Изобретение относится к машиностроению, а именно к способам обработки гильзы цилиндра двигателя внутреннего сгорания (ДВС) путем механической обработки и упрочнения.
Цель - изобретения заключается в повышении долговечности гильзы при эксплуатации за счет оптимального распределения остаточных сжимающих напряжений.
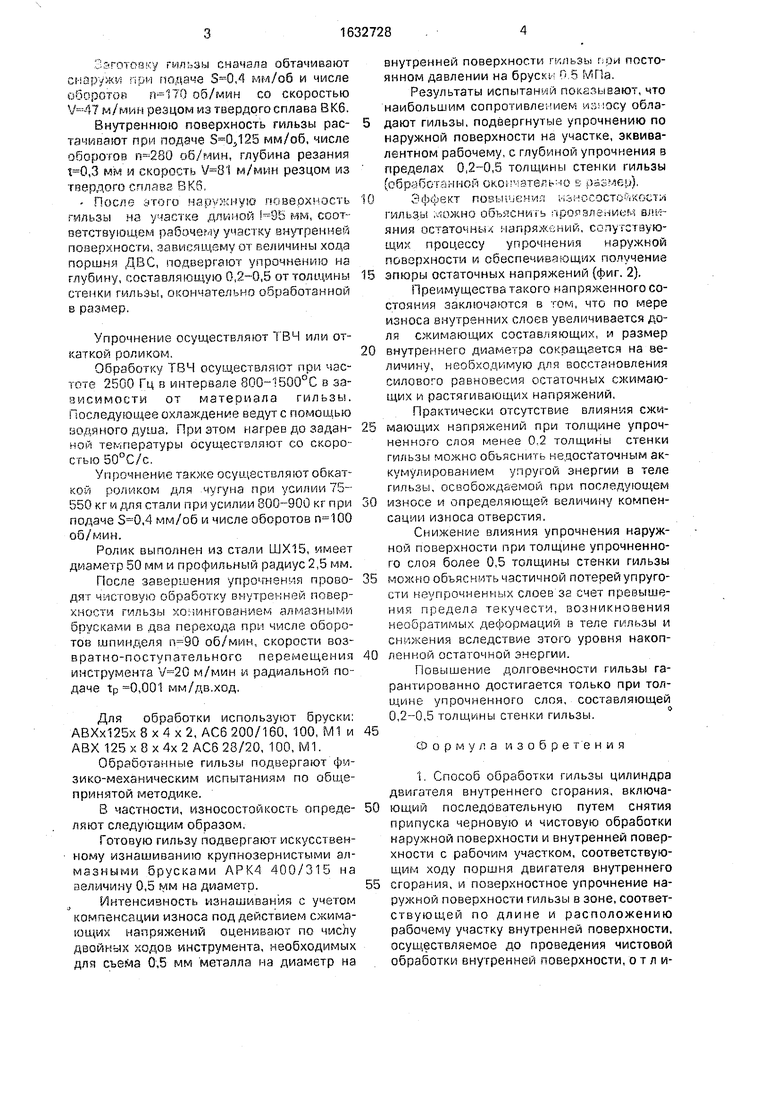
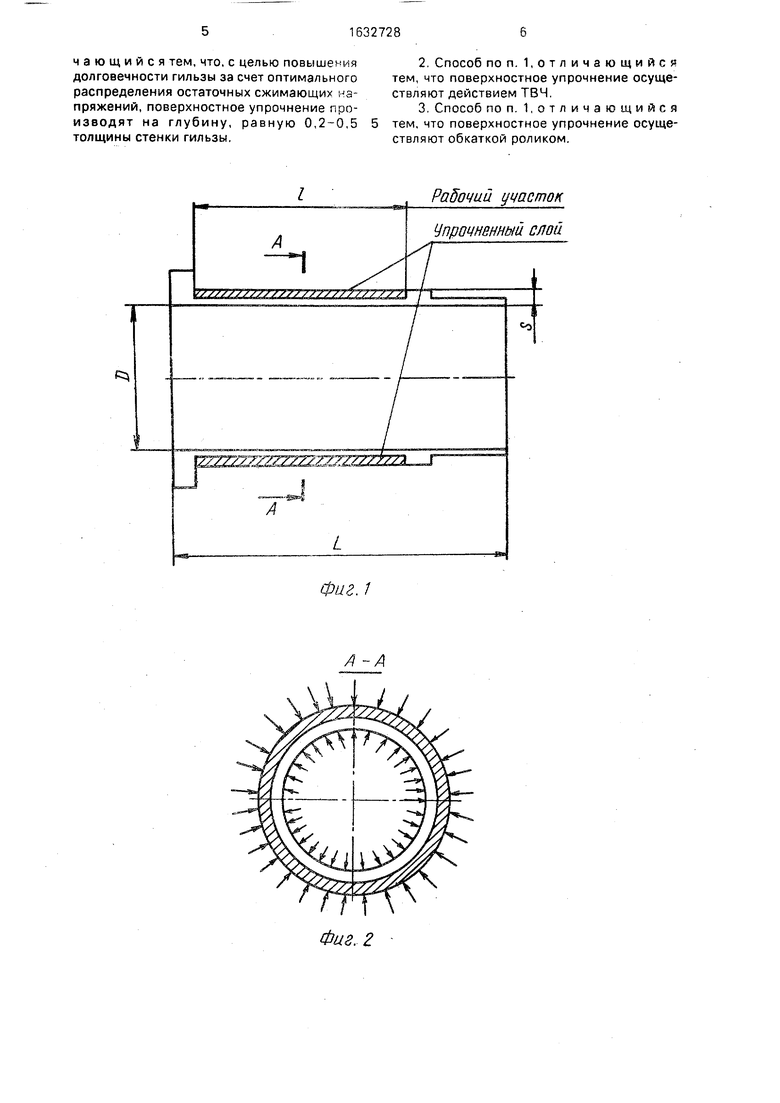
На фиг. 1 изображена схема размещения упрочненного слоя на наружной поверхности гильзы; на фиг. 2 - разрез А-А на фиг. 1, где схематически изображена эпюра остаточных напряжений, сжимающих на наружной поверхности и растягивающих - на внутренней.
Способ осуществляют следующим образом.
Гильзу изготовленную, например, литьем подвергают сначала снаружи черновой обработке путем обточки на токарном станке. Затем осуществляют черновую обработку внутренней рабочей поверхности с помощью режущего инструмента на токарном станке. Затем наружную поверхность в зоне I, соответствующей по длине и расположению рабочему участку внутренней поверхности, упрочняют на глубину 0,2-0,5 толщины стенки гильзы с помощью обработки ТВЧ или обкаткой роликами.
Конкретные режимы подбирают в зависимости от материала гильзы и конкретной требуемой толщины упрочненного слоя,
После завершения упрочнения внутреннюю рабочую поверхность хонингируют алмазными брусками. Затем производят подрезку торцов и шлифовку уплотняющих поясков.
Пример. Обработке подвергают гиль- ,зу из серого перлитного чугуна, которая в окончательном виде имеет длину мм, внутренний диаметр и 120 мм, толщину стенки и 8 мм, и из стали 40Х длиной 170 мм, с.внутренним диаметром 90 мм и толщиной стенки мм.
