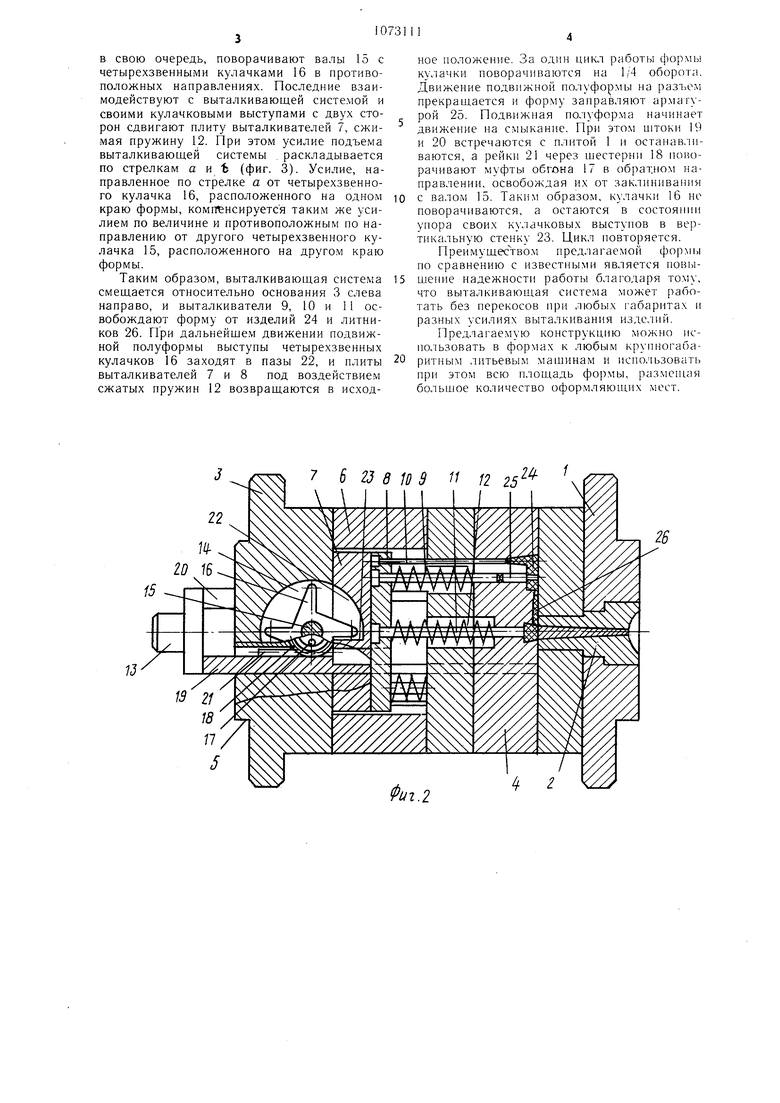
Изобретение относится к переработке пластмасс и может быть использовано в радиотехнической промышленности для производства изделий с арматурой. Известна литьевая форма для изготовления изделий с арматурой, содержащая неподвижную литниковую, плиту, подвижные плиту матриц, опорную плиту и плиты выталкивателей с размещенными в них выталкивателями и втулкой с подпружиненными кулачками, основание с втулкой, взаимодействующей при разъеме формы с подпружиненными кулачками, а также подпружиненный щток, установленный во втулке с подпружиненными кулачками и выполненный с кольцевым пазом, с которым взаимодействуют подпружиненные кулачки 1. Однако известная форма ненадежна в работе из-за возможности перекосов выталкивающей системы, вызываемых расположением толкателя-штока в центре формы, необходимостью центровки штока и двух втулок выталкивающей системы и наличием большого количества пружин. Наиболее близкой к изобретению является литьевая форма для изготовления полимерных изделий с арматурой, содержащая неподвижную литниковую плиту, подвижные основание с фиксирующим фланцем, плиту матриц, подпружиненную плиту выталкивателей, хвостовик и толкатель. Толкатель шарнирно установлен на хвостовике и имеет паз под палец, закрепленный на основании а плита выталкивателей снабжена подпружиненным упором, взаимодействующим с толкателем 2. Недостатком указанной формы является ненадежность ее работы в связи с тем, что толкатель установлен в центре формы в пределах диаметра фиксирующего фланца основания, и сила выталкивания приложена к центру выталкивающей системы, что вызывает ее перекосы из-за невозможности обеспечения одинаковых усилий съема всех изделий, особенно при больших габаритах формы. Это ведет к недоиспользованию площади формы, ограничивает как многоместность формы, так и использование современных литьевых машин большой мощности. Кроме того, отклонение толкателя, установленного щарнирно на хвостовике, под воздействием пружин стремится переместить выталкивающую систему в одну сторону и создает дополнительные условия для перекосов. Целью изобретения является повышение надежности работы литьевой формы. Поставленная цель достигается тем, что в литьевой форме для изготовления полимерных изделий с арматурой, содержащей неподвижную литниковую плиту, подвижные основание с фиксирующим фланцем, нлиту матриц, подпружиненную плиту выталкивателей, хвостовик и толкатель выполнен В виде четырехзвенных кулачков, расположенных по разные стороны от фиксирующего фланца на валах, установленных на основании с возможностью встречного вращения и снабженных механизмом их поворота, выполненным в виде размещенных по обе стороны от хвостовика направляющих с зубчаТы.