Изобретение относится к области сварки, а именно к конструкциям для обеспечения газовой защиты сварочной ванны, сварного шва и околошовной зоны в процессе электродуговой сварки в среде защитных газов.
Известна горелка для дуговой сварки в защитных газах, содержащая корпус с укрепленной на нем защитной приставкой. Защитная приставка снабжена вибратором и укреплена на корпусе с возможностью возвратно-поступательного перемещения по оси горелки (авт. св. СССР №541611, B23K 9/16, 11.05.75).
Недостатком такой горелки является большой расход защитного газа, так как газ подается не только в горелку, но и в газозащитную приставку. Вибратор, укрепленный на корпусе горелки и снижающий трение приставки о поверхность свариваемого изделия, повышает ее массу и габариты, что затрудняет применение для ручной сварки и в труднодоступных местах. Приставка должна прилегать к поверхности свариваемого изделия с минимальным зазором, для изделий с различной кривизной поверхности необходимо иметь набор приставок соответствующей кривизны.
Известно устройство для защиты наружной стороны сварного шва, содержащее горелку и соединенный с ней газозащитный насадок, выполненный в виде П-образного корпуса, с газоподводящей распределительной трубкой и сеткой. Устройство снабжено механизмом изгиба корпуса, выполненным в виде троса, установленного в направляющих и жестко закрепленного одним концом на торце насадка, обращенном к горелке, а другим концом связанного с установленным в другом торце насадка винтом, на боковых стенках корпуса выполнены симметричные П-образные окна, перекрытые закрепленными в верхней части корпуса П-образными накладками, при этом направляющие смонтированы между окнами, а газоподводящая трубка выполнена гибкой (авт. св. СССР №1504030, B23K 9/16, 03.08.87).
Недостатком такого устройства является его масса и габариты, что исключает его применение для ручной сварки и в труднодоступных местах. Устройство также требует дополнительного подвода защитного газа.
Наиболее близким по технической сущности и достигаемому эффекту к описываемому изобретению является устройство для защиты сварочной ванны и шва, содержащее сопло и приставку, состоящую из шарнирно соединенных между собой водоохлаждаемых секций. На нижней части сопла закреплен фланец, имеющий кольцевую оребренную поверхность со стороны, обращенной к шву, выполненную в виде ряда коаксиально расположенных кольцевых ребер, а секции также оребрены со стороны, обращенной к шву, и снабжены катками для перемещения по свариваемой поверхности (авт. св. СССР №285742, B23K 9/16, 08.09.69).
Недостатком такого устройства является его масса и габариты, что исключает его применение для ручной сварки и в труднодоступных местах.
Задача, решаемая изобретением, - уменьшение расхода защитного газа, массы и габаритов устройства для возможности выполнения ручной сварки активных металлов и в труднодоступных местах.
Сущность изобретения заключается в том, что устройство для газовой защиты сварочной ванны, сварочного шва и околошовной зоны, содержащее сопло и приставку с опорами и ребрами со стороны, обращенной к шву, которая имеет как минимум два боковых профилированных канала, ограниченных ребрами, выполненных с вихреобразующей формой профиля, позволяет использовать газ, вытекающий из сопла горелки для защиты не только сварочной ванны, но и сварного шва и околошовной зоны под приставкой.
