Предлагаемое изобретение относится к области сварки и может найти применение при сварке неплавящимся электродом в различных областях промышленности.
Известна горелка для автоматической сварки погруженным электродом в среде защитных газов (Паспорт на Установку ГСПД-1М «Головка для сварки неплавящимся электродом» ГСПД1М. Руководство по эксплуатации 702130240000, г.Ржев, ОАО «ЭЛЕКТРОМЕХАНИКА», 2002 г.). Горелка содержит корпус с установленным в нем водоохладительным цанговым узлом крепления неплавящсгося электрода (электрододержателем), водоохлаждаемое сопло, закрепленное на корпусе через соосную электроду изоляционную втулку. На корпусе горелки закреплена водоохлаждаемая приставка для газовой защиты сварного шва - башмак. Защитный газ подается двумя ламинарными кольцевыми потоками: дугообразующим и защитным. Недостатками известной горелки являются: малая глубина проплавления вследствие низкой концентрации энергии в зоне нагрева (так как дуга практически не обжата газовым ламинарным потоком и способна отклоняться от оси сварного соединения под действием электромагнитных сил в асимметричном электромагнитном и тепловом полях, что приводит к дефектам в виде непроваров); низкая стойкость электрода при сварке протяженных швов и ограничение свариваемых толщин (до 30 мм); закрепленный на горелке башмак вызывает неудобства при подготовке к сварке, не обеспечивает качественную защиту в процессе сварки и не оказывает должного влияния на скорость кристаллизации шва.
Указанные недостатки ограничивают использование известной горелки для сварки погруженным электродом.
Задачей данного изобретения является повышение эффективности технологического процесса сварки неплавящимся погруженным электродом.
Технический результат заключается в стабилизации процесса сварки, изменении и упрощении конструкции горелки, увеличении толщины свариваемого металла, повышении стойкости вольфрамового электрода, качественной защите сварочной ванны, уменьшении дефектов и улучшении геометрических параметров сварного шва.
Для достижения указанного технического результата предлагается следующая конструкция горелки.
Горелка содержит корпус, внутри которого расположен водоохлаждаемый электрододержатель, с установленной в нем цангой с вольфрамовым электродом, поджимаемой сверху винтовой пробкой. В нижней части корпуса через изоляционную втулку крепится водоохлаждаемое сопло и имеется газозащитное водоохлаждаемое устройство (башмак). Во внутренней полости электрододержателя, в его нижней части выполнены винтовые каналы, формирующие внутренний кольцевой поток дугоплазмообразующего газа. В нижней части корпуса между соплом и изоляционной втулкой установлена газоформирующая линза со ступенчатым внутренним отверстием, в которое тангенциально и под разными углами относительно оси горелки (электрода), а также разными скоростями подается газ. Формируются два независимых кольцевых спиральных газовых потока. Газозащитный башмак устанавливается на свариваемое изделие с возможностью перемещения по нему посредством свободного зацепления с соплом.
Отличительные признаки заявляемого технического решения: в корпус горелки вмонтировано специальное устройство - газоформирующая линза со ступенчатым внутренним отверстием, формирующая подачу двух газовых кольцевых спиральных потоков; корпус электрододержателя имеет винтовые каналы, формирующие третий кольцевой спиральный поток. Газозащитный башмак устанавливается на свариваемое изделие с возможностью перемещения по нему посредством свободного зацепления с соплом.
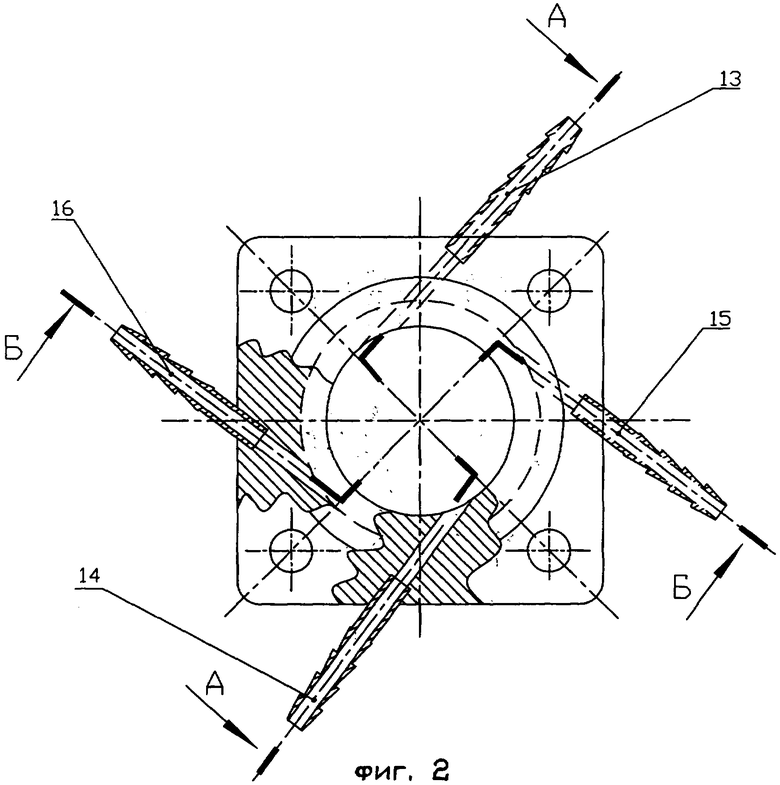
На фиг.1 изображен корпус горелки в разрезе, на фиг.2 - газоформирующая линза, на фиг.3 - сечение А-А газоформирующей линзы, на фиг.4 - сечение Б-Б газоформирующей линзы.