ми рейками и закрепленных на валах обгонных муфт с выполненными на наружной поверхности шестернями, взаимодействующими с зубчатыми рейками, причем в плите выталкивателей напротив кулачков, выполнены пазы. На фиг. 1 изображена литьевая форма, вид в плане по плоскости разъема с вырезами, на которых показаны четырехзвенные кулачки с муфтами обгона и направляющие; на фиг. 2 - то же, продольный разрез в момент заливки расплава; на фиг. 3 - то же, в момент съема изделий и литников; на фиг. 4 - разрез А-А на фиг. 1. Литьевая форма содержит неподвижную литниковую плиту 1 с литниковой втулкой 2, подвижные основание 3 и плиту матриц 4. С наружной стороны основание 3 имеет фиксирующий фланец 5 для центровки формы на литьевой мащине. Между стойками 6, закрепленными на основании 3, размещена выталкивающая система, состоящая из плит 7 и 8 и выталкивателей 9, 10 и 11. Выталкивающая плита 8 подпружинена пружинами 12, установленными на выталкивателя.х 9 и 11. Хвостовик 13 установлен в основании 3. В основании 3 по обе стороны от фиксирующего фланца 5 симметрично относительно продольной оси выполнены пазы 14, в которых на валах 5 жестко установлены четырехзвенные кулачки 16. Валы 15 установлены симметрично относительно центра формы с возможностью вращения в противоположные стороны. На этих валах 15 вместе с четырехзвенными кулачками 16 жестко посажены муфты обгона 17, на наружной поверхности которых выполнены щестерни 18. Хвостовик 13 выполнен с двух сторон с направляющими 19 и 20, на которых установлены рейки 21, взаимодействующие с шестернями 18 м расположенные по обе стороны от хвостовика 13. В плите выталкивателей 7 напротив пазов 14 выполнены пазы 22 с вертикальной стенкой 23. В матрице 4 расположены изделия 24 с арматурой 25 и литники 26. Литьевая форма работает с;1едующим образом. После заливки расплава и соответствующей выдержки полуформы раскрываются. Подвижная полуформа отходит от неподвижной, при этом хвостовик 13 подвижной полуформы встречает упор литьевой машины (не показан). Этот упор воздействует на направляющие 19 и 20 хвостовика 13, и они останавливаются, а основание 3 продолжает свое движение. При этом рейки 21, кинематически связанные с шестернями 18, поворачивают муфты обгона 17, которые.
в свою очередь, поворачивают валы 15 с четырехзвенными кулачками 16 в противоположных направлениях. Последние взаимодействуют с выталкивающей системой и своими кулачковыми выступами с двух сторон сдвигают плиту выталкивателей 7, ежимая пружину 12. При этом усилие подъема выталкивающей системы . раскладывается по стрелкам а и Ъ (фиг. 3). Усилие, направленное по стрелке а от четырехзвенного кулачка 16, расположенного на одном краю формы, компенсируется таким же усилием по величине и противоположным по направлению от другого четырехзвенного кулачка 15, расположенного на другом краю формы.
