Изобретение относится к бытовой технике.
Известен способ изготовления металлической колбы к термосу, при котором изготавливают двухстенную конструкцию со штенгелем, установленным в наружной оболочке, а после окончательной сборки откачивают воздух через штенгель с целью получения вакуума в полости между стенками.
Недостатком указанного способа является значительная трудоемкость его изготовления, связанная с необходимостью откачки межстенного пространства и. последующей герметизации штенгеля.
Известен способ изготовления металлической колбы к термосу, при котором изготавливают внутреннюю и внешнюю оболочки, а затем осуществляют сборку оболочек и вакуумирование полости, оборудованной между ними.
Недостатком известного способа являются большие трудозатраты, обусловленные откачкой вакуума из собранной конструкции и последующей герметизацией путем формирования переходного элемента из термоизоляционного материала, устанавливаемого на горловины оболочек.
Целью изобретения является снижение трудозатрат при изготовлении металлической колбы к термосу.
Указанная цель достигается тем, что согласно способу изготовления металлической колбы к термосу, включающему выполнение внутренней и внешней оболочек, каждая из которых представляет собой корпус с горловиной, покрытие их металлом с высокими отражательными свойствами.
Ч
СО
ю ч
ю
Сл
сборку оболочек и вакуумирование образованной между ними полости, корпус и горловину оболочек изготовляют раздельно, после чего кромки горловины и корпуса отгибают наружу, а сборку оболочек осущест- вляют одновременно с вакуумированием полости путем сваривания контактной сваркой отогнутых кромок горловины и корпуса, при этом перед сборкой на поверхность орпу а и горловины наносят слой газопог- потителя.
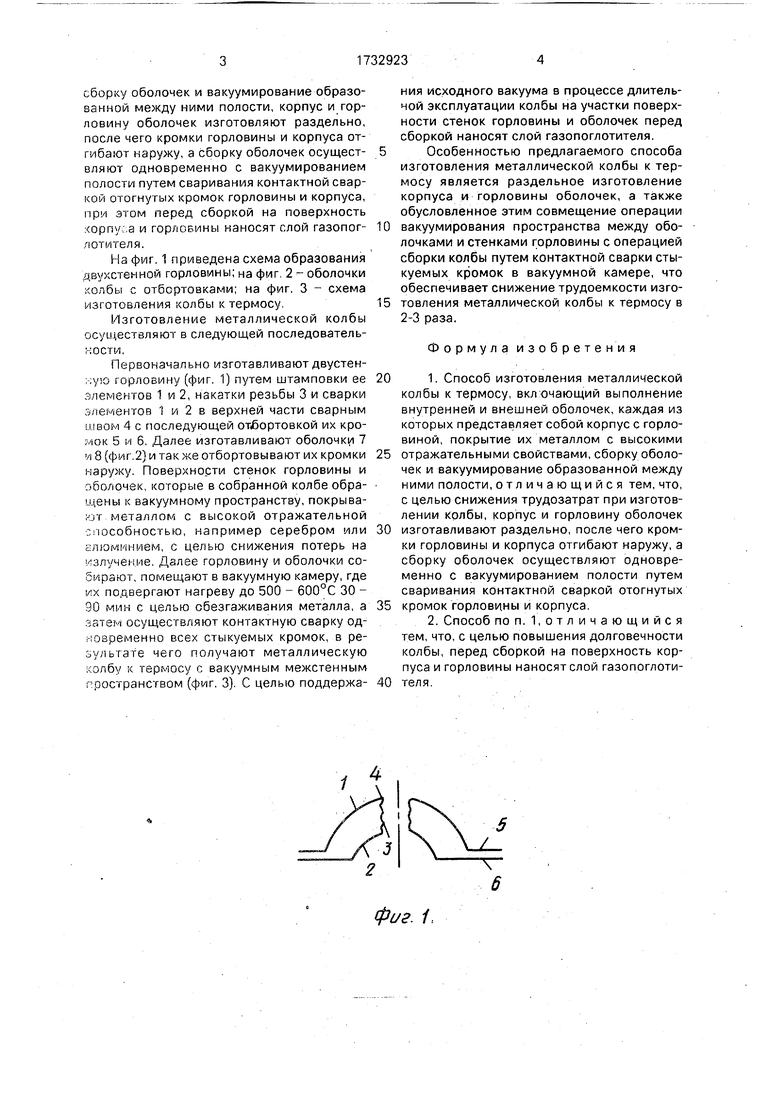
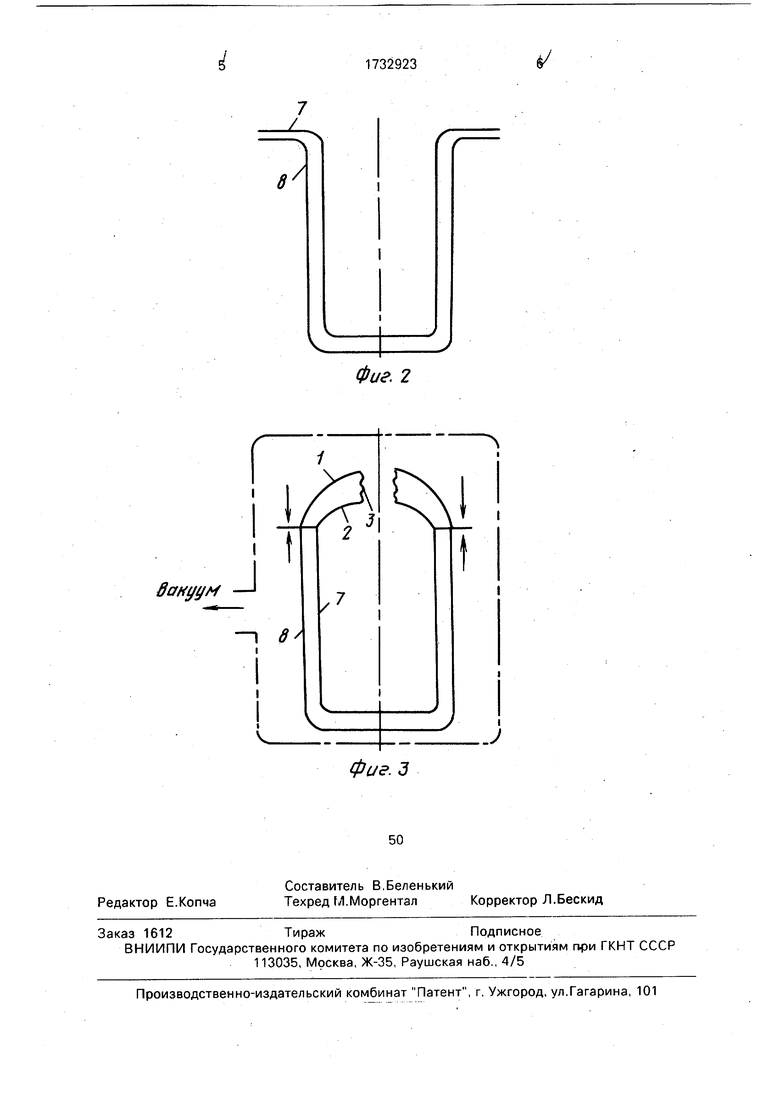
На фиг. 1 приведена схема образования двухстенной горловины; на фиг 2 - оболочки колбы с отбсртовками; на фиг. 3 - схема изготовления колбы к термосу.
Изготовление металлической колбы осуществляют в следующей последователь- кости.
