Изобретение относится к поточным линиям для производства нетканого материала.
Известно устройство, содержащее параллельно расположенные по меньшей мере две чесальные машины, каждая из которых имеет узел питания с приводом выпускных валов бункера и единый привод узлов приемного, главного и съемного барабанов, преобразователь прочеса, имеющий привод со средством регулирования и поперечный транспортер. Недостатком конструкции является предотвращения пересечки прочеса за счет автоматизации перехода с заправочной скорости на рабочую.
Цель изобретения - предотвращение пересечки прочеса путем автоматизации перехода с заправочной скорости на рабочую.
Указанная цель достигается тем, что, включая параллельно расположенные по меньшей мере две чесальные машины, каждая из которых имеет узел питания с приводом выпускных валов бункера и единый привод узлов приемного, главного и съемного барабанов, преобразователь прочеса, имеющий привод со средством регулирования, и поперечный транспортер поточная линия для производства холста нетканого материала предполагает выполнение сред- ства регулирования в приводе преобразователя прочеса в виде обгонной муфты, установленной на остове каждой чесальной машины и соединенной с единым приводом узлов главного, приемного и съемного барабанов; соединение верхних и нижних кареток продольных транспортеров, поперечных транспортеров и приводных кареток преобVJ
Јь О
сл
разователя прочеса между собой посредством ленты, а средних продольных транспортеров - посредством цепей и тросов одним из концов с остовом, а другим - с верхней кареткой нижних продольных транспортеров, и введение в единый привод узлов чесальной машины, привод выпускных валов бункера узла питания и привод преобразователя прочеса тахогенераторов, электрически связанных между собой.
Выполнение средства регулирования в приводе преобразователя прочеса в виде обгонной муфты исключает обрыв прочеса при пуске и останове чесальных машин, улучшает качество вырабатываемого волокнистого слоя, обеспечено получение движения при запуске и останове холстоформирующего устройства на самой низкой скорости механизмами питания и выпуска чесальной машины от главного барабана с синхронным с ним разгоном и остановом и последующим переводом этих механизмов электродвигателем постоянного тока без нарушения режима вращения главного и приемного барабанов на более высокие заправочную и рабочую скорость без остановки процесса чесания.
Введение в привод тахогенераторов и связь их со следящим регулируемым электроприводом постоянного тока поперечных транспортеров через станцию управления обеспечивает, кроме синхронизации работы поперечного транспортера с чесальными машинами и преобразователем прочеса при разгоне, заправочной, рабочей скоростях и останове, соответствие скорости поперечного транспортера при пуске скорости наиболее быстроходной из двух чесальных машин при работе двух чесальных машин на один общий поперечный транспортер, а при останове - наиболее инерционный, а также возможность согласования скорости поперечного транспортера и чесальной машины в режиме работы чесальной машины от электропривода главного барабана через обгонную муфту, выдачу равномерного настила заданной толщины на выпуске.
Соединение элементов посредством ленты улучшает качество раскладки, исключает нарушение целостности поверхностной плотности прочеса и настила, снижает трудоемкость и металлоемкость конструкции.