Заготовку гильзы сначала обтачивают емар/жи при подаче ,4 мм/об и числе оборотов n-17 Q об/мин со скоростью У -17м/мин резцом из твердого сплава В Кб,
Внутреннюю поверхность гильзы рас- тачивают при подаче мм/об, числе оборотов об/мин, глубина резания ,3 мм и скорость м/мин резцом из твердого сплава В Кб,
- После этого наружную поверхность гильзы на участке длиной 9Ь мм, соответствующем рабочему участку внутренней поверхности, зависящему от величины хода поршня ДВС, подвергают упрочнению на глубину, составляющую 0,2-0,5 от толщины стенки гильзы, окончательно обработанной в размер.
Упрочнение осуществляют ТВЧ или откаткой роликом.
Обработку ТВЧ осуществляют при частоте 2500 Гц в интервале 800-1500°С в за- зисимости от материала гильзы. Последующее охлаждение ведут с помощью водяного душа. При этом нагрев до задан- ной температуры осуществляют со скоростью 50°С/с,
Упрочнение также осуществляют обкаткой роликом для чугуна при усилии 75- 550 кг и для стали при усилии 800-900 кг при подаче ,4 мм/об и числе оборотов об/мин.
Ролик выполнен из стали ШХ15, имеет диаметр 50 мм и профильный радиус 2,5 мм.
После завершения упрочнения прово- дят чистовую обработку внутренней поверхности гильзы хоиингованием алмазными брусками в два перехода при числе оборотов шпинделя об/мин, скорости возвратно-поступательного перемещения инструмента м/мин и радиальной подаче т.р 0,001 мм/дв.ход,
Для обработки используют бруски; АВХх125х 8x4x2, АС6 200/160, 100, М1 и АВХ 125x8x4x2 АС6 28/20, 100, М1.
Обработанные гильзы подвергают физико-механическим испытаниям по общепринятой методике,
В частности, износостойкость опреде- ляют следующим образом,
Готовую гильзу подвергают искусственному изнашиванию крупнозернистыми алмазными брусками АРК4 400/315 на величину 0,5 мм на диаметр.
