W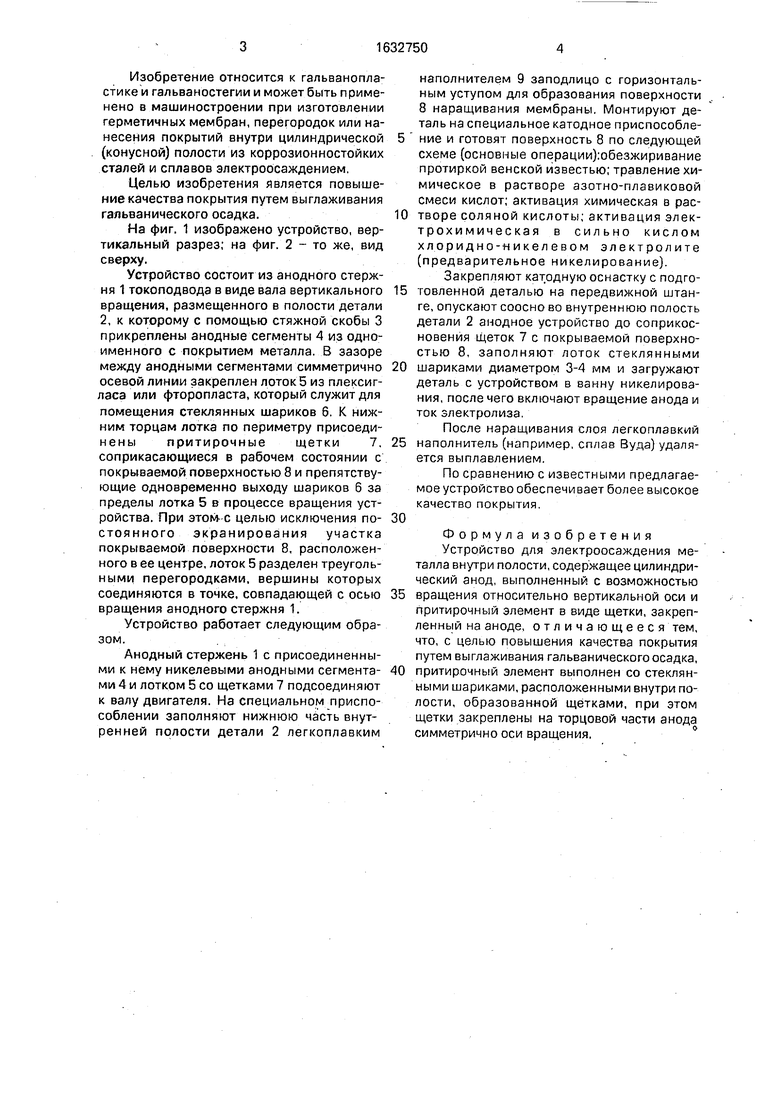
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гальванопластического изготовления полых изделий с наружной оболочкой | 1988 |
|
SU1657543A1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНО-РЕЛЬЕФНЫХ ЭЛЕМЕНТОВ АНТЕННО-ФИДЕРНЫХ УСТРОЙСТВ | 2012 |
|
RU2472872C1 |
| Устройство для нанесения композиционных гальванических покрытий | 1989 |
|
SU1768670A1 |
| Анод для нанесения гальванопокрытий в глубоких каналах с круглым сопряжением | 1989 |
|
SU1700107A1 |
| СПОСОБ НАНЕСЕНИЯ НИКЕЛЕВОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ И МЕДНЫЕ ДЕТАЛИ В ЭЛЕКТРОЛИТЕ НИКЕЛИРОВАНИЯ | 2011 |
|
RU2489525C2 |
| Способ электрохимического формообразования | 1980 |
|
SU929748A1 |
| СПОСОБ НИКЕЛИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ, МЕДИ И МЕДНЫХ СПЛАВОВ | 1996 |
|
RU2089675C1 |
| СПОСОБ ОЧИСТКИ РАСТВОРОВ ЭЛЕКТРОЛИТОВ НИКЕЛИРОВАНИЯ | 1993 |
|
RU2102538C1 |
| Способ обработки изделий из никеля | 1983 |
|
SU1236007A1 |
| Способ нанесения никелевых покрытий на алюминиевые сплавы | 2017 |
|
RU2661695C1 |
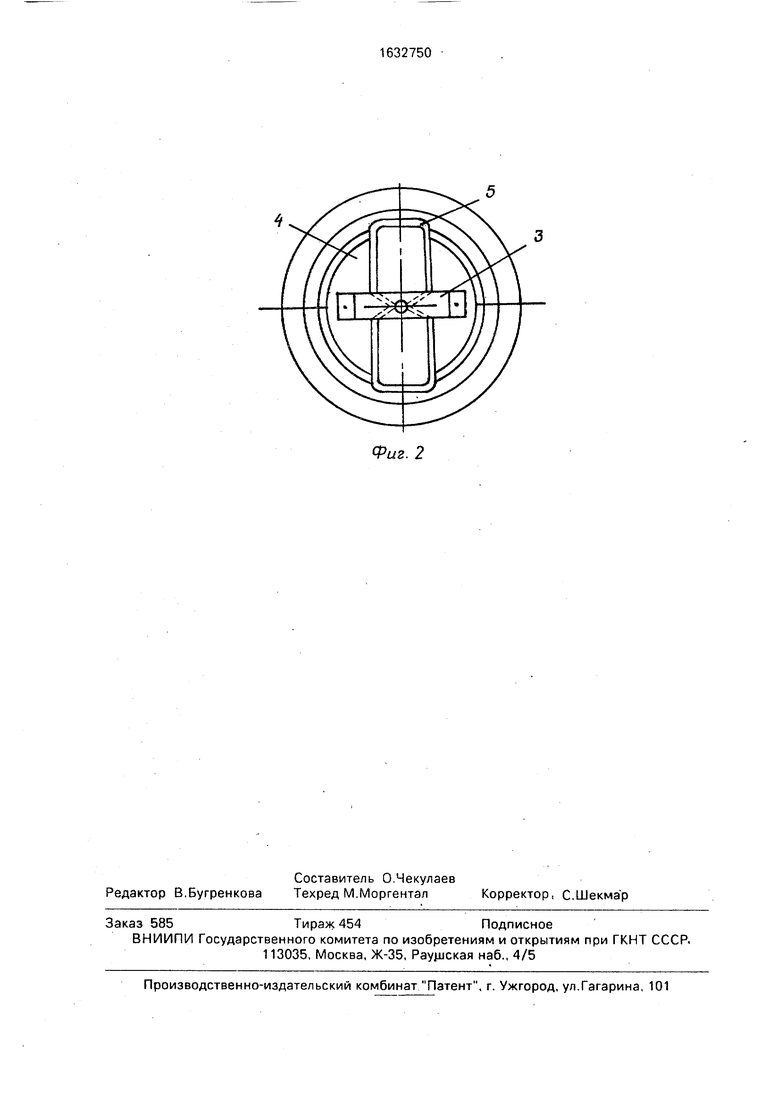
Изобретение относится к гальванопластике и может применяться при изготовлении герметичных мембран или перегородок. Цель изобретения - повышение качества покрытия путем выглаживания гальванического осадка. Устройство, содержащее вращающийся вокруг вертикальной оси анод с закрепленными на его торце щетками 7, снабжено стеклянными шариками 6, расположенными в полости, образованной щетками. 2 ил.
«
I
ON СО Ю VI СЛ
О
Фиг.1
Изобретение относится к гальванопластике и гальваностегии и может быть применено в машиностроении при изготовлении герметичных мембран, перегородок или нанесения покрытий внутри цилиндрической (конусной) полости из коррозионностойких сталей и сплавов электроосаждением.
Целью изобретения является повышение качества покрытия путем выглаживания гальванического осадка.
На фиг. 1 изображено устройство, вертикальный разрез; на фиг. 2 - то же, вид сверху.
Устройство состоит из анодного стержня 1 токоподвода в виде вала вертикального вращения, размещенного в полости детали 2, к которому с помощью стяжной скобы 3 прикреплены анодные сегменты 4 из одноименного с покрытием металла. В зазоре между анодными сегментами симметрично осевой линии закреплен лоток 5 из плексигласа или фторопласта, который служит для