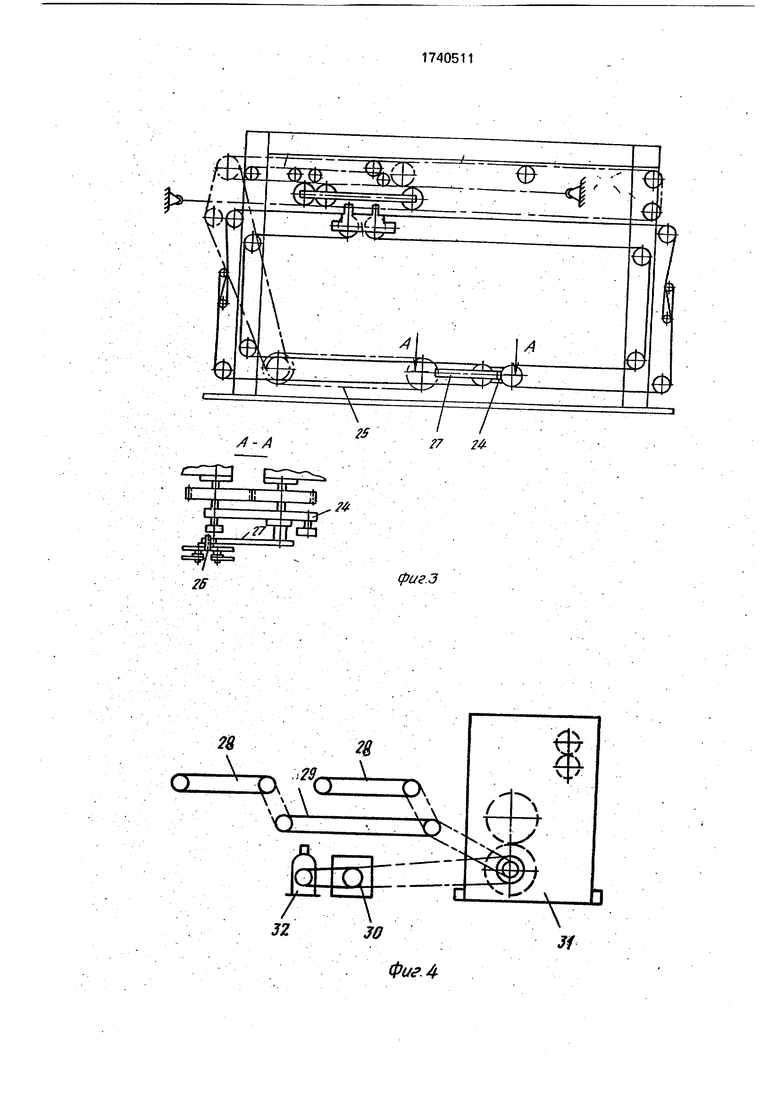
На фиг.1 и 2 дана взаимосвязь элементов привода с узлами машины и преобразователя прочеса в поточной линии; на фиг.З - кинематическая схема системы привода преобразователя прочеса поточной линии; нч фмг.4 - кинематическая схема системы
привода поперечных транспортеров поточной линии; на фиг.5 - функциональная схема холстоформирующего устройства с размещением электрооборудования этой же поточной линии для производства холста нетканого материала.
Поточная линия включает холстоформи- рующее устройство, привод которого содержит два двигателя постоянного тока 1 для одновременного привода в движение через обгонную муфту 2 (фиг.1) механизмов выпуска 3, в том числе съемных барабанов 4 и через карданный вал 5 и систему сменных
шестерен 6 узлов питания 7 чесальных машин и механизмов выпуска 8 бункеров, а также продольных транспортеров 9-13 преобразователей прочеса, Тахогенераторы 14 установлены для поддержания работы обоих приводов в синхронном режиме. Преобразователь прочеса 9-13 приводят в работу от главных валов 22. Два асинхронных двигателя 18 привода главных 15, приемных 16 барабанов, рабочих и чистительных валиков
17 установлены с возможностью одновременного синхронного режима их работы во время пуска и останова холстоформирующего устройства, а также с возможностью электрической связи их с электродвигателями привода системы питание-выпуск, причем эта электрическая связь выполнена так, что нельзя запустить узлы питания при неразогнанных главных и приемных барабанах с тем, чтобы обеспечивался качественный прочес. Асинхронные электродвигатели 18 приводят в движение через обгонную муфту 2 от главных барабанов 15 через промежуточные клиноременные 19 и зубчатые 20 передачи рабочие органы: съемный барабан 4 и
узлы 3-13, причем передаточное число от вала главного барабана 15 к муфте обгона 2 рассчитано так, что рабочие органы 3-13 получают от главного барабана 15 только минимальную скорость, что обеспечивает
синхронный режим разгона и останова главного барабана 15 и съемного 4 барабана, отсутствие рассогласования их скоростей, приводящее к ликвидации обрыва прочеса при пуске и останове, а от электродвигателей 1 они получают плавную регулируемую в широких пределах скорость от заправочной до рабочей. Главные барабаны 15 вращаются после останова электродвигателей 18 привода рабочих органов 3-13 по инерции и вращают за собой эти рабочие органы. Электрическая схема станции управления 21 выполнена так, что при останове машины, например вязально-прошивной, станция управления 21 обеспечит переход электродвигателей 1 и приводимых ими рабочих органов 3-13 на заправочную скорость, в то время как от электродвигателей 18 рабочие органы 15-17 вращаются на рабочей скорости с последующим остановом вместе с рабочими органами 15-17 по истечении выдержки времени, запланированного на устранение обрыва нити на вязально-прошивной машине. Станция управления 21 снабжена кнопкой управления для перевода рабочих органов 3-13 на рабочую скорость, если устранен обрыв нити в запланированное время. Холстоформирующее устройство снабжено на выходе волокнистого слоя из уплотнителя прочеса датчиками линейной плотности волокнистого слоя, служащими для контроля отклонения линейной плотности от номинальной и передачи электрического сигнала электродвигателям 1 для изменения скоростного режима рабочих органов 3-13. Привод лент продольных транспортеров 9-12 (фиг.1) преобразователей прочеса связан с приводом главного вала 22 преобразователей прочеса, установленного с возможностью сообщения движения подающему 9, верхнему 10, среднему 11, нижнему левому 12 транспортерам и через шестерни 23 - нижнему правому транспортеру 13. Привод возвратно-поступательного движения средних транспортеров 11 (фиг.