Интенсивность изнашивания с учетом компенсации износа под действием сжимающих напряжений оценивают по числу двойных ходов инструмента, необходимых для съема 0,5 мм металла на диаметр на
внутренней поверхности гильзы г,ри постоянном давлении на бруска 0 5 МПа.
Результаты испытаний показывают, что наибольшим сопротивлением ид;юсу обладают гильзы, подвергнутые упрочнению по наружной поверхности на участке, эквивалентном рабочему, с глубиной упрочнения в пределах 0,2-0,5 толщины стенки гильзы (обработанной око - зтеяь-ю е размер),
3ффект повыше:. износостойкости гильз.ы ,4ожно объяснить чрорвлением влияния остаточные напряжений, сопутствующих процессу упрочнения наружной поверхности и обеспечивающих получение эпюры остаточных напряжений (фиг. 2).
Преимущества такого напряженного состояния заключаются в том, что по мере износа внутренних слоев увеличивается доля сжимающих составляющих, и размер внутреннего диаметра сокращается на величину, необходимую для восстановления силового равновесия остаточных сжимающих и растягивающих напряжений.
Практически отсутствие влияния сжимающих напряжений при толщине упрочненного слоя менее 0.2 толщины стенки гильзы можно объяснить недостаточным аккумулированием упругой энергии в теле гильзы, освобождаемой при последующем износе и определяющей величину компенсации износа отверстия.
Снижение влияния упрочнения наружной поверхности при толщине упрочненного слоя более 0,5 толщины стенки гильзы можно объяснить частичной потерей упругости неупрочненных слоев за счет превышения предела текучести, возникновения необратимых деформаций в теле гильзы и снижения вследствие этого уровня накопленной остаточной энергии.
Повышение долговечности гильзы гарантированно достигается только при толщине упрочненного слоя, составляющей 0,2-0,5 толщины стенки гильзы.
Формула изобретения
1. Способ обработки гильзы цилиндра двигателя внутреннего сгорания, включающий последовательную путем снятия припуска черновую и чистовую обработки наружной поверхности и внутренней поверхности с рабочим участком, соответствующим ходу поршня двигателя внутреннего сгорания, и поверхностное упрочнение наружной поверхности гильзы в зоне, соответствующей по длине и расположению рабочему участку внутренней поверхности, осуществляемое до проведения чистовой обработки внутренней поверхности, о т л ичающийся тем, что, с целью повышения долговечности гильзы за счет оптимального распределения остаточных сжимающих напряжений, поверхностное упрочнение производят на глубину, равную 0,2-0,5 толщины стенки гильзы.
2.Способ по п. 1,отличающийся тем, что поверхностное упрочнение осуществляют действием ТВЧ.
3.Способ по п. 1,отличающийся тем, что поверхностное упрочнение осуществляют обкаткой роликом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ | 2003 |
|
RU2248853C2 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК ГИЛЬЗ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2012 |
|
RU2501644C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ | 2003 |
|
RU2256708C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ | 2003 |
|
RU2249052C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ | 2006 |
|
RU2328354C2 |
| СПОСОБ ПЕРЕТОЧКИ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ, ИСПОЛЬЗУЕМЫХ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ ДИАМЕТРОМ 273-550 мм, И ВЫПОЛНЕННЫХ ИЗ СТАЛИ МАРКИ 25Х2М1Ф С ИСХОДНОЙ ТОЛЩИНОЙ СЛОЯ СОРБИТА НА ПОВЕРХНОСТИ 40-50 мм. | 2013 |
|
RU2537340C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ИЗ СТАЛИ МАРКИ СД2 (25Х2М1Ф) ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2002 |
|
RU2238810C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2006 |
|
RU2322318C2 |
| СПОСОБ РЕМОНТА УПРОЧНЕННЫХ АЗОТИРОВАНИЕМ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2011 |
|
RU2487002C2 |
| Способ финишной обработки внутренней поверхности стальной гильзы двигателя внутреннего сгорания | 2018 |
|
RU2696599C1 |
Изобретение относится к машиностроению и может быть использовано при обработке гильз ДВС. Цель изобретения - повышение долговечности гильзы за счет оптимального распределения остаточных сжимающих напряжений. Согласно способу наружную и внутреннюю поверхности гильзы подвергают черновой и чистовой обработкам. При этом перед чистовой обработкой внутренней поверхности участок наружной поверхности, соответствующий по длине и расположению рабочему участку внутренней поверхности, подвергают упрочнению на глубину, равную 0,2- 0,5 от толщины стенки гильзы. Упрочнение производят ТВЧ или обкаткой роликом. 2 з.п. ф-лы, 2 ил.
Фаг. 1
Рабочий участок
Упрочненный слой
| Патент США № 4447275, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
