(21)4189121/23-26
(22)02.02.87
(46) 15.05.89. Бюп. № 18 (72) Е.Б.Богун, В.И.Шалаев, Г.С.Цоглин и С.Е.Богун
(53)621.59 (088.8)
(56) Авторское свидетельство СССР № 625970, кл. В 65 В 1/26, 1978.
(54)УСТРОЙСТВО ЗАПОЛНЕНИЯ ПОЛОСТИ СОСУДОВ ПОРОШКОВОЙ ТЕПЛОИЗОЛЯЦИЕЙ
(57) Изобретение относится к вакуумной технике и может быть использовано при изготовлении теплоизолированных сосудов. Цель - повышение производительности и экономии теплоизоляционного материала. В корпусе устройства расположена вакуумная камера переменного объема, снабженная подвижным поршнем с эластичными уплотни- тельными кольцами и регулировочными отверстиями. 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наполнения емкостей сыпучими материалами | 1975 |
|
SU625970A1 |
| Устройство для заполнения межстенной полости сосудов порошковой теплоизоляцией | 1989 |
|
SU1714285A1 |
| Способ изготовления теплоизоляционных колб металлических термосов | 1988 |
|
SU1620422A1 |
| Способ теплоизоляции сосудов | 1988 |
|
SU1606800A1 |
| СПОСОБ ИЗОЛЯЦИИ РЕЗЕРВУАРА | 2013 |
|
RU2520765C1 |
| ХОЛОДИЛЬНЫЙ ШКАФ | 1999 |
|
RU2199063C2 |
| Способ заполнения межстенной полости теплоизоляционных сосудов порошковой теплоизоляцией | 1987 |
|
SU1490377A2 |
| Установка для создания вакуумно-порошковой теплоизоляции | 1990 |
|
SU1806304A3 |
| СИСТЕМА ЛОКАЛЬНОГО ХРАНЕНИЯ СЖИЖЕННОГО ПРИРОДНОГО ГАЗА С ИЗМЕНЯЮЩИМСЯ ОБЪЕМОМ | 2020 |
|
RU2777177C2 |
| Сосуд для криогенной жидкости | 1989 |
|
SU1702073A1 |
Изобретение относится к вакуумной технике и может быть использовано при изготовлении теплоизолированных сосудов. Цель - повышение производительности и экономии теплоизоляционного материала. В корпусе устройства расположена вакуумная камера переменного объема, снабженная подвижным поршнем с эластичными уплотнительными кольцами и регулировочными отверстиями. 1 ил.
1
Изобретение относится к устройствам заполнения полостей сосудов порошковым материалом, в частности межстенных полостей теплоизоляционных сосудов Дьюара, цельнометаллических термосов, и может быть использовано в вакуумной и криогенной технике, при расфасовке различного рода сыпучих материалов в жесткую тару или емкость.
Цель изобретения - повышение производительности и экономии теплоизоляционного материала путем дозированного заполнения межстенной полости теплоизоляционных сосудов за один прием и обеспечения возможности автоматизации.
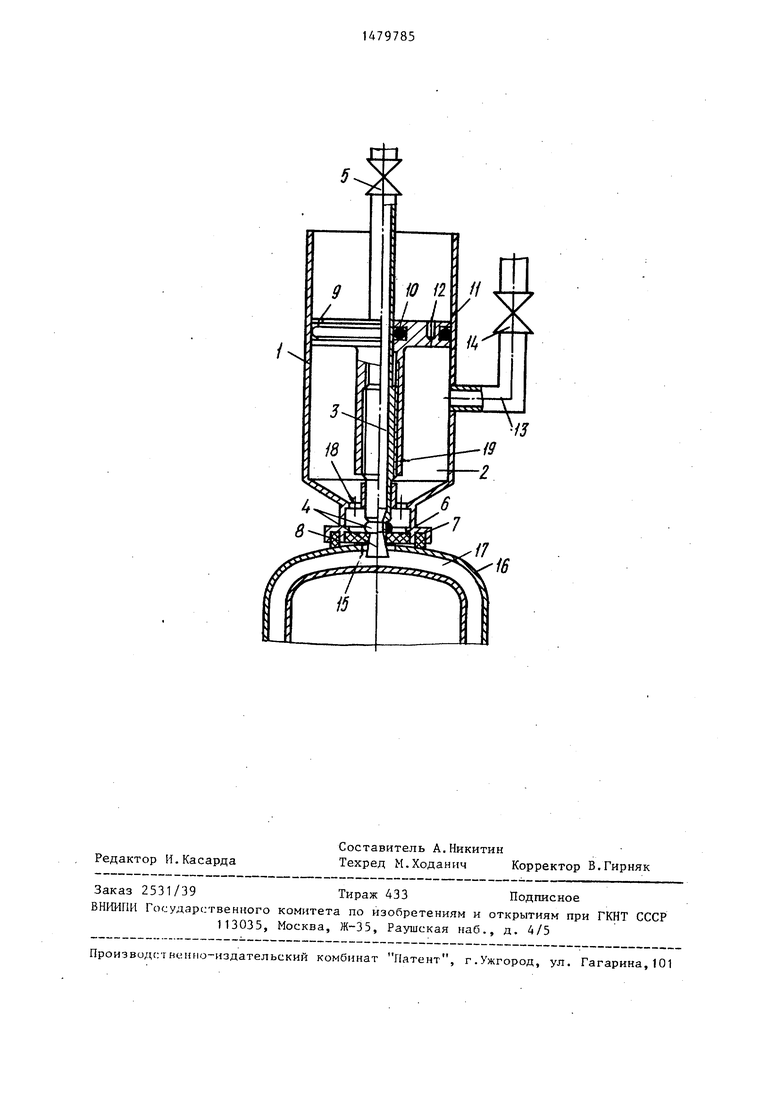
На чертеже изображено устройство.
Устройство состоит из корпуса 1, в котором размещены вакуумная камера 2 переменного объема, засыпной патрубок 3, оканчивающийся с одной стороны эластичным диффузором 4, а с другой - запорным устройством 5, соединенным трубопроводом с бункером, в
