А -г-А
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для защиты наружной стороны сварного шва | 1987 |
|
SU1504030A1 |
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1994 |
|
RU2070490C1 |
| УСТРОЙСТВО ДЛЯ ГАЗОВОЙ ЗАЩИТЫ СВАРОЧНОЙ ВАННЫ, СВАРОЧНОГО ШВА И ОКОЛОШОВНОЙ ЗОНЫ | 2015 |
|
RU2615103C1 |
| Щелевое сопло к горелкам для дуговой сварки неплавящимся электродом в защитных газах | 1974 |
|
SU582928A1 |
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |
| Устройство для защиты сварного шва | 1988 |
|
SU1540982A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| Устройство для защиты сварного шва | 1990 |
|
SU1738532A1 |
| Горелка для дуговой сварки | 1980 |
|
SU1011349A1 |
| Устройство для дуговой сварки в защитных газах | 1978 |
|
SU738799A1 |
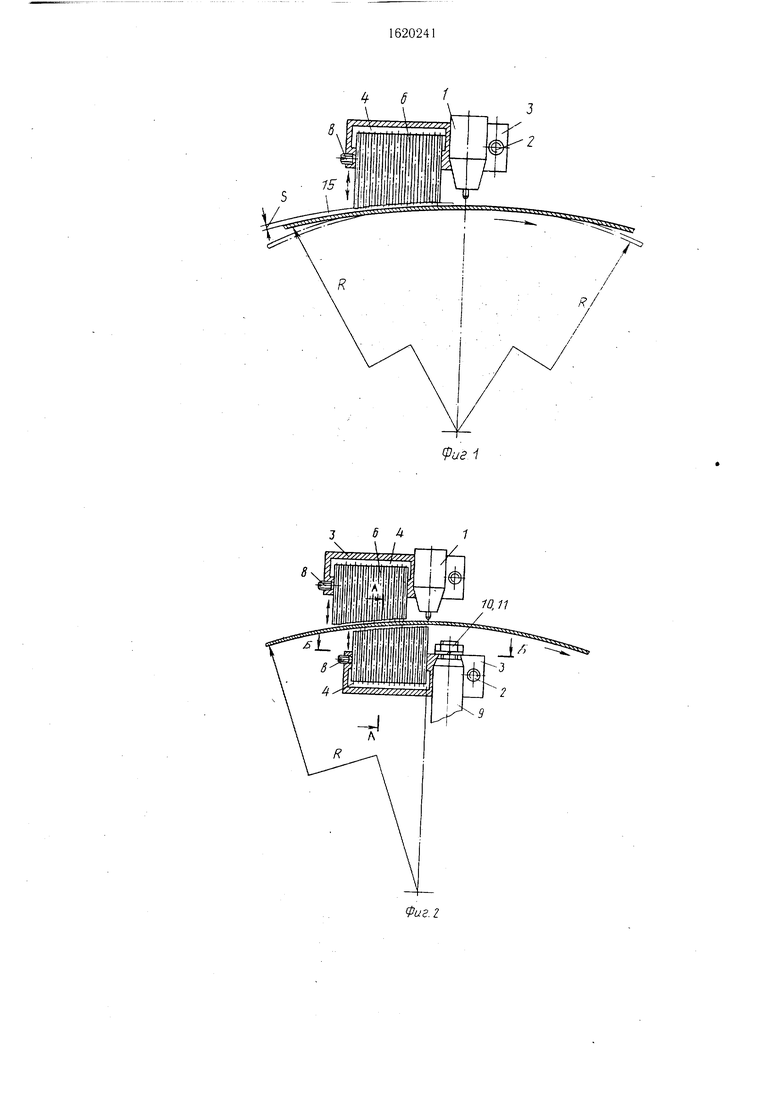
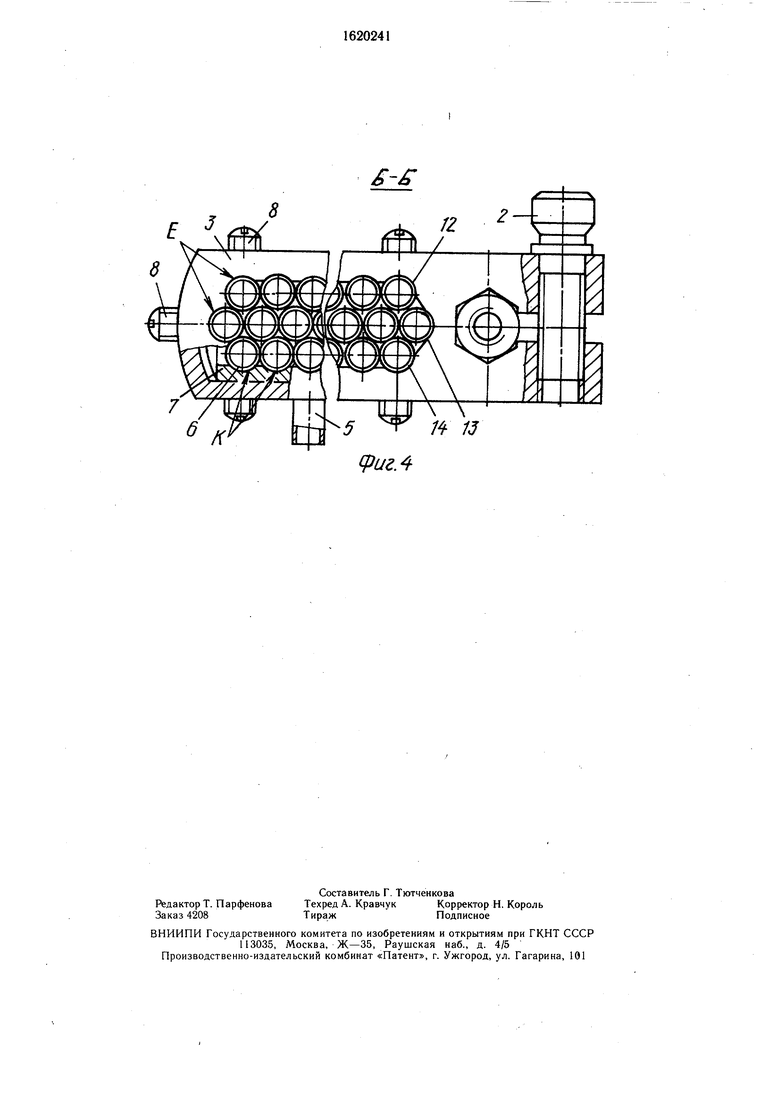
Изобретение относится к устройствам для защиты сварных швов изделий из высоколегированных нержавеющих сталей, сплавов на основе титана и других активных металлов и может быть использовано в различных отраслях народного хозяйства для защиты как лицевой, так и обратной стороны шва. Цель изобретения - повышение надежности защиты. Устройство содержит закрепленный на горелке корпус 3 газозащитной приставки с газоподводящей трубкой 5. В корпусе 3 смонтированы в шахматном порядке в несколько рядов трубки 6, подводящие защитный газ к месту сварки и имеющие возможность осевого перемещения. Трубки 6 фиксируются в корпусе 3 при помощи охватывающих их двух прижимных планок 7, на которых выполнены полукольцевые отверстия, и винтов 8 Устройство обеспечивает сварку изделий различного радиуса кривизны и листовых материалов. 4 ил.
8
Ј
Ю Г
N3 ±
Вход
Фиг.З
Изобретение относится к сварке изделий из высоколегированных, нержавеющих сталей и сплавов на основе титана и никеля и может быть использовано в устройствах для защиты сварного шва инертным газом как со стороны проплава, так и со стороны усиления.
Целью изобретения является расширение функциональных возможностей путем обеспечения переналадки устройства, упрощения и повышения надежности для защиты наружной и обратной стороны сварного соединения различных радиусов кривизны.
