Изобретение относится к стекольному производству, к приборостроению и может быть использовано для изготовления металлических вакуумных термосов, сосудов Дьюара, термостатов
Цель изобретения - повышение производительности труда.
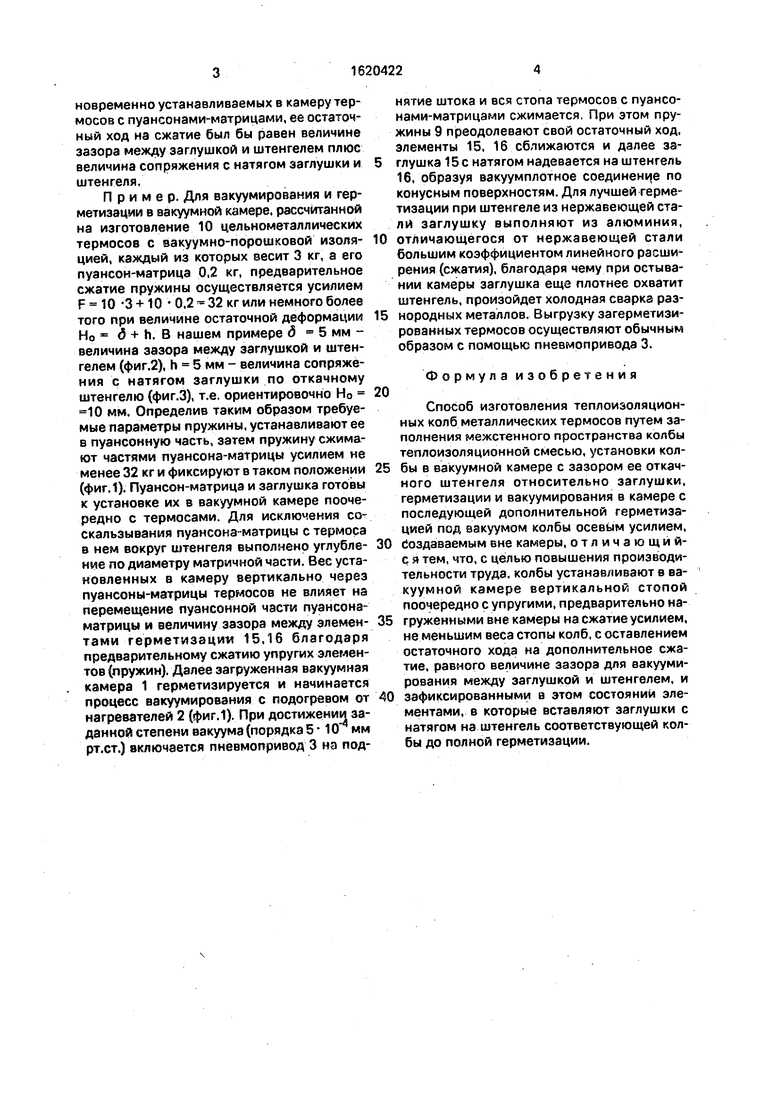
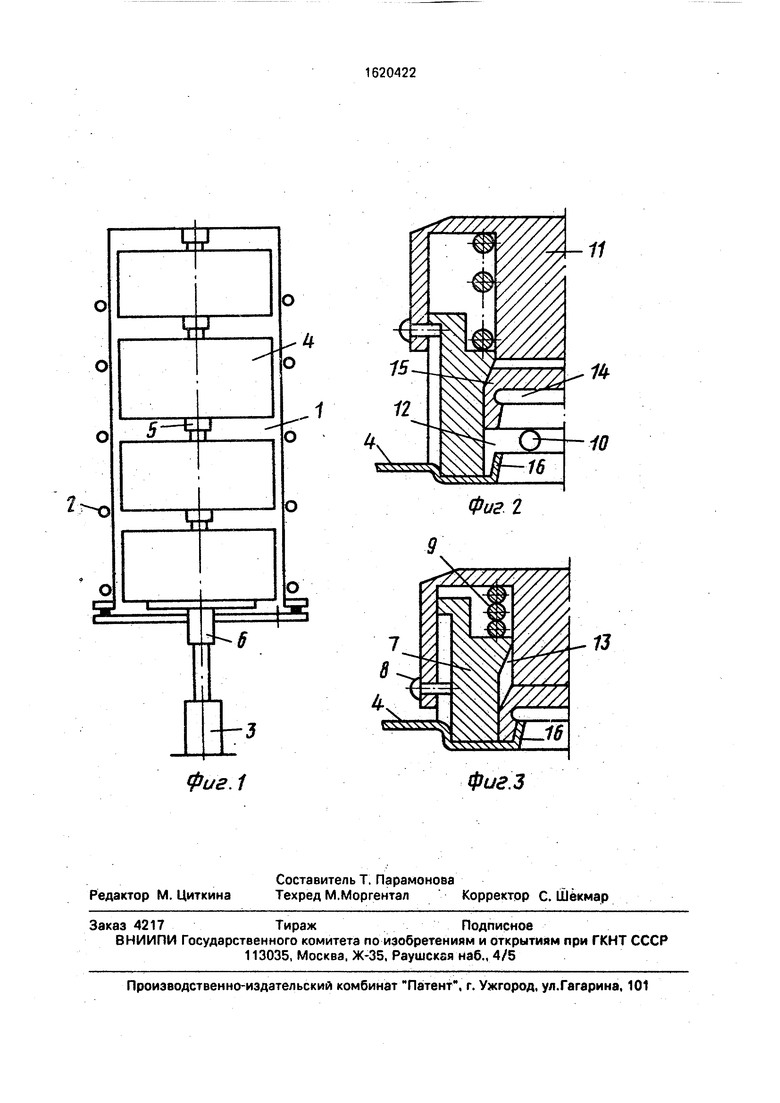
Реализация данного способа осуществляется устройством, изображенным на чертеже, где на фиг.1 показана вакуумная камера с устаноновленными в ней через пуансоны-матрицы термосами и приводом, вид спереди; на фиг.2 - пуансон-матрица в состоянии установки термосов для вакууми- рования, разрез; на фиг.З - то же, в состоянии герметизации.