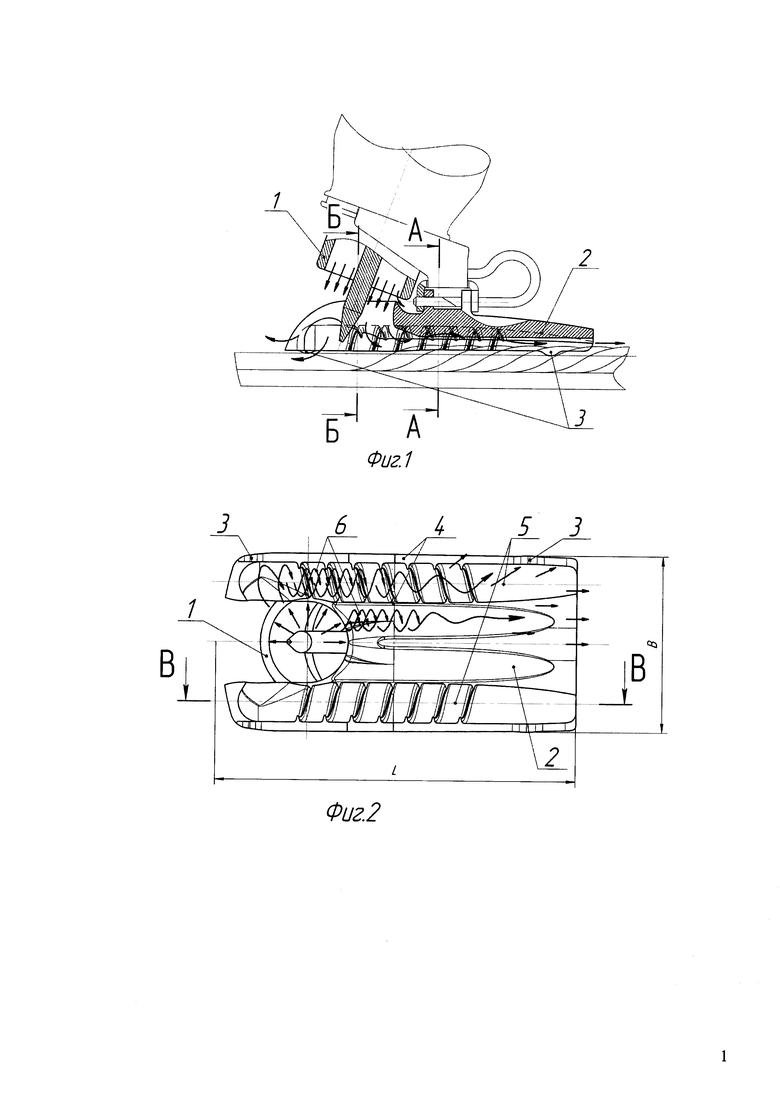
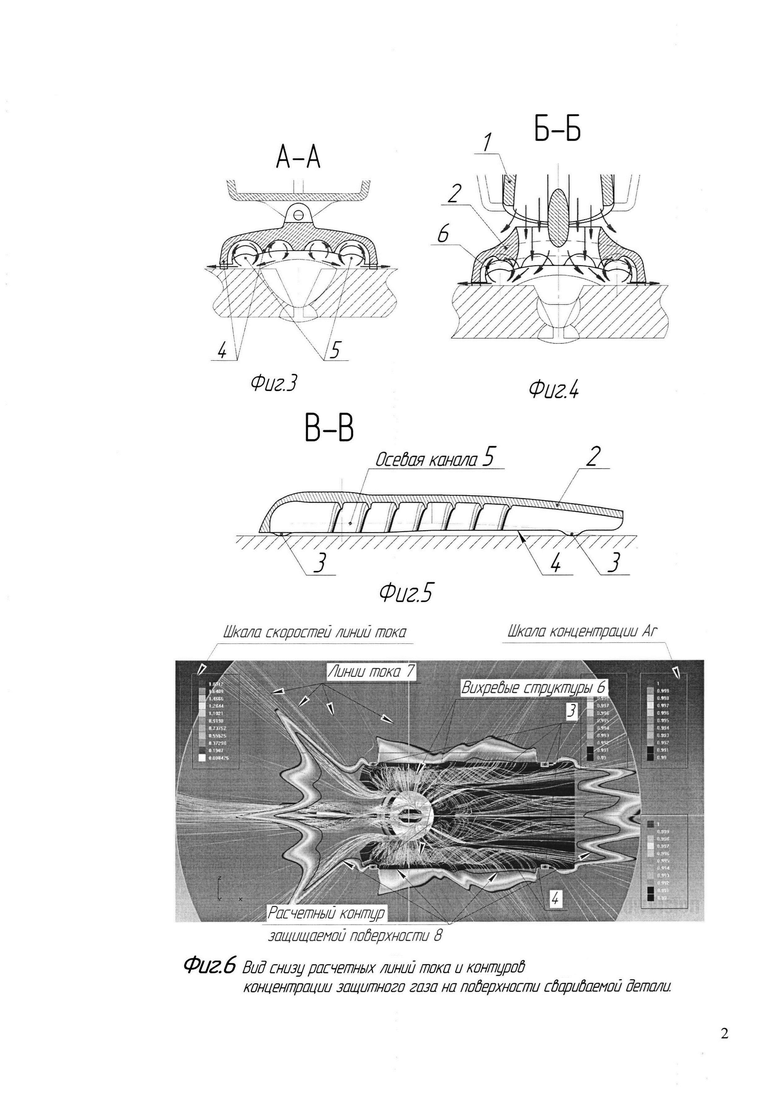
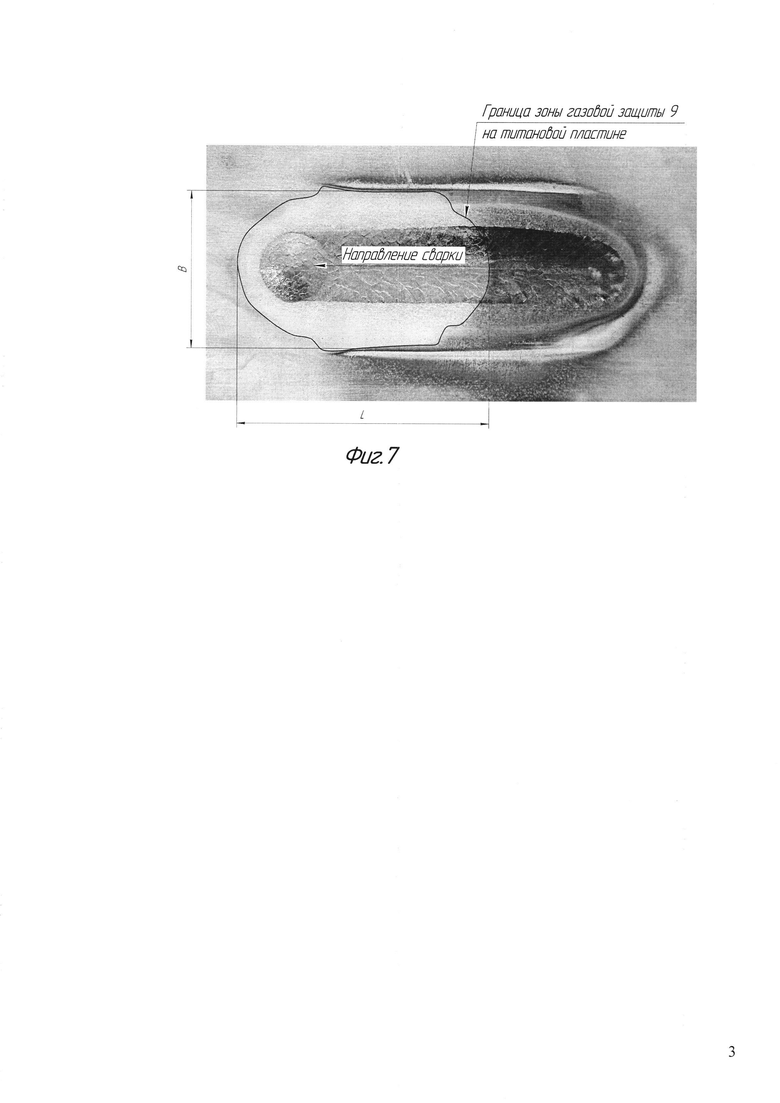
На фиг. 1 изображен продольный разрез устройства для газовой защиты сварочной ванны, сварочного шва и околошовной зоны; на фиг. 2 - вид на устройство снизу, со стороны свариваемой поверхности; на фиг. 3 - поперечный разрез по узлу крепления приставки к соплу А-А; на фиг. 4 - поперечный разрез по оси входа газа в приставку Б-Б; на фиг. 5 - разрез по продольной оси бокового профилированного канала В-В; на фиг. 6 - вид снизу расчетных линий тока и контуров концентрации защитного газа на поверхности свариваемой детали, контур зоны со 100% содержанием аргона и зоны смеси аргона с содержанием воздуха более 0,1% сделаны прозрачными; на фиг. 7 - вид титановой пластины, проваренной горелкой с приставкой, сварочный ток и скорость сварки намеренно выбраны завышенными, чтобы выявить границы зоны газовой защиты пристайки.