Предлагаемая горелка представлена на фиг.1 и 2 и состоит из корпуса 1. Внутри корпуса помещен водоохлаждаемый электрододержатель 2, в который устанавливается цанга 3, с вольфрамовым электродом 4, поджимаемая сверху винтовой пробкой 5. Перемещение электрододержателя вверх - вниз при заглублении и выходе из сварочной ванны осуществляется за счет косозубой рейки, входящей в зацепление с косозубой шестерней: привод от электродвигателя (не показано). В нижней части корпуса 1 через изоляционную втулку 6 крепится водоохлаждаемое сопло 7, и имеется газозащитное водоохлаждаемое устройство (башмак) 8. Во внутренней полости электрододержателя 2, в его нижней части выполнены винтовые каналы 9, формирующие внутренний кольцевой вращающийся поток дугоплазмообразующего газа 10, поступающего через штуцер 11, расположенный в верхней части электрододержателя 2. В нижней части корпуса 1 между соплом 7 и втулкой 6 установлена газоформирующая линза 12 со ступенчатым внутренним отверстием (фиг.2), в которое тангенциально под разными углами к оси горелки (электрода) и разными скоростями через штуцера 13, 14 и 15, 16 подается газ. Происходит формирование двух независимых кольцевых спиральных газовых потоков: среднего 17, стабилизирующего и сжимающего дугу, и внешнего 18, выполняющего защитные функции. Газозащитный башмак 8 устанавливается на свариваемое изделие 19 и скользит по нему посредством свободного зацепления с соплом 7 через отверстие в башмаке. Это упрощает конструкцию горелки, а также процесс настройки и сварки. Обеспечивается лучшее качество защиты сварного шва и более интенсивный теплоотвод в момент кристаллизации и формирования сварного шва.
На фиг.2 изображена газовая линза 12, представляющая устройство для формирования газовых кольцевых струйных потоков. Корпус газовой линзы - фланец прямоугольной формы с внутренним ступенчатым отверстием и четырьмя диаметрально расположенными штуцерами 13, 14, 15 и 16. Оси штуцеров направлены под разными углами относительно оси электрода и тангенциально к цилиндрическим поверхностям ступенчатого отверстия. В корпусе линзы расположены четыре сборочных отверстия; в верхней части корпуса имеется кольцевое углубление, а в нижней кольцевой выступ для центровки линзы в горелке. В сечении А-А (фиг.3) изображены штуцера 13 и 14, через которые в полость линзы с меньшим диаметром ступенчатого отверстия подается газ гелий, который, выходя двумя струями, формируется в струйный поток 17.
В сечении Б-Б (фиг.4) изображены штуцера 15 и 16, через которые подается газ аргон или аргон с небольшим содержанием гелия и, выходя двумя струями в полость линзы с большим диаметром ступенчатого отверстия, формируются в кольцевой струйный поток 18.
Внутренний кольцевой поток 10, состоящий из гелия с небольшим содержанием аргона, выходя из винтовых каналов под определенным углом истечения относительно оси электрода, охватывает вольфрамовый электрод 4, стекает по нему и, вращаясь, формирует дуговой разряд, который по своим теплофизическим свойствам приближается к плазменной дуге и также оказывает значительное давление на кратер сварочной ванны, тем самым, препятствуя проникновению паров свариваемого металла на рабочую поверхность электрода, что позволяет заметно уменьшить эрозию и износ электрода.