Таким образом, выталкивающая система смещается относительно основания 3 слева направо, и выталкиватели 9, 10 и 11 освобождают форму от изделий 24 и литников 26. При дальнейщем движении подвижной полуформы выступы четырехзвенных кулачков 16 заходят в пазы 22, и плиты выталкивателей 7 и 8 под воздействием сжатых пружин 12 возвращаются в исходное положение. За один цикл работы формы кулачки поворачиваются на 1/4 оборота. Движение подвижной полуформы на разъем прекращается и форму заправляют армагурой 25. Подвижная полуформа начинает движение на смыкание. При этом штоки 19 и 20 встречаются с плнтой 1 и останавливаются, а рейки 21 через шестерни 18 поворачивают муфты обгона 17 в обратном направлении, освобождая их от заклинивания с валом 15. Таким образо.м, к лачки 16 не поворачиваются, а остаются в состоянии упора своих кулачковых выступов в вертикальную стенку 23. Цикл повторяется.
Преимуществом предлагаемой формы по сравнению с известными является повышение надежности работы благодаря тому, что выталкивающая система может работать без перекосов при любых габаритах и разных усилиях выталкивания изделий.
Предлагаемую конструкцию можно использовать в формах к любым крупногабаритным литьевым машинам и испо.чьзовать при этом всю площадь формы, разменитя большое количество оформляющих мест.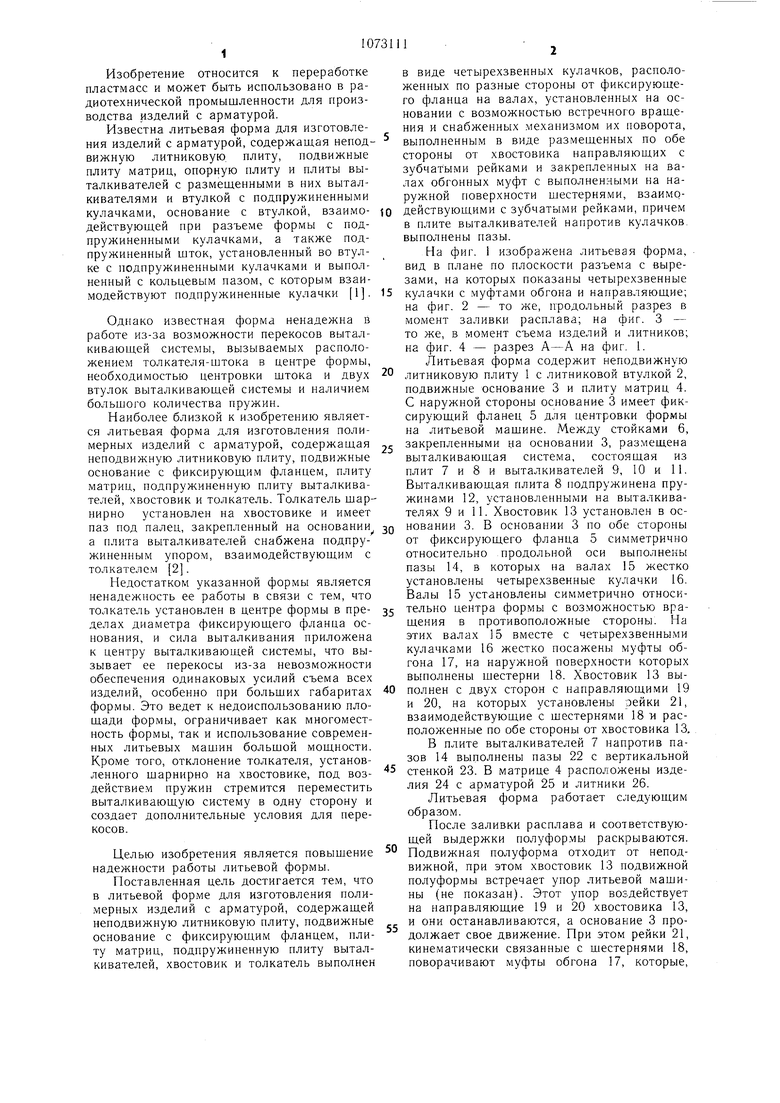
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1763223A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Многогнездная литьевая форма для изготовления полимерных изделий | 1978 |
