Изобретение относится к устройствам для переработки пластмасс в изделия и может быть использовано при изготовлении изделий с арматурой в формах с шиберами.
Цель изобретения - повышение надежности работы выталкивающей системы.
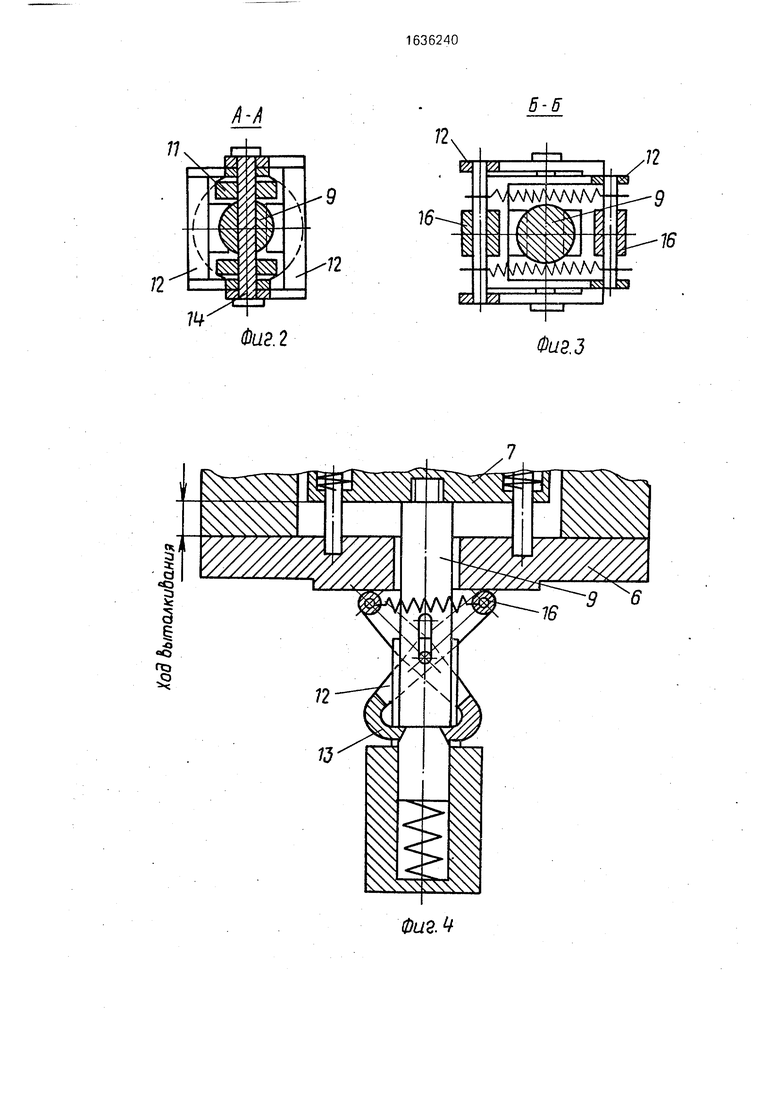
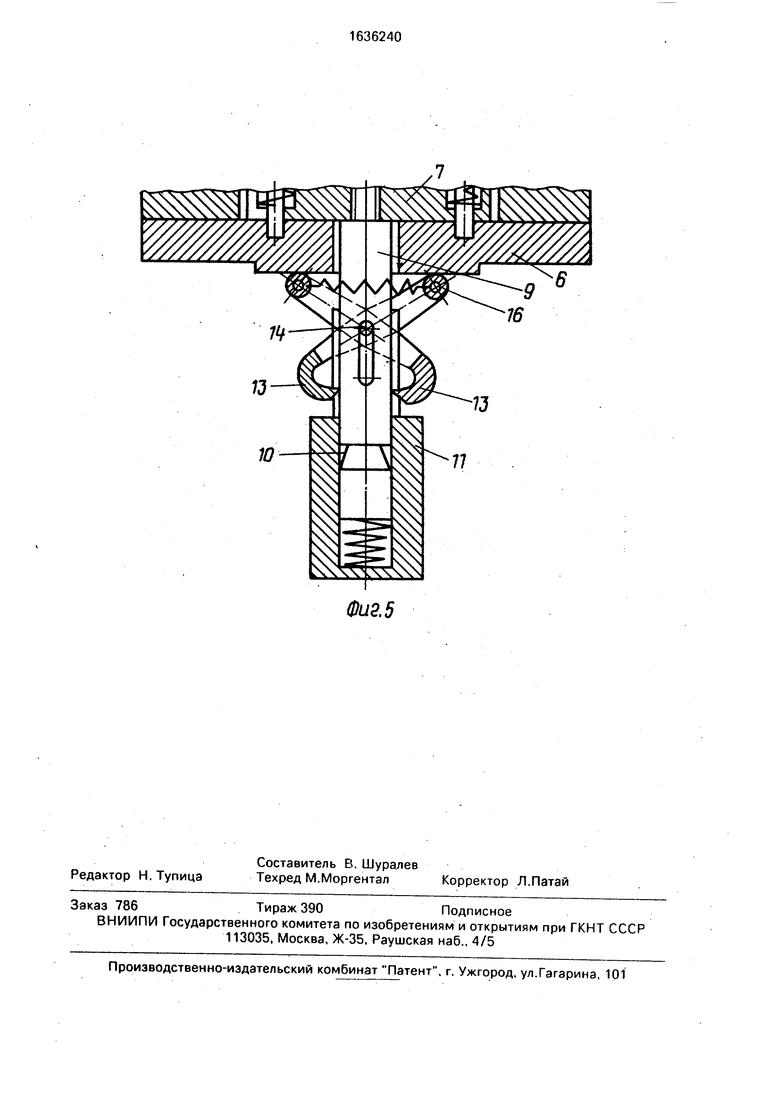
На фиг.1 показана литьевая форма, продольный разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - литьевая форма после выталкивания изделия; на фиг.5 - то же, после возврата выталкивающей системы в исходное положение.