Вращение внутреннего газового потока 10 способствует обжатию, стабилизации дугового разряда по оси электрода с высокой концентрацией воздействия нагрева изделия, в результате увеличивается глубина проплавления, что позволяет сваривать большие толщины с уменьшенной шириной шва по сравнению с прототипом при равных энергозатратах.
Средний вращающийся стабилизирующий поток 17 из гелия формируется двумя кольцевыми струями, выходящими тангенциально из штуцеров 13 и 14 во внутреннюю полость газоформирующей линзы 12 (фиг.2) в зазор между поверхностями корпуса электрододержателя и меньшего диаметра ступенчатого отверстия линзы (фиг.1). А поскольку эти струи относительно оси электрода имеют больший угол истечения и большую скорость по сравнению с внутренним кольцевым потоком 10, то средний вращающийся поток 17, не смешиваясь с внутренним потоком 10, как бы обжимает дуговой разряд, что приводит к увеличению скорости течения дуги и способствует контракции и стабилизации дугового разряда, одновременно оказывая давление на расплавленный металл сварочной ванны, препятствует проникновению паров свариваемого металла в столб дуги, уменьшая их воздействие на рабочую поверхность электрода, что увеличивает срок службы электрода по сравнению с прототипом. Воздействие вращающегося среднего потока на жидкий расплавленный металл ванны способствует интенсивности перемешивания его в сварочной ванне, в результате происходит очищение с уменьшением эффекта выдувания жидкого металла (выплеска), что позволяет получать плотные качественные швы.
Внешний защитный кольцевой поток 18 из аргона или аргона с небольшим содержанием гелия подается тангенциально двумя струями через штуцера 15 и 16 (фиг.2) и формируется с помощью поверхности большего диаметра ступенчатого отверстия газоформирующей линзы 12 и внутренней поверхности сопла 7. Внешний кольцевой поток с еще большим углом и большей скоростью истечения струи, чем у среднего потока, не смешиваясь с двумя другими кольцевыми потоками, формирует на выходе из сопла защитный поток, охватывающий сварочную ванну, и, при взаимодействии с поверхностью отверстия башмака 8, обеспечивает с меньшим расходом защитных газов более качественную защиту сварочной ванны от окружающей среды по сравнению с прототипом.
Таким образом, конструкция электрододержателя и наличие газоформирующей линзы позволяет получить три кольцевых вращающихся коаксиально в контакте друг с другом газовых потока: внутреннего - дугообразующего, среднего стабилизирующего и внешнего защитного, а соединение защитного башмака с соплом упрощает процесс сварки, улучшает защиту и формирование шва.
Горелка работает следующим образом:
на собранное стыковое соединение свариваемого изделия 19, с заходными и выходными пластинами устанавливается защитный башмак 8, в отверстие башмака вводят сопло 7 сварочной горелки, совмещая ось электрода 4 с осью стыка изделия. Глубину заглубления электрода устанавливают с помощью индикатора, размещенного в корпусе горелки (на фиг. не показан). По команде «Пуск» производится одновременная подача газов в горелку через штуцера 11, 13, 14, 15 и 16 и в башмак 8 (не показан). После продувки, касанием электрода 4 с изделием 19, зажигается дуга, и начинает формироваться сварочная ванна расплавленного металла с последующим погружением и движением электрода 4.
При этом внутри корпуса горелки формируется три независимых газовых кольцевых струйных потока 10, 17 и 18, направляющихся с разными скоростями непосредственно в зону дуги и сварочной ванны, не перемешиваясь между собой.
Внутренний дугообразующий поток 10, состоящий из гелия или смеси гелия с небольшим количеством аргона (такая смесь способствует устойчивой стабилизации дугового разряда), формируется с помощью винтовых каналов 9, вращаясь и омывая вольфрамовый электрод 4, поступает в зону дуги, обеспечивая устойчивость дугового разряда и фиксацию его по оси электрода 4. Применение вращающегося внутреннего потока дает возможность получить дуговой разряд с большей концентрацией энергии, что позволяет уменьшить заглубление вольфрамового электрода 4 при сохранении глубины провара.