котором находятся теплоизоляционный материал (не показаны) и фильтр 6. Снизу по периметру корпус имеет козырек 7, в котором расположено эластичное уплотнительное кольцо 8. В камере 2 переменного объема расположены поршень 9 с эластичными уплот- нительными кольцами: внутренним 10 и наружным 11.
Кольцо 10 уплотняет поршень по засыпному патрубку, кольцо 11 - по внутренней цилиндрической поверхности корпуса. На поршне 9 выполнены отверстия 12 для его вращения спецключом при регулировке (не показан). Снаружи камеры 2 расположен патрубок 13, соединякщий межстенную полость через камеру 2 и вентиль -14 с вакуумной системой (не показана).
Диффузор 4 входит в отверстие 15 термоса 16 для заполнения сыпучими материалами полости 17.Исключение перекосов поршня и засыпного патрубка 3 достигается установкой расходной шайбы со щелевидными отверстиями 18.
(Л
Я J
со 1
00 СП
Возвратно-поступательное перемещени поршня 9 в камере 2 осуществляется, например, по резьбовому соединению.
Устройство работает следующим образом.
Перед началом работ необходимо отрегулировать устройство на выдачу строго определенной дозы теплоизоляционного материала в межстенную полость 17 термоса 16 (в зависимости от объема этой полости). При регулировке сначала поршень 9 устанавливают посередине камеры 2, вращая его за регулировочные отверстия 12 специальным ключом (не показан). При этом поршень опускается (или поднимается) по резьбе 19 в зависимости от направления вращения.
Термос 16 подают (вручную или автоматически) под устройство для наполнения межстенной полости порошковой теплоизоляцией. Опускают устройство для наполнения на термос (или термос поднимают к устройству для наполнения). При этом диффузор 5 попадает в отверстие 15 термоса 1 Уплотнительное кольцо 8 размещается на термосе 16 вокруг отверстия 15.
При закрытом запорном устройстве 5 и открытом вентиле 14 устройство подключают к вакуумной системе (не показана) и включают ее. Откачиваемый воздух проходит из межстенной полости Т7 через отверстие 15 термоса 16 через фильтр 6, камеру 2, патрубок 13 и вентиль 14 в вакуумную систему. При этом в межстенной полости 17 термоса 16, а также в камере 2 устройства создается разрежение.
Под действием разности давлений внутри камеры 2, создаваемой вакуумной системой и атмосферой, термос Т6 прижимается к уплотнительному кольцу 8, обеспечивая герметичное соединение с устройством заполнения Вакуумируют межстенную полость 17, камеру 2 до заданной величины вакуума, например 50 - 200 мм рт.ст. Затем вентиль 14 закрывают и открывают запорное устройство 5. Под действием разности давлений в бункере с порошковой теплоизоляцией (давление равно атмосферному) и межстенной попости 17 термоса 16, а также в камере 2, порошковая теплоизоляция вместе с потоком воздуха поступают в межстенную полость 17
0
5
0
5
0
5
0
5
0
5
термоса 16 до тех пор, пока не уравнивается давление в бункере, межстенной, полости 17 и камере 2.
