Изобретение относится к способам лазерной обработки и устройствам для их реализации, в частности к лазерному сверлению отверстий в печатных платах.
Цель изобретения заключается в расширении технологических возможностей за счет обеспечения автоматического оперативного управления режимом модуляции излучения.
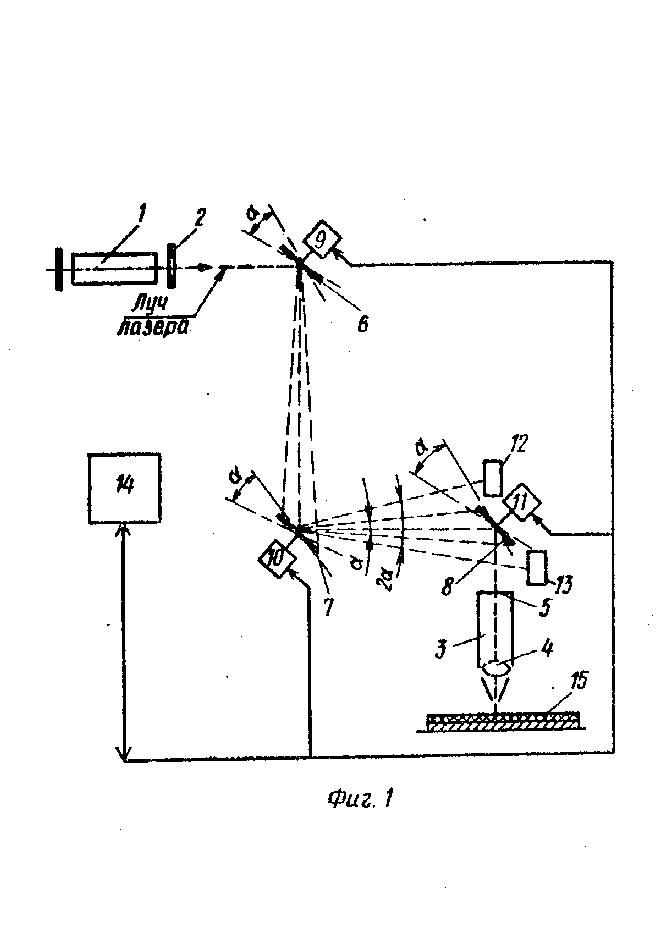
На фиг. 1 приведена схема реализации предлагаемого способа лазерной обработки материалов импульсным излучением и устройство для его осуществления с тремя зеркалами, снабженными приводами углового сканирования; на фиг. 2 - то же, с двумя зеркалами.
Устройство для реализации способа содержит лазер 1 с выходным зеркалом 2 резонатора, рабочую оптическую головку 3 с фокусирующим объективом 4 и входным отверстием 5, электромеханическую систему для импульсной модуляции излучения лазера 1, выполненную в виде не менее двух оптически связанных с лазером зеркал 6-8 с приводами 9-11 углового сканирования. Зеркало 6 установлено после выходного зеркала 2 резонатора лазера 1, а последнее зеркало 11 - перед входным отверстием 5 рабочей головки 3 технологической установки (см. фиг. 1). Около зеркала 8 вне оптической оси электромеханической системы с одной стороны от него установлен измеритель 12 мощности излучения лазера 1, а с другой стороны установлен поглотитель 13 излучения. Система 14 управления связана электрически с приводами 9-11 углового сканирования зеркал 6-8.
Устройство работает следующим образом.
Излучение лазера выходит через зеркало 2, отражается от зеркал 6-8 на фокусирующий объектив 4 в рабочей головке 3, который фокусирует его на поверхности обрабатываемой заготовки 15, где оно производит, например, прошивку отверстия. Подачей соответствующих питающих напряжений с помощью системы 14 управления на приводы 9-11 углового сканирования зеркал 6-8 обеспечивают перемещение луча, например, на максимальный угол α . При этом луч за счет совместного согласованного сканирования зеркал 6-8 сохраняет параллельность перемещения при попадании в головку 3 через входное отверстие 5 и фокальное пятно остается неподвижным на поверхности заготовки 15.
Когда луч выходит за зону отражения зеркала 8, излучение в головку 3 не попадает в течение какого-то времени. При этом излучение попадает на измеритель 12 мощности или поглотитель 13 излучения. Изменяя скорость перехода зеркал 6-8 из одного крайнего положения в другое и изменяя время выдержки их в этих крайних положениях, можно в достаточно широких пределах управлять режимом лазерной обpаботки, получая импульсы pазличной частоты следования или pазличной длительности.
Пpи применении электpомеханической модулиpующей системы с двумя зеркалами 6 и 7 угол сканирования зеркала 6 должен быть примерно в 2 раза больше угла сканирования зеркала 7. При увеличении количества зеркал можно уменьшать углы их сканирования (см. фиг. 2).
Предложенная конструкция устройства расширяет его технологические возможности за счет обеспечения автоматического оперативного управления режимом модуляции излучения.