Литьевая форма содержит неподвижную литниковую плиту 1, плиту матриц 2, плиту 3 с ползунами, для перемещения которых предусмотрены шиберы 4, опорную плиту 5, связанную брусьями с основанием б, и выталкивающую систему, включающую подпружиненную к основанию плиту 7 выталкивателей 8 с хвостовиком 9 с кольцевой канавкой 10, на котором установлена подпружиненная втулка 11 с подпружиненными планками 12 с зацепами 13 для взаимодействия с кольцевой канавкой 10.
Планки 12 шарнирно связаны одна с другой посредством оси 14, которая закреплена во втулке 11, в хвостовике 9 выполнена продольная прорезь 15 для прохода оси 14, а во втулке 11 поперечные прорези для захода зацепов 13 в кольцевую канавку 10, при этом втулка подпружинена относительно хвостовика, а на концах планок 12, обращенных к основанию, установлены ролики 16 для взаимодействия с последними и пружины для поджатия планок к хвостовику.
Такое конструктивное решение повышает надежность работы выталкивающей системы, так как уменьшается износ планок и исключается сход втулки с хвостовика.
Литьевая форма работает следующим образом.
При раскрытии формы втулка 11 упирается в неподвижный упор машины и останавливается. Подвижная часть формы продолжает перемещаться в сторону неподвижного упора, причем шибер 4 уже выведен из зацепления с ползуном. Планки 12 с зацепами 13, имеющие возможность шарнирно поворачиваться на оси 14, зафиксированной во втулке 11, удерживают зацепами 13 хвостовик 9 за кольцевую канавку 10. Таким образом хвостовик 9 останавливает плиту 7 выталкивателей 8. Перемещение подвижной части происходит на величину хода выталкивания, в это время происходит полное выталкивание изделия и
литника из плиты 3 (фиг.4). Движение подвижной части формы продолжается.
Далее происходит касание роликов 16, находящихся на концах планок 12, непосредственно с плоскостью основания 6. По
мере перемещения подвижной части формы планки 12 разводятся и выходят из зацепления с хвостовиком 9. Хвостовик 9 совместно с плитой 7 выталкивателей 8 получает свободу перемещения вдоль втулки 11 на длину
прорези 15, причем последняя равна или больше хода выталкивания. Таким образом происходит возврат выталкивателей 8 в исходное положение при полностью раскрытой форме и неподвижном упоре машины
(фиг.5), что обеспечивает возможность укладки арматуры в форму и исключает пересечение выталкивателей 8 со знаками и поломку их в момент закрытия формы. При закрытии формы втулка 11 отводится от неподвижного упора машины и под действием пружины перемещается вдоль хвостовика 9 на длину прорези 15. Планки 12 оказываются в исходном положении, т.е. своими зацепами 13 заходят в кольцевую канавку 10, в
которой они фиксируются пружинами.
Формула изобретения Литьевая форма для изготовления полимерных изделий с арматурой, содержащая основание и выталкивающую систему, включающую подпружиненную к основанию плиту выталкивателей с хвостовиком с кольцевой канавкой, на котором установлена подпружиненная втулка с подпружиненными планками с зацепами для взаимодействия с кольцевой канавкой, о т - личающаяся тем, что, с целью повышения надежности работы выталкивающей системы, планки шарнирно связаны друг с
другом посредством оси, которая закреплена во втулке, в хвостовике выполнена продольная прорезь для прохода оси, а во втулке поперечные прорези для захода зацепов в кольцевую канавку, при этом втулка
подпружинена относительно хвостовика, а на концах планок, обращенных к основанию, установлены ролики для взаимодействия с последним и пружины для поджатия планок к хвостовику,
5
А-А
Фиг.2
5-5
а.