З) осуществляют от главных валов 22 привода преобразователя прочеса через бесконечные цепи 25. расположенные с двух сторон каждого преобразователя прочеса, двух пальцев 26, укрепленных в этих цепях 25, двух кулис 27, шарнирно связанных с корпусом нижней каретки 24. Бесконечные цепи 25 установлены с возможностью передачи движения нижней каретке 24 с освобождением зоны выхода прочеса на поперечный транспортер 28, развернутый на 90° к поверхности движения продольных 9-12 транспортеров преобразователей прочеса. Регулирование ширины раскладки осуществляют путем изменения количества звеньев цепи 25. Привод поперечных транспортеров 28 преобразователей прочеса связан с приводом общего поперечного транспортера 29 (фиг.4), расположенного под ними. Электродвигатель постоянного тока 30 служит для привода поперечных транспортеров 28 и 29 и уплотнителя прочеса 31 и приводит их в движение с плавным регулированием скорости, обеспечивающей плавное изменение количества сложений прочеса на поперечном транспортере и выполнен с тахогенератором 32. Электродвигатель 30 электрически связан с электродвигателями 1 системы питание- выпуск так, что при пуске и останове их соответственно пропорционально изменяется его скорость.
Поточная линия для производства холста нетканого материала работает следующим образом.
При включении машины происходит 5 включение двигателя 18 (фиг.2) электропривода главного барабана, от которого приводится в движение вся машина (главный, приемный, съемный барабаны, питающий цилиндр, выпускные валы) и преобразова0 тель прочеса. Муфта включена. Обгонная муфта 2 электропривода системы питание-выпуск отключает электродвигатель постоянного тока 1 (фиг.1)системы питание-выпуск. Напряжение, снимаемое с тахогенератора 33, уста5 новленного на преобразователе прочеса, характеризует производительность машины и является задающим для поперечного транспортера 29 (фиг.4). Тахогенераторы 33 первой и второй машин включены парал0 лельно в цепь задающего напряжение электропривода поперечного транспортера 29 и гальванически развязаны друг от друга. Этим обеспечивается подача большего задающего напряжения чесальной машины,
5 имеющей большую скорость в данный момент времени. Для перехода с заправочной скорости на рабочую включают электропривод питание-выпуск. Как только двигатель 1 набрал обороты выше скорости вращения
0 обгонной муфты 2, происходит зацепление обгонной муфты 2 и осуществляется кинематическая связь между электродвигателем 1, системой питание-выпуск, питающим цилиндром, съемным барабаном, выпускными
5 валами, преобразователем прочеса и электродвигателем и отключение обгонной муфтой 2 электродвигателя 18 главного барабана 15. Машина выходит на рабочую скорость. Поперечный транспортер 29 изменя0 ет скорость движения в связи с изменением напряжения тахогенератора 36, пропорционально изменению скорости выпуска. При об- рыве нити иглопрошивной машины происходит отключение электродвигателя
5 системы питание-выпуск и переход чесальных машин на заправочную скорость, равную скорости привода от главного барабана. Вся машина приводится от электродвигателя 18 главного барабана. В случае неустранения
0 обрыва нити в нормируемое время происходит останов всей чесальной машины, т.е. отключается питание электродвигателя 18 и включается торможение. Идет останов всех рабочих органов. По сигналу с тахогенера5 торов 33, установленных на преобразователе прочеса, электропривод поперечного транспортера отслеживает . скорость наиболее быстроходной машины, т.е. задающим является большее напряжение из двух тахогенераторов.