Первоначально изготавливают двустен- ,ую горловину (фиг. 1) путем штамповки ее элементов 1 и 2, накатки резьбы 3 и сварки элементов 1 и 2 в верхней части сварным швом 4 с последующей отйортовкой их кро- , юк 5 и 6. Далее изготавливают оболочки 7 vi 8(фиг.2)итакжеотбортовываютих кромки наружу. Поверхности стенок горловины и оболочек, которые в собранной колбе обращены к вакуумному пространству, покрывают металлом с высокой отражательной способностью, например серебром или слюминием, с целью снижения потерь на излучение. Далее горловину и оболочки собирают, помещают в вакуумную камеру, где s/ x подвергают нагреву до 500 - 600°С 30 - 90 мин с целью сбезгаживания металла, а -,атем осуществляют контактную сварку од- ювременно всех стыкуемых кромок, в результате чего получают металлическую /олбу к термосу с вакуумным межстенным гространством (фиг. 3). С целью поддержа-
ния исходного вакуума в процессе длительной эксплуатации колбы на участки поверхности стенок горловины и оболочек перед сборкой наносят слой газопоглотителя.
Особенностью предлагаемого способа изготовления металлической колбы к термосу является раздельное изготовление корпуса и горловины оболочек, а также обусловленное этим совмещение операции вакуумирования пространства между оболочками и стенками горловины с операцией сборки колбы путем контактной сварки стыкуемых кромок в вакуумной камере, что обеспечивает снижение трудоемкости изготовления металлической колбы к термосу в 2-3 раза.
Формула изобретения
1.Способ изготовления металлической колбы к термосу, вклочающий выполнение внутренней и внешней оболочек, каждая из которых представляет собой корпус с горловиной, покрытие их металлом с высокими отражательными свойствами, сборку оболочек и вакуумирование образованной между ними полости, отличающийся тем, что, с целью снижения трудозатрат при изготовлении колбы, корпус и горловину оболочек изготавливают раздельно, после чего кромки горловины и корпуса отгибают наружу, а сборку оболочек осуществляют одновременно с вакуумированием полости путем сваривания контактной сваркой отогнутых кромок горловины и корпуса.
