Изобретение относится к переработке пластмасс в изделия, в частности для изготовления изделий из пластмасс с арматурой.
Цель изобретения - увеличение производительности литьевой формы и улучшение техники безопасности.
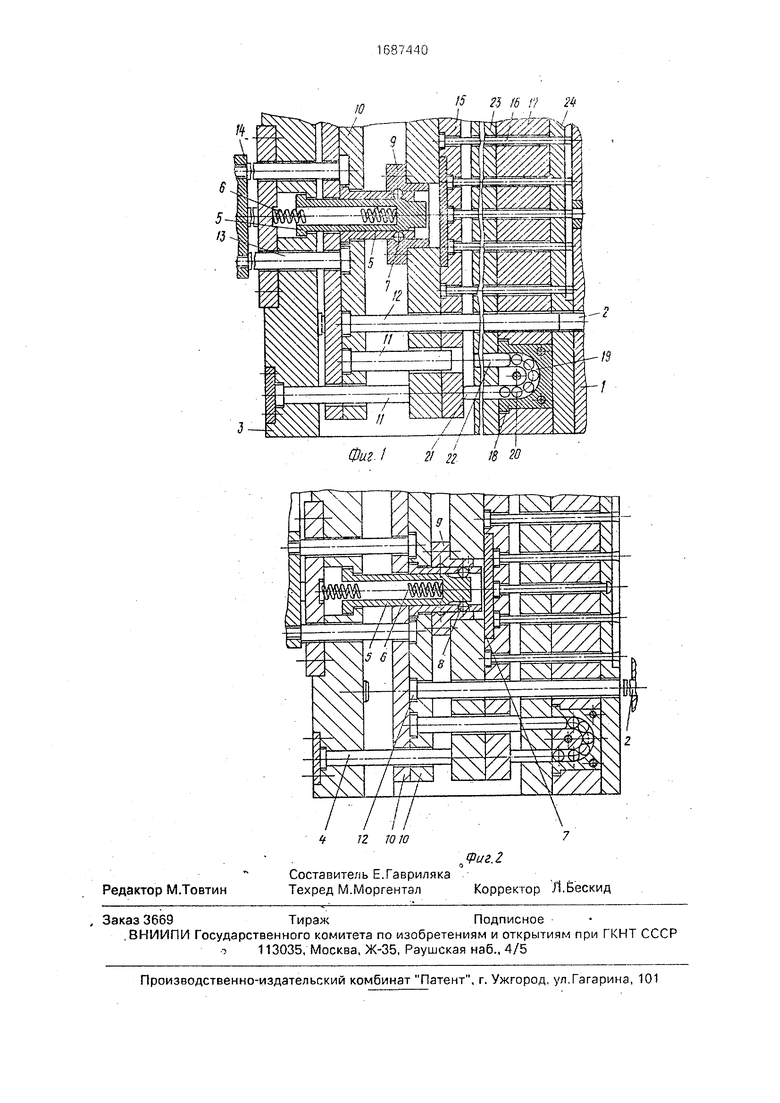
На фиг. 1 показана литьевая форма в замкнутом положении: на фиг.2 - литьевая форма после выталкивания изделий с арматурой и возврата выталкивателей в исходное положение при раскрытии формы.
Литьевая форма содержит неподвижную полуформу 1, в которой расположены контртолкатели 2, подвижную полуформу, включающую в себя основание 3 с расположенными в ней упорами 4, хвостовик ступенчатый 5, пружину сжатия 6, втулку 7 с радиальными отверстиями, в которых расположены Стопорные элементы 8, втулку 9 с кольцевой канавкой, толкательные плиты
10, с расположенными в них неподвижными упорами 11, контртолкатели 12, упоры 13, расположенные в плите 14, плиты выталкивателей 15 с расположенными в них выталкивателями изделий с арматурой 16, промежуточную плиту 17, в которой расположены корпуса 18 с U-обраэными каналами 19, заполненными шариками 20, подвижные толкатели 21 22, расположенные в опорной плите 23, плиту матриц 24.
Литьевая форма работает следующим образом.