Средний стабилизирующий поток состоит из гелия, который подается тангенциально двумя струями в полость меньшего диаметра ступенчатого отверстия линзы 12 через два диаметрально расположенных штуцера 13 и 14 и формируется в кольцевой струйный газовый поток 17, вращающийся в одном направлении с внутренним потоком 10, но с большим углом и большей скоростью истечения газа для предотвращения их перемешивания. Сформированный таким образом средний кольцевой поток способствует эффекту обжатия дугового разряда, образованного внутренним потоком 10. В результате, увеличивается плотность сварочного тока и температура в дуговом разряде и как следствие - глубина проплавления. Средний стабилизирующий поток 17 оказывает давление на поверхность сварочной ванны, препятствуя парам расплавленного металла взаимодействовать с поверхностью вольфрамового электрода, что ведет к увеличению срока службы электрода. А одновременное взаимодействие с расплавленным металлом сварочной ванны улучшает условия перемешивания, что способствует уменьшению вероятности выплеска жидкого металла, в результате получается плотный качественный металл сварного шва.
Внешний защитный поток 18 формируется в полости большего диаметра ступенчатого отверстия газовой линзы 12, в которую двумя струями тангенциально подается через штуцера 15 и 16 защитный газ аргон или смесь аргона с небольшим содержанием гелия. Внешний поток 18 с еще большим углом и скоростью истечения, чем у среднего потока 17, не смешиваясь с двумя кольцевыми потоками 10 и 17, опускаясь по внутренней поверхности защитного сопла 7, обеспечивает на выходе из сопла при взаимодействии с внутренней поверхностью отверстия в башмаке 8 более эффективную газовую защиту зоны сварки с уменьшением расхода защитного газа.
Водоохлаждаемый газозащитный башмак 8 скользит по поверхности свариваемого изделия 19 в свободном зацеплении с соплом горелки, обеспечивая более интенсивный теплоотвод при кристаллизации и качественную защиту свариваемого участка по сравнению с прототипом.
Заканчивается сварка по выводной пластине после команды «Стоп». При этом постепенно выводится электрод, уменьшается сварочный ток и скорость движения горелки. После остановки прекращается подача внутреннего и среднего потоков газа, а затем, после остывания шва до 300-400°С, отключается внешний поток защитного газа.
Таким образом, предложенная горелка для сварки погруженным электродом позволяет повысить эффективность процесса за счет увеличения глубины проплавления без увеличения сварочного тока и заглубления электрода, повысить стойкость вольфрамового электрода, улучшить металлографические и геометрические характеристики сварных швов и в целом качества сварных изделий без дополнительных затрат.
Пример практического использования горелки реализован в производственных условиях ИА3-филиала ОАО «Корпорация «Иркут» при изготовлении конструкций шпангоутов из штампованных заготовок титанового сплава ВТ20. Максимальная толщина свариваемых соединений 64 мм, максимальная длина 800 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2358847C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2182061C2 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1975 |
|
SU550249A1 |