помещения стеклянных шариков 6. К нижним торцам лотка по периметру присоединены притирочные щетки 7, соприкасающиеся в рабочем состоянии с покрываемой поверхностью 8 и препятствующие одновременно выходу шариков 6 за пределы лотка 5 в процессе вращения устройства. При этом- с целью исключения по- стоянного экранирования участка покрываемой поверхности 8, расположенного в ее центре, лоток 5 разделен треугольными перегородками, вершины которых соединяются в точке, совпадающей с осью вращения анодного стержня 1.
Устройство работает следующим образом.
Анодный стержень 1 с присоединенными к нему никелевыми анодными сегмента- ми 4 и лотком 5 со щетками 7 подсоединяют к валу двигателя. На специальном приспособлении заполняют нижнюю часть внутренней полости детали 2 легкоплавким
наполнителем 9 заподлицо с горизонтальным уступом для образования поверхности 8 наращивания мембраны. Монтируют деталь на специальное катодное приспособление и готовят поверхность 8 по следующей схеме (основные операции):обезжиривание протиркой венской известью; травление химическое в растворе азотно-плавиковой смеси кислот; активация химическая в растворе соляной кислоты;активация электрохимическая в сильно кислом хлоридно-никелевом электролите (предварительное никелирование).
Закрепляют катодную оснастку с подготовленной деталью на передвижной штанге, опускаютсоосно во внутреннюю полость детали 2 анодное устройство до соприкосновения щеток 7 с покрываемой поверхностью 8, заполняют лоток стеклянными шариками диаметром 3-4 мм и загружают деталь с устройством в ванну никелирования, после чего включают вращение анода и ток электролиза.
После наращивания слоя легкоплавкий наполнитель (например, сплав Вуда) удаляется выплавлением.
По сравнению с известными предлагаемое устройство обеспечивает более высокое качество покрытия.
Формула изобретения Устройство для электроосаждения металла внутри полости, содержащее цилиндрический анод, выполненный с возможностью вращения относительно вертикальной оси и притирочный элемент в виде щетки, закрепленный на аноде, отличающееся тем, что, с целью повышения качества покрытия путем выглаживания гальванического осадка, притирочный элемент выполнен со стеклянными шариками, расположенными внутри полости, образованной щетками, при этом щетки закреплены на торцовой части анода симметрично оси вращения.
Фиг. 2
| Патент США №4176015, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