Устройство для газовой защиты сварочной ванны, сварочного шва и околошовной зоны содержит: сопло 1, приставку 2, опоры приставки 3, ребра 4, профилированные каналы 5, вихревые структуры 6, линии тока 7, расчетный контур защищаемой поверхности 8, границы зоны газовой защиты устройства при сварке на титановой пластине 9.
Устройство для газовой защиты сварочной ванны, сварочного шва и околошовной зоны работает следующим образом.
Струя защитного газа, вытекающая из сопла 1, проходит вход в приставку 2, острая кромка которого отсекает турбулентный, смешанный с воздухом пограничный слой струи на внешнюю поверхность приставки. Ламинарная струя после удара о поверхность свариваемой детали растекается по всем направлениям. Часть газа вытекает через открытый спереди вход приставки и защищает переднюю часть ванны и околошовной зоны. Часть газа, растекающаяся в стороны, попадает в прикрытые спереди профилированные каналы 5, образованные продольными ребрами 4, и закручивается в них, образуя устойчивые вихревые структуры 6. Поскольку вихревые каналы 5 прикрыты спереди, в них создается градиент давления, под действием которого газ устремляется в направлении хвостовой части канала, сохраняя при этом свою вихревую структуру. Оставшаяся часть газа, растекаясь радиально, движется между двумя вышеописанными боковыми вихрями к выходу из-под хвостовой части приставки 2. Ее периферийные области также образуют систему продольных вихрей, которые, быстро вырождаясь, сливаются с ламинарным центральным потоком. Между боковыми ребрами 4 и защищаемой поверхностью имеется профилированный зазор, конструктивно задаваемый высотой опор 3. Через этот зазор небольшая часть газа вытекает из-под прижимающего его сверху вихря 5, препятствуя подмешиванию наружного воздуха к чистому газу вихря. Величина этого зазора может меняться в некоторых пределах в зависимости от кривизны свариваемых деталей, однако вихревые структуры газа, образованные по бокам приставки, защищают расположенные под ними поверхности детали и центральный ламинарный поток газа от притока внешнего воздуха. Таким образом, газовая защита обеспечивается при сварке не только на плоских, но и на выпукло-вогнутых поверхностях в некотором диапазоне радиусов кривизны.
Приставка 2, обеспечивая высокое качество газовой защиты сварочной ванны, сварного шва и околошовной зоны только газом, вытекающим из сопла горелки 1, за счет создания в ее профилированных каналах 5, образованных ребрами 3, вихревых структур газа, позволяет достичь большей скорости сварки и экономии защитного газа. Незначительная масса и габариты устройства позволяют использовать его для ручной сварки и в труднодоступных местах.
Результаты расчетов математической модели аэродинамических процессов на ЭВМ и экспериментов по сварке образцов в лабораторных условиях подтвердили обеспечение зоны защиты не менее области, ограниченной габаритами вышеописанного устройства.