На фиг. 1 изображено предлагаемое устройство для защиты наружной стороны
сварного соединения, поперечный разрез; 15 жигают сварочную дугу, на фиг. 2 - устройство для защиты на-При необходимости уменьшить зазор межружной и обратной стороны сварного сое- ду торцом устройства и сварочной горел- динения, поперечный разрез; на фиг. 3 - кой можно отогнуть трубки 6 в сторону сечение А-А на фиг. 2; на фиг. 4 - сече- сварочной горелки, так как диаметр газо- ыие Б-Б на фиг. 2.подводящих трубок выбирают из ряда
Устройство для защиты сварного шва со- 20 2X0,4 (наружный диаметр X толщина
стенки); 03X0,5; 04X1; 4X0,5 в зависимости от толщины свариваемых деталей. Предлагаемое устройство позволяет выполнять сварку изделий различного радиуса
водящую трубку 5. В корпусе 3 в проточ- с. кривизны и листовых материалов и может ках смонтированы ряды трубок 6, подводя-быть использовано для защиты обратной
стороны сварного шва вместо съемных подкладок с формирующей канавкой или других специальных приспособлений с системой каналов и отверстий для подачи
держит закрепленный на горелке 1 стяжным винтом 2 корпус 3 газозащитной приставки с полукольцезыми проточками и с полостью 4 для подачи газа через газоподщих газ к месту сварки, каждая из которых на 0,3-0,5 мм длиннее предыдущей. Трубки 6 фиксируются в корпусе 3 прижимными планками 7 с полукольцевыми отверстиями К и упорными винтами 8. 30 инертного газа, обеспечивая сварку издеДля защиты обратной стороны сварного шва устройство монтируют на стойке 9 и закрепляют пружинной шайбой 10, гайкой 11 и стяжным винтом 2. Трубки 6 расположены рядами 12-14, причем ряд 13 трубок 6 смещен относительно ряда 12 и т. д. в шахматном порядке для улучшения газораспределения.
Устройство работает следующим образом.
Перед сваркой производят регулировку и наладку устройства для защиты сварного шва путем продольного перемещения трубок 6 до касания их подкладной радиусной пластины 15, имеющей толщину S (0,3-0,5) мм, равную необходимому зазору между торцами трубок 6 и свариваемым
35
40
лий с большим рядом типоразмеров и унификацию целого ряда существующих устройств для защиты инертным газом наружной и обратной сторон свариваемого изделия.
Формула изобретения
Устройство для защиты сварного шва, содержащее горелку и газозащитную приставку, включающую корпус с газоподводя- щей трубкой и узел подвода газа к месту сварки, выполненный в виде блока трубок, смонтированных в корпусе с возможностью осевого перемещения и фиксации, отличающееся тем, что, с целью повышения наизделием. После закрепления трубок 6 при- 45 Дежности защиты сварного шва, трубки для жимными планками 7 и упорными винтами 8 подкладную (настроечную) пластину 15 удаляют из зоны сварки. Также устанавливают прямолинейную пластину с последующим ее удалением при сварке листовых материалов. В зависимости от длины 50 стиями.
подвода газа к месту сварки установлены в шахматном порядке в несколько рядов, а механизм их фиксации выполнен в виде установленных в корпусе двух охватывающих прижимных планок с полукольцевыми отверзащищаемого шва, его ширины и толщины свариваемых деталей количество трубок 6 в ряду может быть от 15 до 50, а количество рядов - 3, 5, 7, 9, 11 и т. д.
После этого под давлением через газопод- водящую трубку 5 подают защитный газ в полость 4 корпуса 3, откуда он через трубки 6 выходит в зону расплава сварного шва по всей его длине, обеспечивая ламинарное газораспределение, охлаждает сварной шов и защищает его от вредных атмосферных примесей. Одновременно с подачей газа и созданием защитной атмосферы в зоне сварного шва (снаружи или снаружи и обратной стороны сварного шва) за-инертного газа, обеспечивая сварку изде
лий с большим рядом типоразмеров и унификацию целого ряда существующих устройств для защиты инертным газом наружной и обратной сторон свариваемого изделия.
Формула изобретения
Устройство для защиты сварного шва, содержащее горелку и газозащитную приставку, включающую корпус с газоподводя- щей трубкой и узел подвода газа к месту сварки, выполненный в виде блока трубок, смонтированных в корпусе с возможностью осевого перемещения и фиксации, отличающееся тем, что, с целью повышения наДежности защиты сварного шва, трубки для
подвода газа к месту сварки установлены в шахматном порядке в несколько рядов, а механизм их фиксации выполнен в виде установленных в корпусе двух охватывающих прижимных планок с полукольцевыми отверJ 6 4
4 61
в
к
Ј-Ј
(риг. 4
| Устройство для защиты сварного шва | 1988 |
|
SU1540982A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
