Изобретение относится к технологии изготовления разьемных остовов роторов гидрогенераторов и может быть использовано в электротехнической промышленности.
Цель изобретения - улучшение качества путем повышения плотности и точности стыкуемых соединений
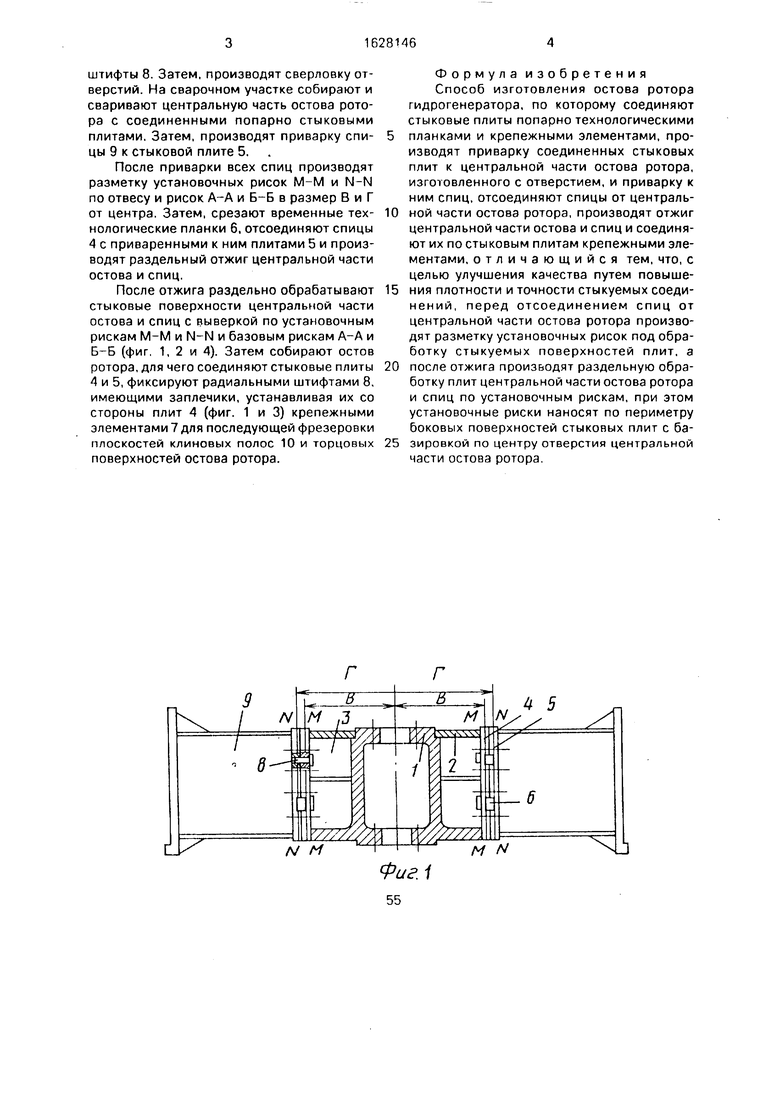
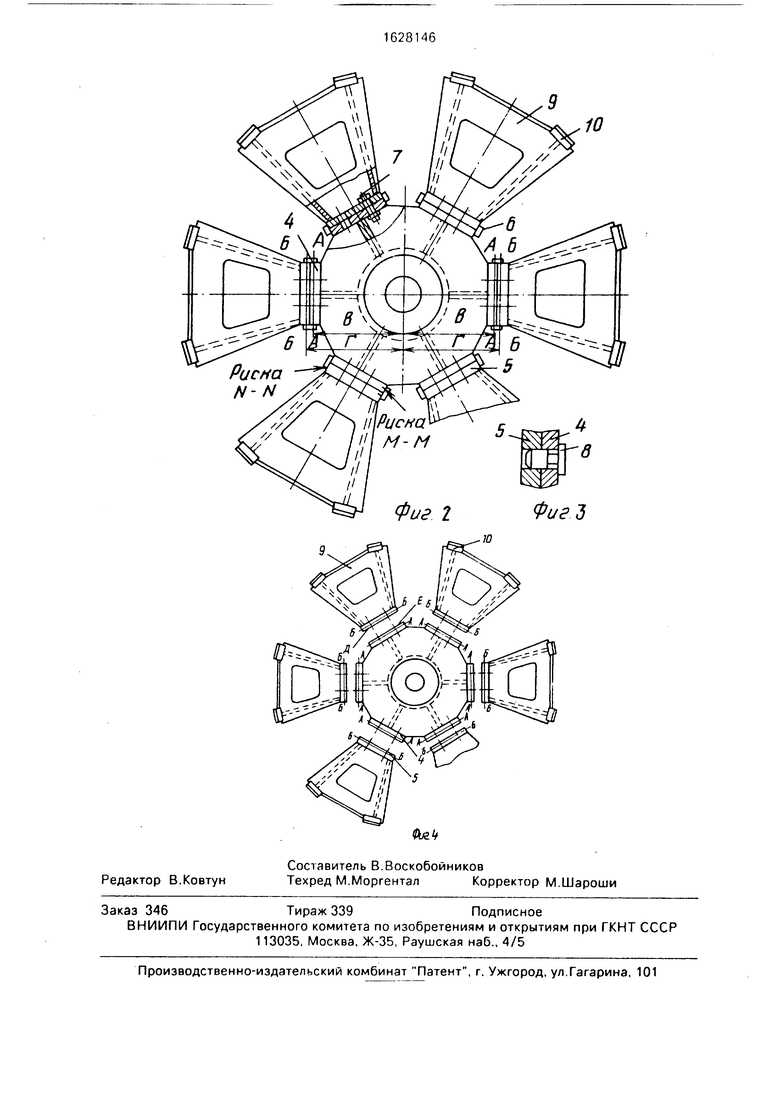
На фиг. 1 изображен спицевой остов ротора, на фиг 2 - то же, вид сверху; на фиг. 3 - штифтовое соединение стыковых плит; на фиг. 4 - центральная часть остова ротора с отсоединенными для отжига и обработки стыковых поверхностей плит спицами.