При раскрытии формы подвижная полуформа, перемещаясь влево, наталкивается плитой 14 на упор литьевой машины (не показан) и посредством упоров 13 останавли- . вает толкательные плиты 10, а через втулку 7, стопорные элементы 8, хвостовик ступенчатый 5 и ртулку 9 останавливают плиты выталкивателей 15с расположенными в них выталкивателями изделий с арматурой 16
ЕЭТЗЛ
(фиг.1). А так как стопорные элементы 8 в этот момент находятся на большем диаметре хвостовика ступенчатого 5, толкатель- ные плиты 10 жестко связаны с плитами выталкивателей 15, При дальнейшем рас- крытии литьевой формы стопорные элементы 8 скользят по-хвостовику ступенчатому Е) и в тот момент, когда стопорные элементы 8 сойдут с большего диаметра хвостовика ступенчатого на меньший диаметр, про- изойдет нарушение жесткого сцепления между толкательными плитгми 10 и плитами выталкивателей 15. Одновременно с этим произойдет полное выталкивание изделий из пластмассе арматурой вмталкива- телями 16 из плиты матриц 24, в подвижная гюлуформа подойдет опорной плитой 23 к плитам выталкивателей 15. В то же время закончится перемещение подвижных толкателей 21 в сторону противоположную не- подвижной полуформы 1 и посредством шариков 20 подвижные толкатели 22 переместятся в сторону, противоположную от неподвижной полуформы 1,и соприкоснут. - ся с неподвижными /порами 11.,При даль- нейшем раскрытии формы подвижные толкатели 22, наталкиваясь на неподвижные упоры 11, перемещаются в сторону неподвижной полуформы 1 и посредством шариков 20 перемещают подвижные толка- тели21, а вместе С ними и плиты выталкивателей 15, с находящимися в них выталкивателями изделий из пластмасс с арматурой 16 в сторону, противоположную от неподвижной полуформы 1 до соприкос- новения с упорами 4 (исходное положение см. фиг.2). Затем устанавливают арматуру и смыкают литьевую форму. При этом контртолкатели 12, наталкиваясь на конгртопхате- ли 2, перемещают толкательные плиты 10 в сторону, противоположную неподвижной полуформе 1, стопорные элементы 8 скэль- зят по малому диаметру хвостовика ступенчатого 5 до тех пор, пока не упрутся в радиусный переход с малого диаметра хво- стовика ступенчатого 5 на больший диаметр, и, преодолевая усилие пружины сжатия 6, будут перемещать хвостовик ступенчатый 5 в сторону, противоположную неподвижной полуформе 1 до тех пор, пока стопорные элементы 8 не выйдут на уровнеь кольцевой канавки втулки 9, и в этот момент под действием пружины сжатия 6 хвостовик ступенчатый 5 переместится в сторону неподвижнойполуформы 1, займет свое исходное положение сам и поставит стопорные элементы 8 в исходное положение (фиг. 1). В этот момент произойдет полное смыкание литьевой формы,
В данной конструкции литьевой формы для изготовления изделий из пластмасс с арматурой выталкиватели изделий возвращаются ч исходное положение принудительно во время размыкания литьерой формы сразу же после выталкивания изделий. Работа на предлагаемой литьевой фор ме менее утомительна и соответствует требованиям техники безопасности, так как после полного размыкания литьевой формы выталкиватели изделий находятся в исходном полохении, можно ста вить армагуру и продолжать работу до очередного размыкания литьевой формы.
На предлагаемой литьевой ферме возможна работа в автоматическом режиме при изготовлении мелких изделий из пластмасс типа втулок, пробок, колец. Также хорошо снимаются те изделия, которые из-за своего малого веса прилипнут к выталкивателям, будут сняты с последних при мгновенном возврате выталкивателей в исходное положение о стержни, плиту матриц.
Формула изобретения
Литьевая форма для изготовления полимерных изделий с арматурой, содержащая неподвижную полуформу и подвижную, включающую основание, плиту матриц, опорную плиту, плиты выталкивателей, выталкиватели, механизм возврата выталкивателей в исходное положение, выполненный в виде втулки с радиальными отверстиями с расположенными в них стопорными элементами, втулки с кольцевой канавкой, хвостовика ступенчатого, отличающаяся тем, что, с целью увеличения производительности и улучшения техники безопасности, она снабжена упорами, толкательными плитами, неподвижными упорами, расположенными в толкательных плитах, промежуточной плитой, корпусами с U-образными каналами, заполненными шариками, причем корпуса расположены в промежуточной плите, подвижными толкателями, размещенными в опорной плите и взаимодействующими попарно посредством шариков с плитами выталкивателей и неподвижными упорами, а хвостовик ступенчатый расположен в основании и выполнен полым и подпружиненным относительно основания, при этом атулка с радиальными отверстиями под стопорные элементы закреплена неподвижно в толкательных плитах, а втулка с кольцевой канавкой- в плитах выталкивателей.
К
-г
Фиг I
is го
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1985 |
|
SU1326435A1 |
| Литьевая форма | 1981 |
|
SU1101361A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1281336A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1706882A1 |
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1609691A1 |
| Пресс-форма для литья под давлением | 1977 |
|
SU654347A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1977 |
|
SU687714A1 |
Изобретение относится к. переработке пластмасс в изделия. Цель изобретения - увеличение производительности литьевой формы и улучшение техники безопасности. Для этого литьевая форма снабжена упорами, толкательными плитами, неподвижными упорами, расположенными в голкзтель- ных плитах, .промежуточной плитой, корпусами с U-образными каналами, заполненными шариками, причем корпусы расположены в промежуточной плите, подвижными толкателями, размещенными в опорной плите и взаимодействующими попарно посредством шариков с плитами выталкивателей и неподвижными упорами, а ступенчатый хвостовик расположен в основании и выполнен полым и подпружиненным относительно основания, при этом втулка с радиальными отверстиями под стопорные элементы закреплена неподвижно в толкательных плитах, а втулка с кольцевой канавкой - в плитах выталкивателей. 2 ил.
Редактор М.Товтин
4 12 Ю10
иг.2
Составитель Е.Гаврил яка Техред М.МоргенталКоррекшр /1.6ескид
| Устройство для литья изделийиз пОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU804471A1 |
| Солесос | 1922 |
|
SU29A1 |