Способ лазерной обработки материалов импульсным излучением заключается в преобразовании непрерывного выходного излучения лазера 1 в импульсы излучения перед рабочей головкой 3 с фокусирующим объективом 4 и входным отверстием 5 путем периодического или апериодического сканирования лазерного луча с отклонением его за границу входного отверстия 5 рабочей головки 3 и с сохранением постоянства положения фокального пятна излучения на поверхности обрабатываемой заготовки 15 после прохождения им фокусирующего объектива 4 в течение времени прохождения сканируемого луча через рабочую головку 3.
П р и м е р. Излучение из выходного зеркала 2 лазера 1 попадает на оптически связанные с лазером согласованно сканируемые с заданными угловыми отклонениями зеркала 6-8. Луч периодический или апериодически сканируется в пpостранстве и пpи этом выходит за пpеделы входного отверстия 5 рабочей головки 3. Таки образом в рабочей головке 3 можно получать тpебуемые по длительности и частоте следования импульсы излучения. Оперативное автоматическое изменение частоты импульсов сводится при этом к изменению частоты сканирования зеркал 6-8. При апериодическом характере колебаний можно получать пакеты импульсов постоянной длительности при различной частоте их следования. Можно менять и длительность импульсов. Это обеспечивает возможность выбора более оптимальных режимов обработки. Фиксация зеркала в одном или двух крайних положениях позволяет использовать модулятор без дополнительного затвора оптического канала.
Использование предлагаемых способа и устройства позволяет расширить технологические возможности лазерных устройств за счет обеспечения оперативной автоматической переналадки частоты и длительности импульсов излучения. Это особенно важно при необходимости доработки отверстий по результатам автоматического контроля их качества, например, с применением телекамеры. (56) Углов А. А. и др, Увеличение эффективности размерной обработки излучением ОКГ. - Физика и химия обpаботки матеиалов. N 4, 1976, с. 135-136.
Авторское свидетельство СССР N 1075539, кл. В 23 К 26/02, 1982.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАЗЕРНАЯ ПРОЕКЦИОННАЯ СИСТЕМА ОТОБРАЖЕНИЯ ТЕЛЕВИЗИОННОЙ ИНФОРМАЦИИ (ВАРИАНТЫ) | 1995 |
|
RU2104617C1 |
| ОФТАЛЬМОХИРУРГИЧЕСКАЯ ЛАЗЕРНАЯ СИСТЕМА | 2014 |
|
RU2563448C1 |
| МОЩНЫЙ ИМПУЛЬСНЫЙ СО-ЛАЗЕР С САМОИНЖЕКЦИЕЙ ИЗЛУЧЕНИЯ | 2014 |
|
RU2657345C2 |
| Лазерная офтальмологическая установка | 1976 |
|
SU728869A1 |
| СКАНИРУЮЩИЙ ЛАЗЕР | 1994 |
|
RU2082264C1 |
| ГИБКИЙ НЕЛИНЕЙНЫЙ ЛАЗЕРНЫЙ СКАНИРУЮЩИЙ МИКРОСКОП ДЛЯ НЕИНВАЗИВНОГО ТРЕХМЕРНОГО ДЕТЕКТИРОВАНИЯ | 2012 |
|
RU2524742C2 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАДАННОГО ИЗОБРАЖЕНИЯ ВНУТРИ ПРОЗРАЧНОГО ТВЕРДОГО МАТЕРИАЛА ПОСРЕДСТВОМ ИМПУЛЬСНОГО ЛАЗЕРНОГО ЛУЧА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2177881C1 |
| Система импульсной лазерной локации | 2015 |
|
RU2612874C1 |
| СПОСОБ ПРОШИВКИ ПРЕЦИЗИОННЫХ ОТВЕРСТИЙ ЛАЗЕРНЫМ ИЗЛУЧЕНИЕМ | 2000 |
|
RU2192341C2 |
| СИСТЕМА ИМПУЛЬСНОЙ ЛАЗЕРНОЙ ЛОКАЦИИ | 2013 |
|
RU2528109C1 |

Изобретение относится к лазерной технологии и лазерному технологическому оборудованию, в частности к станкам для лазерного сверления печатных плат. Изобретение решает задачу расширения технологических возможностей лазерных устройств за счет обеспечения автоматического оперативного управления режимами модуляции излучения, в частности длительностью и частотой следования импульсов. Получение импульсов в рабочей головке осуществляется сканированием непрерывного выходного излучения лазера за границу ее входного отверстия. При этом обеспечивается постоянное положение фокального пятна на поверхности заготовки. Устройство содержит лазер, систему управления, рабочую головку с фокусирующим объективом, два или более зеркал с приводами сканирования. Одно из зеркал расположено в непосредственной близости к выходному зеркалу лазера, последнее зеркало расположено у входа в оптическую головку. 2 с. п. ф-лы, 2 ил.