Использование изобретения позволяет повысить качество выпускаемого продукта, исключить пересечку прочеса путем автоматизации перехода с заправочной скорости на рабочую, выдать волокнистый слой с нужной линейной плотностью и увеличить производительность хол стоформирующего устройства в поточной линии.
Формула изобретения 1. Поточная линия для производства холста нетканого материала, содержащая параллельно расположенные по меньшей мере две чесальные машины, каждая из которых имеет узел питания с приводом выпускных валов бункера и единый привод узлов приемного, главного и съемного барабанов, преобразователь прочеса, имеющий привод со средством регулирования, поперечный транспортер,отличающаяся тем,что, с целью предотвращения пересечки прочеса путем автоматизации перехода с заправочной скорости на рабочую, средство регулирования в приводе преобразователя
прочеса выполнено в виде обгонной муфты, установленной на остове каждой чесальной машины и соединенной с единым приводом узлов главного, приемного и съемного бара- банов.
2.Линия по п.1, отличающаяся тем, что в преобразователе прочеса, имеющем остов, верхние, нижние и средние продольные также поперечный транспортеры
и приводные каретки, верхние и нижние каретки нижних продольных транспортеров соединены между собой посредством ленты, а средние продольные транспортеры посредством цепей и тросов соединены одним
из концов с остовом, а другим - с верхней кареткой нижних продольных транспортеров. .
3.Линия по пп.1 и2,отличающая- с я тем, что единый привод узлов чесальной
машины, привод выпускных валов бункера узла питания и привод преобразователя прочеса имеют тахогенераторы, электр - ически связанные между собой.



| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ ПРИВОДА СЪЕМНОГО БАРАБАНА, ОРГАНОВ ПИТАНИЯ И ВЫПУСКА ЧЕСАЛЬНОЙ МАШИНЫ | 1969 |
|
SU251422A1 |
| ПРИВОД ДЛЯ ЧЕСАЛЬНЫХ МАШИН | 1966 |
|
SU215769A1 |
| ЧЕСАЛЬНАЯ МАШИНА | 1972 |
|
SU352974A1 |
| Часальная машина | 1967 |
|
SU239082A1 |
| ЧЕСАЛЬНО-ЛЕНТОЧНЫЙ АГРЕГАТ | 1968 |
|
SU208481A1 |
| Механизм съема волокна с главного барабана чесальной машины | 1988 |
|
SU1583489A1 |
| Способ формирования прочеса на чесальной машине в переходном режиме работы | 1986 |
|
SU1437424A1 |
| Чесальная машина | 1979 |
|
SU933837A1 |
| Устройство для накопления прочеса к агрегату для производства нетканого материала | 1980 |
|
SU896087A1 |
| ШЛЯПОЧНАЯ ЧЕСАЛЬНАЯ МАШИНА | 1966 |
|
SU183102A1 |

Изобретение относится к текстильной промышленности и позволяет предотвратить пересечки прочеса при пусках и остановах линии за счет того, что в поточной линии для производства холста нетканого материала, содержащей параллельно установленные чесальные машины, каждая из которых имеет узел питания с приводом выпускных валов бункера и единый привод узлов чесальной машины, преобразователь прочеса, имеющий привод со средством регулирования, поперечный транспортер, согласно изобретению средство регулирования в приводе преобразователя прочеса выполнено в виде обгонной муфты, установленной на остове каждой чесальной машины и соединенной с единым приводом рабочих органов; единый привод рабочих органов чесальной машины, привод выпускных валов бункера питания и привод преобразователя прочеса имеют тахогенераторы. 2 з.п. ф-лы, 5 ил. Ё
.33
И
f7
V
2f
Фиг Z
ър, # а . я
3/ /
i-вт
в
т
23 П
и з it
tt
/ //
usom
0Ј
ZЈ
сгпф
9Z
J
v-y
. Л
АЗ
Фиг 5
3/ 31 32
| Режущий инструмент | 1985 |
|
SU1287980A1 |