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1994 |
|
RU2070490C1 |
| ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2047440C1 |
| Двухэлектродная горелка | 1983 |
|
SU1123808A1 |
| Способ сварки неплавящимся электродом в среде защитных газов | 2019 |
|
RU2705827C1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитного газа | 1976 |
|
SU698735A1 |
| Устройство для сварки в защитных газах | 1981 |
|
SU967723A1 |


Предлагаемое изобретение относится к области сварки и может найти применение при сварке неплавящимся электродом в различных областях промышленности. Горелка содержит корпус, внутри которого расположен водоохлаждаемый электрододержатель, с установленной в нем цангой с вольфрамовым электродом, поджимаемой сверху винтовой пробкой. В нижней части корпуса через изоляционную втулку крепится водоохлаждаемое сопло и имеется газозащитное водоохлаждаемое устройство (башмак). Во внутренней полости электрододержателя, в его нижней части выполнены винтовые каналы, формирующие внутренний кольцевой поток дугоплазмообразующего газа. В нижней части корпуса между соплом и изоляционной втулкой установлена газоформирующая линза со ступенчатым внутренним отверстием, в которое тангенциально и под разными углами относительно оси горелки (электрода), а также разными скоростями подается газ. Формируются два независимых кольцевых спиральных газовых потока. Газозащитный башмак устанавливается на свариваемое изделие с возможностью перемещения по нему посредством свободного зацепления с соплом. Конструкция горелки обеспечит повышение эффективности технологического процесса сварки неплавящимся погруженным электродом путем стабилизации процесса сварки, увеличения толщины свариваемого металла, повышения стойкости вольфрамового электрода, качественной защиты сварочной ванны, уменьшения дефектов и улучшения геометрических параметров сварного шва. 4 ил.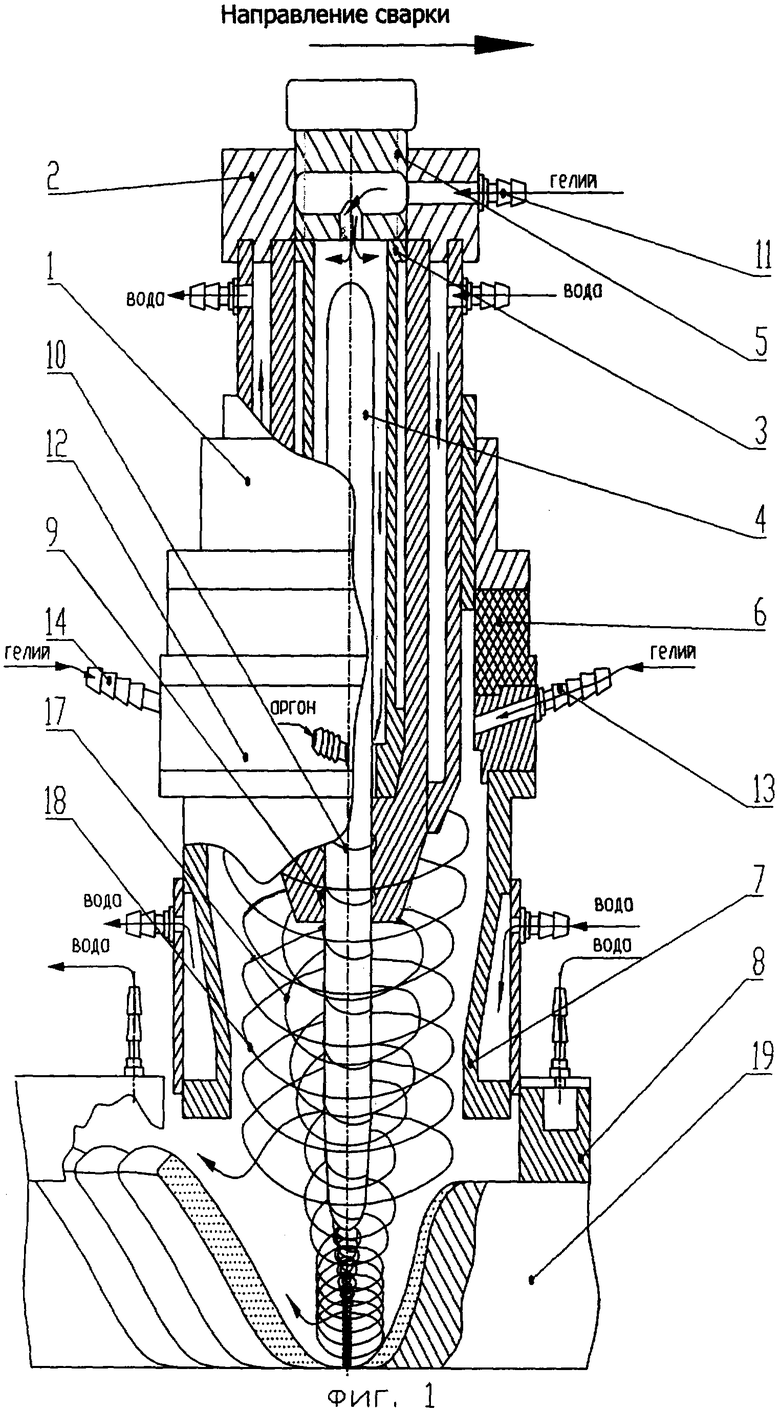
Горелка для сварки неплавящимся погруженным электродом, содержащая корпус, внутри которого расположен водоохлаждаемый электрододержатель с установленной в нем цангой с вольфрамовым электродом, поджимаемой сверху винтовой пробкой, в нижней части корпуса через изоляционную втулку закреплено водоохлаждаемое сопло и установлено газозащитное водоохлаждаемое устройство, отличающаяся тем, что в нижней части корпуса между соплом и изоляционной втулкой установлена газоформирующая линза со ступенчатым внутренним отверстием, формирующая подачу двух газовых кольцевых спиральных потоков, в нижней части внутренней полости электрододержателя выполнены винтовые каналы, формирующие третий кольцевой спиральный поток, а газозащитное водоохлаждаемое устройство помещено на свариваемую поверхность с возможностью перемещения по ней посредством свободного зацепления с соплом.
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2182061C2 |
| ГОРЕЛКА ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1989 |
|
RU1760701C |
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1994 |
|
RU2070490C1 |
| Горелка для дуговой сварки неплавящимся электродом | 1990 |
|
SU1743755A1 |
| Горелка для дуговой сварки в защитных газах | 1977 |
|
SU683869A1 |
| US 2922024 А, 19.01.1960. | |||

