 закреплены на внешних сторонах нижних балок 23 копиров 20 и ,21, рычаги 34 и 35 переключения положения подвижных балок 26 и 27 установлены на осях 28 и 29. Кроме того, устройство содержит транспортер 36 передвижения многослойного материала. Все элементы предлагаемого устройства установлены на преобразователе прочеса.
Устройство работает следующим образом.
Холст с нижнего транспортера 3 преобразователя прочеса приводными обогреваемыми валами 1 и 2 нагревается и подается под прижимной обогреваемый вал 4, который вместе с другими элементами устройства движется слева направо (от чесальной машины). Ролики 30 вала 4 перемещаются по нижним балкам 23 копиров 20 и 21, тем самым вал 4 вторично нагревает холст перед нанесением на его поверхность порошка связующего роторным распылителем 8, рифленый валик 12 которого приводится в движение шестернями 10, ; перемещающимися по рейкам 32 и 33,
Таким образом, холст нагревается, на его поверхность наносится слой порошка связующего и укладывается в многослойный материал, который в свою очередь термообрабатывается и прессуется. В этом случае ролики 31 прижимного вала 5 перемещаются по верхним балкам 22 копиров 20 и 21, тем самым выводя из контакта с поверхностью многослойного материала (с верхним слоем, на который нанесен порошок связующего предыдущим циклом) прижим-; ной обогреваемый вал 5. Рифленый валик ,13 роторного распылителя 9 не вращается (не производит, нанесения порошка связующего на поверхность холста), так как шестерни 11 не вхо-i пят в зацепление с рейками 32 и 3.3. ,
Дойдя до правого крайнего положения и при движении справа налево (к чесальной машине) ролики 30 при7974
жимног о обогреваемого вала 4 перемещаются по верхним балкам 22 копиров 20 и 21, тем самым вал 4 выходит из . контакта с поверхностью многослойного материала (с поверхностью, на которую при движении слева направо в данном полуцикле нанесен порошок связующего) . Одновременно с этим шестерни 10,
Q нанесенные на концы рифленого валика 12 роторного распылителя 8, выходят из защепления с рейками 32 и 33 (валик не вращается, порошок не наносит). Ролики 31 прижимного обогреваемого
5 вала 5 перемещаются по нижним балкам 23 копиров 20 и 21, а шестерни 11 рифленого валика 13 роторного распылителя 9 входят в защепление с рейками 32 и 33. Холст в этом случае подается
0 приводными обогреваемыми валами 1 и
2 под прижимной обогреваемый вал 5,
защищая этот вал от соприкосновения
, с порошком связующего предыдущего
слоя многослойного материала. Таким
5 образом, холст нагревается одновременно приводными валами 1 и 2 и прижимным валом 5, на его поверхность роторным распылителем 9 наносится слой порошка связующего и укладываетQ ся в многослойный материал, который в свою очередь термообрабатывается и прессуется прижимным обогреваемым валом 5. Дойдя до левого крайнего положения и при движении слева направо (от чесальной машины), цикл повторя- ется.
Так как скорость транспортера 36 передвижения многослойного материала (пропитанного, термообработанного и спрессованного) в 6-30 раз меньше (в зависимости от количества сложений холста в многослойный материал) ско- .рости раскладки холста (соответственно скорости нижнего транспортера 3
с преобразователя прочеса), то прижимные обогреваемые валы 4 и 5, многократно перемещаясь по одним и тем же участкам многослойного материала, термообрабатывают и прессуют его. При необходимости величину давления прессования можно регулировать с помощью дополнительной установки прижимного устройства на валы 4 и 5.
Подвижные элементы копиров работа- с ют следующим образом. При движении устройства (приводных валов 1 и 2, прижимных валов 4 и 5, роторных распылителей 8 и 9, нижнего транспортера 31) слева направо (от чесальной
5
0
то
машины) подвижные балки 26 и 27 копиров 20 и 21 находятся в положении низ. Прижимной вал 5, перемещающийся в этом случае впереди, поднимается по подвижным балкам 26 на верхние неподвижные балки 22 копиров 20 и 21 и, воздействуя на рычаги 34 переключения, переводит подвижные балки 26 в положение верх, поэтому следующий за валом 5 прижимной вал 4 идет по нижним балкам 23 копиров 20 и 21 . При подходе к правому крайнему положению ролик:: 31 прижимного вала 5 спускаются по подвижным балкам 27 с верхних 22 на нижние 23 балки. При этом ролики 30 вала 4, проходя по нижней балке 23, поднимают подвижные балки 27 копиров 20 и 21, однако последние при отходе роликов 30 под действием собственного веса возвращаются в нижнее положение.