|
SU766871A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1362644A1 |
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1609691A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1990 |
|
SU1794687A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1987 |
|
SU1498622A1 |
| Литьевая форма для полимерных изделийС ОТРыВОМ ТОчЕчНыХ лиТНиКОВ | 1979 |
|
SU802043A1 |

ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С АРМАТУРОЙ, содержащая неподвижную литниковую плиту, подвижные основание с фиксирующим фланцем, плиту матриц, подпружиненную плиту выталкивателей, хвостовик и толкатель, отличающаяся тем, что, с целью повыщения надежности работы формы, толкатель выполнен в виде четырехзвенных кулачков, расположенных по разные стороны от фиксирующего фланца на валах, установленных на основании с возможностью встречного вращения и снабженных .механизмом их поворота, выполненным в виде размещенных но обе стороны от хвостовика направляющих с зубчатыми рейками и закрепленных на ва.чах обгонных муфт с выполненными на наружной поверхности шестернями, взаимодействуюиишп с зубчатыми рейкам11, причем в плите выталкивателей напротив кулачков, выпо.лнены пазы. (Л с: о со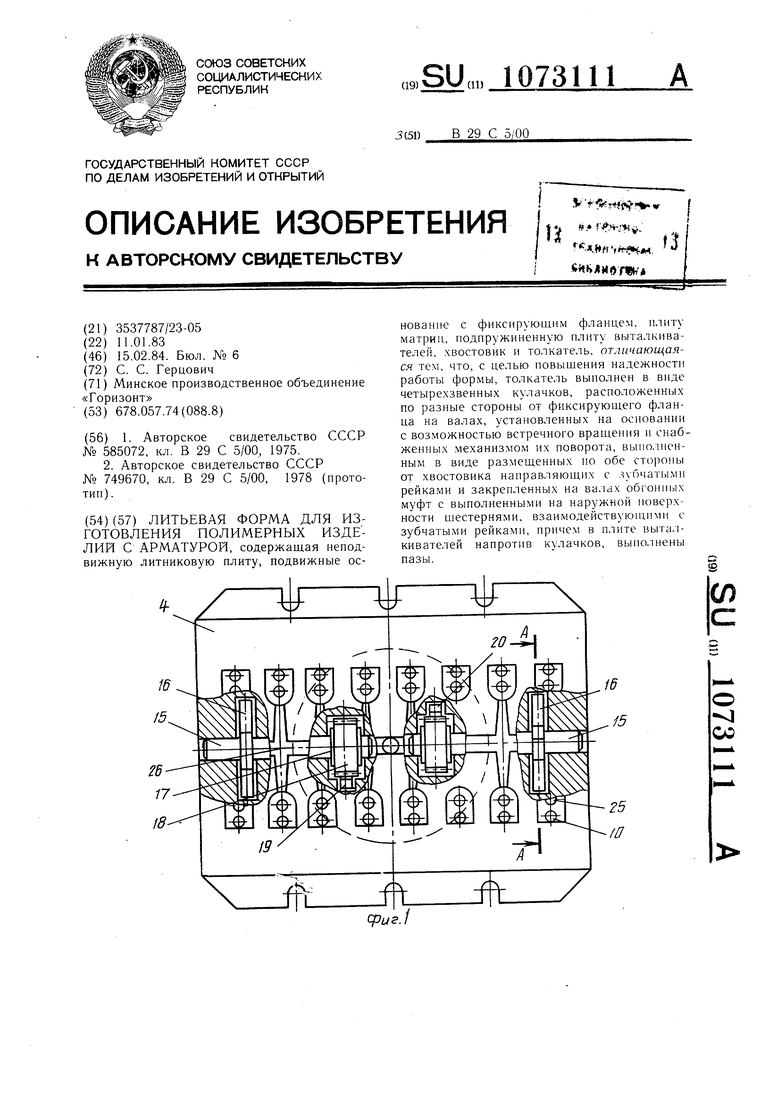
7 23 8 10 3 11 12 Фиг.2 25 4 г 6 7 22 2J 8 W 3 25
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литьевая форма для изготовления изделий с арматурой | 1975 |
|
SU585072A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1978 |
|
SU749670A1 |
| Солесос | 1922 |
|
SU29A1 |