Взвешиванием термоса определяют количество порошковой теплоизоляции, поступившей в межстенную полость 17. Если в нее поступило недостаточное количество теплоизоляционного материала, необходимо увеличить объем камеры 2, переместив поршень 9 вверх, вращая его за отверстие 12 против часовой стрелки. С увеличением объема камеры 2 увеличивается время выравнивания давлений в бункере, межстенной полости 17, в камере 2 и, соответственно, увеличивается количество порошковой теплоизоляции, подаваемой в межстенную полость. Если в межстенную полость 17 поступило избыточное количество порошковой теплоизоляции, необходимо уменьшить объем камеры 2, вращая поршень 9 по часовой стрелке.
При регулировке устройства на выдачу строго определенной дозы для каждого пробного заполнения межстенной полости 17 берут новый незаполненный термос, добиваясь увеличением или уменьшением объема камеры 2 выполнения операции наполнения его межстенной полости 17 порошковой теплоизоляцией в один прием.
В случае работы на отрегулированном устройстве в автоматическом режиме термосы 16 последовательно один за другим подаются транспортным устройством (не показано) на исходную позицию под устройство, которое опускают так, чтобы диффузор 4 попал в отверстие 15 термоса 16. Затем термос вакуумируют, заполняют порошковой теплоизоляцией в один прием и транспортируют на дальнейшие операции согласно технологическому процессу,, а под устройство подают следующий термос с идентичным объемом полости 17. В случае перехода на заполнение термосов с другим объемом полости 17 устройство перенастраивается указанным способом.
Если из-за погрешностей позиционирования термоса 16 диффузор 4 неточно попадает в отверстие 15, то диффузор 4, так как он изготавливается из эластичного материала (например резины), деформируется и не причиняет повреждений термосу 16 и устройству заполнения. Термос возвращается пов5 1
торно на операцию наполнения, а устройство сохраняет работоспособность.
Использование предлагаемого устройства заполнения полости теплоизоляционных сосудов порошковой теплоизоляцией увеличивает производительность при заполнении полости теплоизоляционных сосудов, так как отпадает необходимость повторения вакуу- мирования межстенной полости, тем более такой, которая частично заполнена порошковой теплоизоляцией.
Заполнение межстенной полости за один прием увеличивает время работы устройства с одним и тем же фильтром, так как вакуумируют каждый раз полость, в которой еще нет теплоизоляционного материала.
Применение засыпного патрубка с эластичным диффузором позволяет избежать залипания порошковой теплоизоляции в патрубке, а также автоматизировать процесс заполнения полостей теплоизоляционных сосудов порошковой теплоизоляцией, так как нет угрозы поломки устройства и повреждения сосуда из-за технологических погрешностей ее базирования.
Возможность перенастройки устройства позволяет на одном объекте (после перенастройки) заполнять несколько типов теплоизоляционных сосудов, отличающихся по объему, форме и т.д. Устройство экономит электроэнергию, так как вакуумирование одного сосуда производится только один раз. Эконо797856
мия порошковой теплоизоляции достигается за счет предотвращения уноса материала в вакуумную систему и пере- (. полнения межстенной полости.
Снабжение поршня эластичными уп- лотнительными кольцами надежно герметизирует камеру 2, а обеспечение точных возвратно-поступательных пе 10 ремещений поршня посредством резьбового соединения обеспечивает точность дозировки порошкового материала.
Формула изобретения
Устройство заполнения полости сосудов порошковой теплоизоляцией, содержащее корпус вакуумной камеры с расположенным по его оси засыпным:
патрубком, патрубок подсоединения к вакуумной системе, фильтр и угатот- нительное кольцо, отличающееся тем, что, с целью повышения производительности и экономии
теплоизоляционного материала путем; дозированного заполнения межстенной, полости теплоизоляционных сосудов за один прием- и обеспечения возможности автоматизации, вакуумная каме-
ра снабжена поршнем с эластичными уплотнительными кольцами и регулировочными отверстиями, установленным с возможностью возвратно-поступательного перемещения вдоль оси корпуса,
например, посредством резьбового
соединения, а засыпной патрубок снабжен эластичным диффузором.