Таким образом, при правом крайнем положении подвижных узлов устройства балки 27 находятся в положении , а балки 26 в положении верх При движении подвижных узлов устройства справа налево (к чесальной машине) наоборот ролики 30 прижимного обогреваемого вала 4, следующие впереди, поднимаются по подвижным балкам 27 на верхние балки 22 копиров 20 и 21 и посредством рычагов 35 переводят балки 27 в положение верх, тем самым ролики 31 прижимного вала 5, следующего за валом 4, перемещаются по нижним балкам 23 копиров 20 и 21. При подходе к левому крайнему положению ролики 30 опускают подвижные балки 26 в положение низ. В левом крайнем положении подвижных узлов устройства подвижные балки 26 находятся в поло- женки низ, а подвижные балки 27 161
в
верх,
положении
При повторном движении подвижных узлов устройства слева направо (от чесальной машины) цикл повторяется.
Таким образом, использование копиров такого устройства позволяет поочередно выводить приводные обогреваемые валы из контакта с порошком связующего, нанесенного на поверхность ранее уложенного холста. Это позволяет использовать металлические
Использование разработанного устройства обеспечивает осуществление предлагаемого способа. Преимущества способа и устройства заключаются в улучшении качества клееного нетканого материала, сокращении в 1,5-1,7 раза потерь порошка связующего и повышении равномерности его распределения в материале, увеличении в 1,2- 1,5.раза производительности труда, снижении энергетических затрат на транспортировку, термообработку и прессование, сокращении числа техно45 логического оборудования и габаритных , размеров установки, улучшении сани- тарно-гигиенических условий труда. Кроме того, уменьшение трудоемкости позврляет снизить себестоимость про50 дукции и сократить энергозатраты.
Формула изобретения
1. Способ получения клееного невалы без полимерного защитного покры- 55 тканого материала, включающий нанесетия и устранить необходимость исполь- .зования прокладочных пленок.
Совмещение технологических стадий получения материала в одну технологйние порошка связующего на поверхность холста, укладку холста в многослойный материал, термообработку и прессование, отличающийся
10
15
20
87976
ческую операцию позволяет не только устранить потери и повысить равномерность распределения порошка связующего по длине и иприне, но, что особенно важно, по толщине многослойного материала. Это достигается тем, что на поверхность холста с нанесенным слоем порошка связующего укладывается холст без порошка связующего, на обратную сторону которого в этот момент наносится связующее, т.е. получается многослойный материал : холст - порошок - холст - порошок и т.д.
Метод укладки холста в многослойный материал позволяет не только повысить равномерность распределения связующего, но и дает возможность использовать холст большего развеса, т.е. повышает производительность труда.
Нанесение порошка связующего на нагретый с помощью приводных и прижимных валов холст позволяет надежно
25 закрепить частицы порошка, в результате чего предотвращается унос мелких частиц порошка с поверхности холста воздушным потоком, который создают подвижные элементы устройства, что
30 исключает образование взрывоопасной воздушно-пылевой среды.
Использование разработанного устройства обеспечивает осуществление предлагаемого способа. Преимущества способа и устройства заключаются в улучшении качества клееного нетканого материала, сокращении в 1,5-1,7 раза потерь порошка связующего и повышении равномерности его распределения в материале, увеличении в 1,2- 1,5.раза производительности труда, снижении энергетических затрат на транспортировку, термообработку и прессование, сокращении числа техно45 логического оборудования и габаритных , размеров установки, улучшении сани- тарно-гигиенических условий труда. Кроме того, уменьшение трудоемкости позврляет снизить себестоимость про50 дукции и сократить энергозатраты.