Вертикально расположенная вакуумная камера 1 снабжена нагревателем 2 и приводом загрузки-выгрузки вакуумной камеры и герметизации термосов - пневмоцилинд- ром 3 с герметичным вводом штока и рабочим столом, размещаемым внутри вакуумной камеры (на фиг.1 не обозначены). В камеру устанавливаются термосы 4 один
под другим через пуансоны-матрицы 5. Используемый в данном устройстве пневмопривод 3 двойного действия, герметичный ввод его штока осуществляется через сильфонный узел 6. Пуансон-матрица 5 состоит из матричной части 7, стопорного винта 8, пружины 9, отверстий 10 для выхода откачиваемого из межстенного пространства термоса воздуха и пуансон- ной части 11. В центральной части матрицы имеются цилиндрическая проточка 12 и конус 13 для размещения и защемления в них заглушки 14 с ответным конусом 15 ее торца. На донышке наружной стенки термоса 4 расположен откачной штенгель 16.
Способ осуществляют следующим образом.
Вначале подготавливают пуансон-матрицу, для чего в ее матричную часть устанавливают заглушку, сопрягая ее конический торец 15 с конусом 13. Подбирают пружину по диаметру пуансонной части 11, имеющую 3-4 витка и жесткость такую, чтобы после сжатия ее усилием, равным весу пакета од«
Ј
О
N;
Б N: ч:
повременно устанавливаемых в камеру термосов с пуансонами-матрицами, ее остаточный ход на сжатие был бы равен величине зазора между заглушкой и штенгелем плюс величина сопряжения с натягом заглушки и штенгеля.
Пример. Для вакуумирования и герметизации в вакуумной камере, рассчитанной на изготовление 10 цельнометаллических термосов с вакуумно-порошковой изоляцией, каждый из которых весит 3 кг, а его пуансон-матрица 0,2 кг, предварительное сжатие пружины осуществляется усилием F 10 -3 +10 0,2 - 32 кг или немного более того при величине остаточной деформации Но д + h. В нашем примере д - 5 мм - величина зазора между заглушкой и штенгелем (фиг.2), h 5 мм - величина сопряжения с натягом заглушки по откачному штенгелю (фиг.З), т.е. ориентировочно Но 10 мм. Определив таким образом требуемые параметры пружины, устанавливают ее в пуансонную часть, затем пружину сжимают частями пуансона-матрицы усилием не менее 32 кг и фиксируют в таком положении (фиг.1). Пуансон-матрица и заглушка готовы к установке их в вакуумной камере поочередно с термосами. Для исключения соскальзывания пуансона-матрицы с термоса в нем вокруг штенгеля выполнено углубление по диаметру матричной части. Вес установленных в камеру вертикально через пуансоны-матрицы термосов не влияет на перемещение пуансонной части пуансона- матрицы и величину зазора между элементами герметизации 15,16 благодаря предварительному сжатию упругих элементов (пружин). Далее загруженная вакуумная камера 1 герметизируется и начинается процесс вакуумирования с подогревом от нагревателей 2 (фиг.1). При достижении заданной степени вакуума (порядка 5-10 мм рт.ст.) включается пневмопривод 3 на поднятие штока и вся стопа термосов с пуансонами-матрицами сжимается, При этом пружины 9 преодолевают свой остаточный ход, элементы 15, 16 сближаются и далее заглушка 15с натягом надевается на штенгель 16, образуя вакуумплотное соединение по конусным поверхностям. Для лучшей герметизации при штенгеле из нержавеющей стали заглушку выполняют из алюминия,
отличающегося от нержавеющей стали большим коэффициентом линейного расширения (сжатия), благодаря чему при остывании камеры заглушка еще плотнее охватит штенгель, произойдет холодная сварка разнородных металлов. Выгрузку загерметизированных термосов осуществляют обычным образом с помощью пневмопривода 3.