2.Способ по п. 1,отличающийся тем, что, с целью повышения долговечности колбы, перед сборкой на поверхность корпуса и горловины наносят слой газопоглотителя.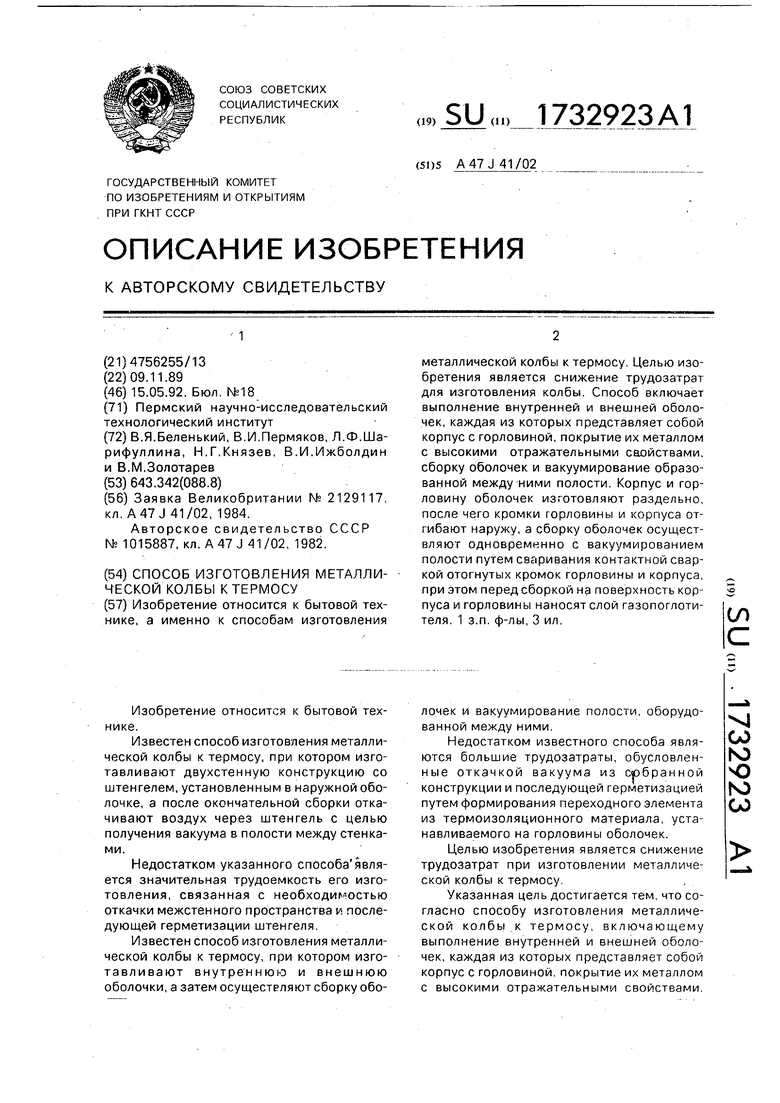
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ ЖИДКИХ КОЛЛОИДНЫХ СУБСТАНЦИЙ И СУСПЕНЗИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНОЙ КОЛБЫ | 1992 |
|
RU2063159C1 |
| Способ изготовления металлического термоса | 1990 |
|
SU1725819A1 |
| Способ изготовления металлических вакуумных термосов | 1986 |
|
SU1459651A1 |
| ТЕРМОС | 1992 |
|
RU2018253C1 |
| Термос | 1991 |
|
SU1822737A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ТЕРМОСА | 1992 |
|
RU2033740C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛБЫ ТЕРМОСА | 1991 |
|
RU2015681C1 |
| Способ изготовления металлических термосов | 1982 |
|
SU1015887A1 |
| Вакуумный выключатель высокого напряжения | 1977 |
|
SU662991A1 |
| Колба к термосу с вакуумной изоляцией | 1984 |
|
SU1284502A1 |
Изобретение относится к бытовой технике, а именно к способам изготовления металлической колбы к термосу. Целью изобретения является снижение трудозатрат для изготовления колбы. Способ включает выполнение внутренней и внешней оболочек, каждая из которых представляет собой корпус с горловиной, покрытие их металлом с высокими отражательными свойствами, сборку оболочек и вакуумирование образованной между ними полости. Корпус и горловину оболочек изготовляют раздельно, после чего кромки горловины и корпуса отгибают наружу, а сборку оболочек осуществляют одновременно с вакуумированием полости путем сваривания контактной сваркой отогнутых кромок горловины и корпуса, при этом перед сборкой на поверхность корпуса и горловины наносят слой газопоглотителя. 1 з.п. ф-лы, 3 ил. сл
фиг. 1,
бакуун
Фиг. 2
| СПОСОБ ПОЛУЧЕНИЯ П-НИТРОЗОФЕНОЛА | 1997 |
|
RU2129117C1 |
| Способ изготовления металлических термосов | 1982 |
|
SU1015887A1 |
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