По результатам расчетов и экспериментов были установлены допустимые углы наклона сопла к нормали свариваемой поверхности в продольной и поперечной плоскостях. В продольной плоскости диапазон углов наклона составляет от 0 до 20°, в поперечной плоскости - ±10°. Также определена допустимая кривизна свариваемой поверхности, ограничиваемая зазором между ней и ребрами 4. Зазор должен находиться в пределах от 50% до 200% от номинальной величины, определяемой при касании опор 3 приставки 2 к плоской поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство газовой защиты сварного шва при лазерной сварке | 2020 |
|
RU2750387C1 |
| УСТРОЙСТВО ДЛЯ ГАЗОВОЙ ЗАЩИТЫ СВАРНОГО ШВА | 2002 |
|
RU2232069C1 |
| Способ автоматической сварки плавлением гетерогенных никелевых сплавов | 2022 |
|
RU2794085C1 |
| Горелка для дуговой сварки в защитных газах (ее варианты) | 1984 |
|
SU1175642A1 |
| Горелка для дуговой сварки в среде защитных газов | 1975 |
|
SU698242A1 |
| Способ лазерной-дуговой сварки стальной сформованной трубной заготовки | 2017 |
|
RU2668641C1 |
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1994 |
|
RU2070490C1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ НА ВЕТРУ | 2010 |
|
RU2465997C2 |
| Способ изготовления сварных соединений | 1989 |
|
SU1824269A1 |
Изобретение может быть использовано для газовой защиты сварочной ванны, сварного шва и околошовной зоны при сварке плавлением в среде защитных газов. Устройство содержит сопло для подачи защитного газа в зону сварки и закрепленную на нем приставку, имеющую ребра, выполненные со стороны, обращенной к поверхности свариваемой детали, и снабженную опорами для перемещения по ней. Высота опор выбрана из условия получения профилированного зазора между приставкой и защищаемой поверхностью. Упомянутые ребра приставки выполнены с образованием по меньшей мере двух прикрытых спереди боковых продольных каналов, профиль которых имеет форму, обеспечивающую вихреобразное закручивание защитного газа из сопла горелки. Приставка имеет открытый спереди вход, а в качестве сопла для подачи защитного газа использовано сопло сварочной горелки. 7 ил.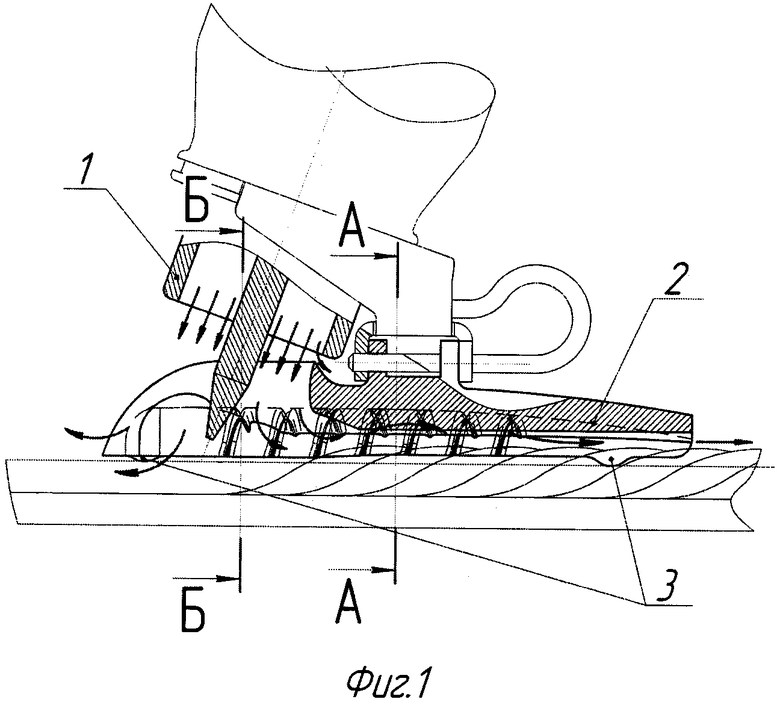
Устройство для защиты свариваемой поверхности детали при электродуговой сварке, содержащее сопло для подачи защитного газа в зону сварки и закрепленную на нем приставку, обеспечивающую защиту сварочной ванны, сварного шва и околошовной зоны, имеющую ребра, выполненные со стороны, обращенной к поверхности свариваемой детали, и снабженную опорами для перемещения по ней, причем высота опор выбрана из условия получения профилированного зазора между приставкой и защищаемой поверхностью, отличающееся тем, что упомянутые ребра приставки выполнены с образованием по меньшей мере двух прикрытых спереди боковых продольных каналов, профиль которых имеет форму, обеспечивающую вихреобразное закручивание защитного газа из сопла горелки, при этом приставка имеет открытый спереди вход, а в качестве сопла для подачи защитного газа использовано сопло сварочной горелки.
| 0 |
|
SU285742A1 | |
| УСТРОЙСТВО ДЛЯ ГАЗОВОЙ ЗАЩИТЫ СВАРНОГО ШВА | 2002 |
|
RU2232069C1 |
| Щелевое сопло к горелкам для дуговой сварки неплавящимся электродом в защитных газах | 1974 |
|
SU582928A1 |
| US 5152453 A, 06.10.1992 | |||
| US 5084603 A, 28.01.1992. | |||