35
40
ние порошка связующего на поверхность холста, укладку холста в многослойный материал, термообработку и прессование, отличающийся
тем, что, с цепью улучшения качества клееного нетканого материала, термообработку и прессование осуществляют при укладке холста в многослойный материал, причем непропитанной поверхностью холста на пропитанную, а порошок связующего наносят на поверхность холста, разогретого до температуры плавления порошка связующего,
2. Устройство для получения клееного нетканого материала,.содержащее транспортер, роторный распылитель, преобразователь прочеса и прижимные обогреваемые валы, отличающееся тем, что, с целью улучшения качества клееного нетканого материала, оно дополнительно содержит роторный распылитель и приводные обогреваемые валы, при этом на преобразователе прочеса установлены два копира для перемещения прижимных валов, каждый из которых состоит из верхней балки, соединенной с преобразователем прочеса, и нижней балки, на внешней стороне которой жестко закреплена зубчатая рейка, а также двух подвижных :
балок, шарнирно закрепленных на концах верхней балки, имеющей рычаги переключения положения подвижных балок, причем приводные валы шарнирно соединены с прижимными, распылители жестко
закреплены на кронштейнах, связанных с осями прижимных валов, а на роторах распылителей размещены шестерни, входящие в зацепление с зубчатыми рейка- ми. . 

| название | год | авторы | номер документа |
|---|---|---|---|
| Производство нетканого материала из полиэфирных волокон | 2024 |
|
RU2837477C1 |
| Поточная линия для производства нетканого материала | 1976 |
|
SU577268A1 |
| ПРЕОБРАЗОВАТЕЛЬ ПРОЧЕСА | 1992 |
|
RU2019590C1 |
| ИГЛОПРОБИВНАЯ МАШИНА | 1993 |
|
RU2064544C1 |
| Поточная линия для производства холста нетканого материала | 1988 |
|
SU1740511A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИОНИЧЕСКОГО НЕТКАНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2618468C2 |
| Узел дублирования слоев метариала к агрегату для изготовления моногослойного нетканного материала | 1975 |
|
SU549532A1 |
| Устройство для изготовления нетканого материала с наполнителем | 1991 |
|
SU1799407A3 |
| Огнестойкий материал | 2022 |
|
RU2810768C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНОГО МАТЕРИАЛА ДЛЯ ОЧИСТКИ ВОЗДУХА В ДВИГАТЕЛЯХ ВНУТРЕННЕГО СГОРАНИЯ И ПРОМЫШЛЕННОМ ОБОРУДОВАНИИ | 2001 |
|
RU2182613C1 |

Изобретение относится к способу производства клееных нетканых материалов на основе порошкообразных связую- щих к устройству для его осуществления. Цель изобретения - улучшение качества клееных нетканых материалов. Способ получения клееных нетканых материалов включает- нанесение порошка связующего на поверхность холста, предварительно разогретого до температуры плавления порошка связующего. Термообработку и прессование осуществляют при укладке холста в многослойный материал,-причем непропитанной поверхностью холста на пропитанную. Устройство для получения клееного нетканого материала содержит транспортер, роторные распылители, преобразователь прочеса, прижимные и приводные обогреваемые валы. При этом для перемещения прижимных обогреваемых валов на преобразователе прочеса установлены два копира. Каждый копир состоит из верхней балки, соединенной с преобразователем прочеса, и нижней балки, на внешней стороне которой жестко закреплена зубчатая рейка, а также двух подвижных балок, шарнирно закрепленных на концах верхней балки, имеющей рычаги переключения положения подвижных балок. Приводные валы шар- нирно соединены с прижимными. Роторные распылители закреплены на кронштейнах, связанных с осями прижимных валов, а на роторах распылителей размещены шестерни, входящие в зацепление с зубчатыми рейками. 2 с.п. , 3 ил. i (Л оэ 00 J
Фиг. 1
78 Ч Ю
Фиг, Z
32
23
| Тихомиров В.Б | |||
| Нетканые клееные материалы | |||
| - М | |||
| : Легкая индустрия, 1966, с | |||
| Паровоз с приспособлением для автоматического регулирования подвода и распределения топлива в его топке | 1919 |
|
SU272A1 |