Способ изготовления остова ротора гидрогенератора осуществляется следующим образом.
В сварочно-сборочном цехе к литой втулке 1 ротора, после ее механической обработки приваривают при помощи электросварки верхний и нижний диски 2. Между верхним и нижним дисками устанавливаются ребра 3 и с упором на внешнюю цилиндрическую поверхность втулки 1. Ребра и диск приваривают между собой и к втулке ротора Стыковые плиты 4 и 5 соединяют между собой попарно временными технологическими планками 6. производят разметку отверстий под стяжные шпильки 7 и
о
N) 00
Ј
штифты 8. Затем, производят сверловку отверстий. На сварочном участке собирают и сваривают центральную часть остова ротора с соединенными попарно стыковыми плитами. Затем, производят приварку спи- цы 9 к стыковой плите 5.
После приварки всех спиц производят разметку установочных рисок М-М и N-N по отвесу и рисок А-А и Б-Б в размер В и Г от центра. Затем, срезают временные тех- нологические планки 6, отсоединяют спицы 4 с приваренными к ним плитами 5 и производят раздельный отжиг центральной части остова и спиц.
После отжига раздельно обрабатывают стыковые поверхности центральной части остова и спиц с выверкой по установочным рискам М-М и N-N и базовым рискам А-А и Б-Б (фиг. 1,2 и 4). Затем собирают остов ротора, для чего соединяют стыковые плиты 4 и 5, фиксируют радиальными штифтами 8, имеющими заплечики, устанавливая их со стороны плит 4 (фиг. 1 и 3) крепежными элементами 7 для последующей фрезеровки плоскостей клиновых полос 10 и торцовых поверхностей остова ротора.
Формула изобретения Способ изготовления остова ротора гидрогенератора, по которому соединяют стыковые плиты попарно технологическими планками и крепежными элементами, производят приварку соединенных стыковых плит к центральной части остова ротора, изготовленного с отверстием, и приварку к ним спиц, отсоединяют спицы от центральной части остова ротора, производят отжиг центральной части остова и спиц и соединяют их по стыковым плитам крепежными элементами, отличающийся тем, что, с целью улучшения качества путем повышения плотности и точности стыкуемых соединений, перед отсоединением спиц от центральной части остова ротора производят разметку установочных рисок под обработку стыкуемых поверхностей плит, а после отжига производят раздельную обработку плит центральной части остова ротора и спиц по установочным рискам, при этом установочные риски наносят по периметру боковых поверхностей стыковых плит с базировкой по центру отверстия центральной части остова ротора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления остова ротора гидрогенератора | 1988 |
|
SU1669052A1 |
| Остов ротора вертикального гидрогенератора | 1985 |
|
SU1367099A1 |
| Ротор гидрогенератора | 1982 |
|
SU1098071A1 |
| Способ обработки стыков сегментов корпусных узлов гидроагрегата | 1985 |
|
SU1350768A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРОГЕНЕРАТОР | 2004 |
|
RU2268526C1 |
| Способ монтажа вертикальных гидрогенераторов | 1982 |
|
SU1101976A1 |
| Ротор вертикального гидрогенератора | 1974 |
|
SU594851A1 |
| ВАЛ РОТОРА ВЕРТИКАЛЬНОГО ГИДРОГЕНЕРАТОРА | 2004 |
|
RU2276443C1 |
| Остов ротора вертикального гидрогенератора зонтичного типа | 1988 |
|
SU1628139A1 |
| Корпус статора гидрогенератора | 1988 |
|
SU1672545A1 |
Изобретение относится к технологии изготовления разъемных остовов роторов гидрогенераторов и может быть использовано в электротехнической промышленности. Целью изобретения является улучшение качества путем повышения плотности и точности стыкуемых соединений. Способ осуществляется следующим образом. Изготавливают центральную часть остова ротора, к литой втулке 1 приваривают верхний и нижний диски 2 и ребра 3. Соединяют между собой попарно стыковые плиты 4 и 5 технологическими планками 6, производят разметку под стяжные шпильки и штифты 8 и сверловку отверстий. Сваривают центральную часть остова с соединенными стыковыми плитами и приваривают к ним спицы 9. Затем производят разметку установочных рисок. Отсоединяют спицы от центральной части остова и производят их раздельный отжиг, я затем обработку стыковых поверхностей плит 1 и 5 с выверкой по установочным рискам, после чего собирают остов ротора. 4 ил (Л С
t
Л1
10
| СПИЦА РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 0 |
|
SU261541A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Зунделевич М.И., Прутковский С А | |||
| Технология крупного электромашиностроения./., Гидрогенераторы | |||
| Л.: Энерго- издат, 1981, с.146-156. | |||