Ei
S
п
--AyyAW
АЛЛЛЛ:: -9
Фиг.з
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с арматурой | 1985 |
|
SU1329988A1 |
| Литьевая форма для изготовления изделий с арматурой | 1987 |
|
SU1509268A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| Литьевая форма для изготовления полимерных изделий | 1987 |
|
SU1525008A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1359146A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1989 |
|
SU1687440A1 |
| Устройство для литья изделийиз пОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU804471A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1980 |
|
SU942996A1 |
| УНИВЕРСАЛЬНАЯ БЛОК-ФОРМА | 2005 |
|
RU2295443C2 |
| Литьевая форма для изготовления сепараторов подшипников | 1985 |
|
SU1380982A1 |
Изобретение относится к литьевым формам для изготовления полимерных изделий с арматурой. Цель изобретения - повышение надежности в работе выталкивающей системы. Для этого планки 12 выталкиваюЧ V щей системы шарнирно связаны одна с другой посредством оси, которая закреплена во втулке 11. В хвостовике 9 выполнена продольная прорезь для прохода оси, а во втулке 11 - поперечные прорези для захода зацепов 13 в кольцевую канавку 10 Втулка 11 подпружинена относительно хвостовика, а на концах планок, обращенных к основанию, установлены ролики для взаимодействия с последним и пружины для поджатия планок к хвостовику Таким образом исключен сход втулки с хвостовика и обеспечен минимальный износ планок 12, что в целом повышает надежность в работе выталкивающей системы 5 ил 7 Ё О со Os Ю 4 О Фиг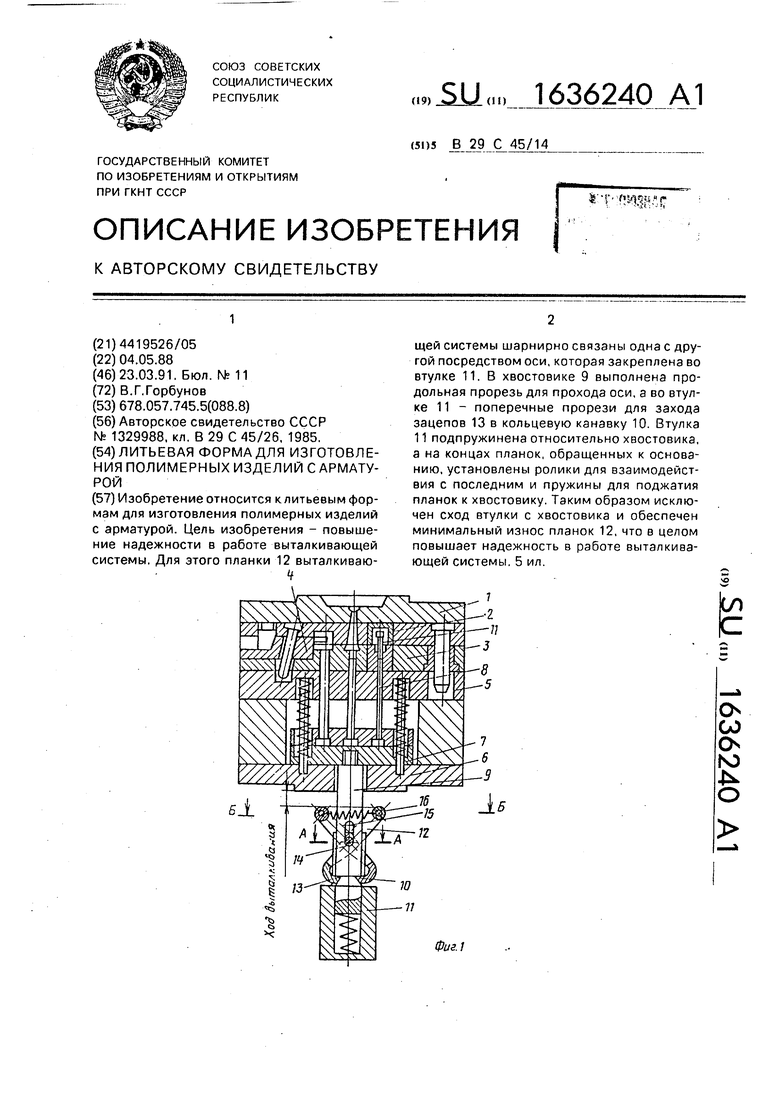
Фиг Ц
Фиг. 5
| Литьевая форма для изготовления полимерных изделий с арматурой | 1985 |
|
SU1329988A1 |
| Солесос | 1922 |
|
SU29A1 |