Формула изобретения
Способ изготовления теплоизоляционных колб металлических термосов путем заполнения межстенного пространства колбы теплоизоляционной смесью, установки колбы в вакуумной камере с зазором ее откач- ного штенгеля относительно заглушки, герметизации и вакуумирования в камере с последующей дополнительной герметизацией под вакуумом колбы осевым усилием, Создаваемым вне камеры, отличающйй- с я тем, что, с целью повышения производительности труда, колбы устанавливают в вакуумной камере вертикальной стопой поочередно с упругими, предварительно нагруженными вне камеры на сжатие усилием, не меньшим веса стопы колб, с оставлением остаточного хода на дополнительное сжатие, равного величине зазора для вакуумирования между заглушкой и штенгелем, и зафиксированными в этом состоянии элементами, в которые вставляют заглушки с натягом на штенгель соответствующей колбы до полной герметизации.
,.л
10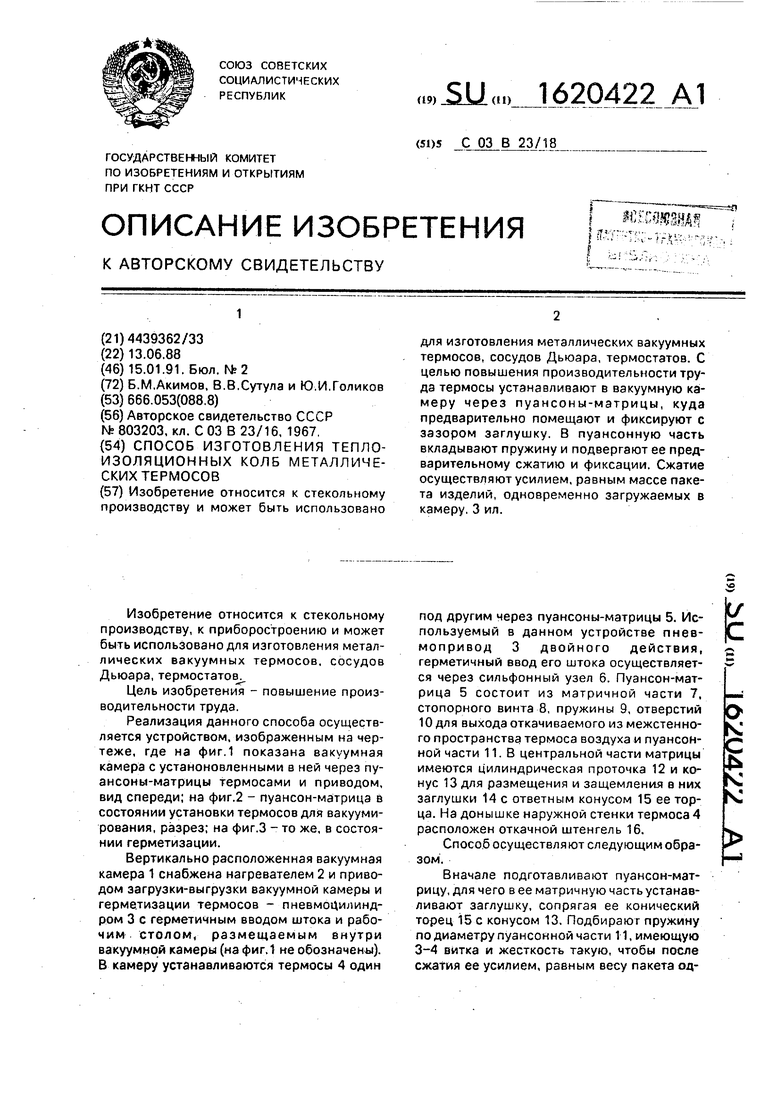
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ герметизации колбы цельнометаллического термоса | 1989 |
|
SU1671257A1 |
| Способ теплоизоляции сосудов | 1988 |
|
SU1606800A1 |
| Способ изготовления металлических вакуумных термосов | 1986 |
|
SU1459651A1 |
| Способ герметизации металлических вакуумируемых сосудов | 1987 |
|
SU1449194A1 |
| Способ изготовления термоса | 1989 |
|
SU1644894A1 |
| ТЕРМОС | 1992 |
|
RU2018253C1 |
| КРИОСТАТ ДЛЯ ПРИЕМНИКА ИНФРАКРАСНОГО ИЗЛУЧЕНИЯ | 2011 |
|
RU2488192C2 |
| Способ изготовления металлической колбы к термосу | 1989 |
|
SU1732923A1 |
| Способ герметизации сосуда Дьюара | 1989 |
|
SU1681135A1 |
| Устройство заполнения полости сосудов порошковой теплоизоляцией | 1987 |
|
SU1479785A1 |
Изобретение относится к стекольному производству и может быть использовано для изготовления металлических вакуумных термосов, сосудов Дьюара, термостатов. С целью повышения производительности труда термосы устанавливают в вакуумную камеру через пуансоны-матрицы, куда предварительно помещают и фиксируют с зазором заглушку. В пуансонную часть вкладывают пружину и подвергают ее предварительному сжатию и фиксации. Сжатие осуществляют усилием, равным массе пакета изделий, одновременно загружаемых в камеру. 3 ил.
Фиг г
| Авторское свидетельство СССР № 803203, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
