Изобретение относится к подъемно- трзнспортной технике, в частности к ша говым хонвейерам, и может быть испо 1ьзорэно в различных технологических процессах, где необходимо циклическое перемещение изделий с изменяющимся цик- и величиной хода.
Цель изобретения - расширение технологических возможностей конвейера путем обеспечения изменения ритма работы кон- йейеоа.
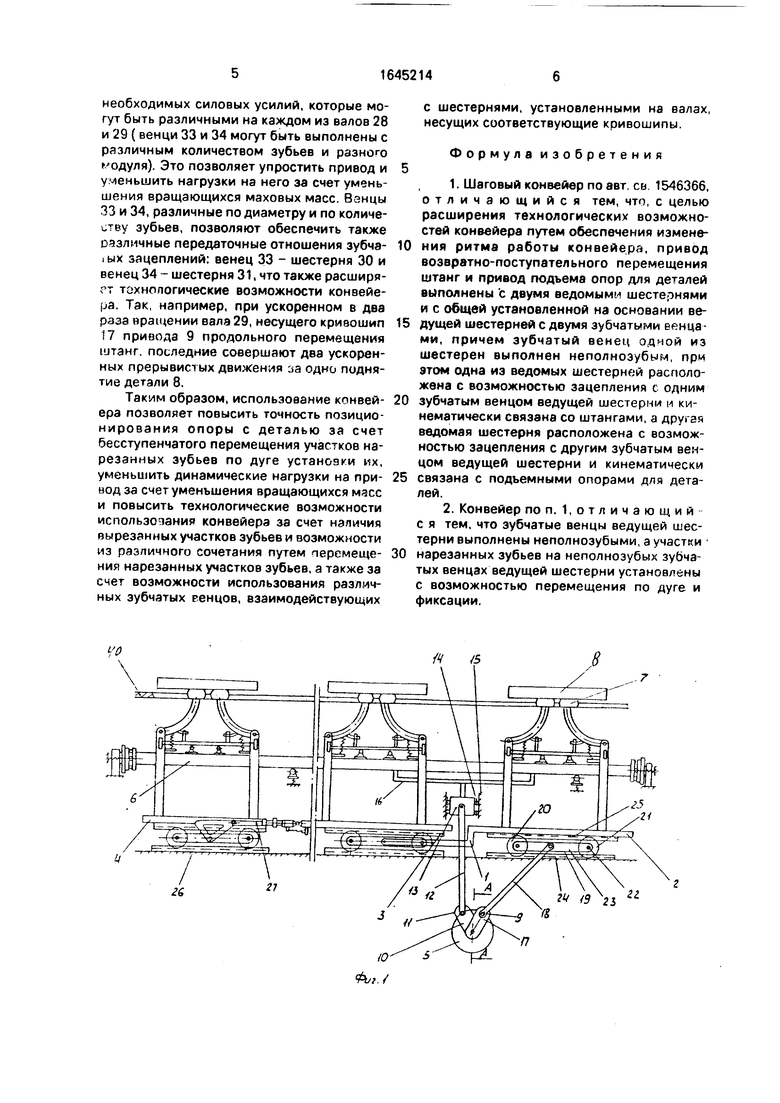
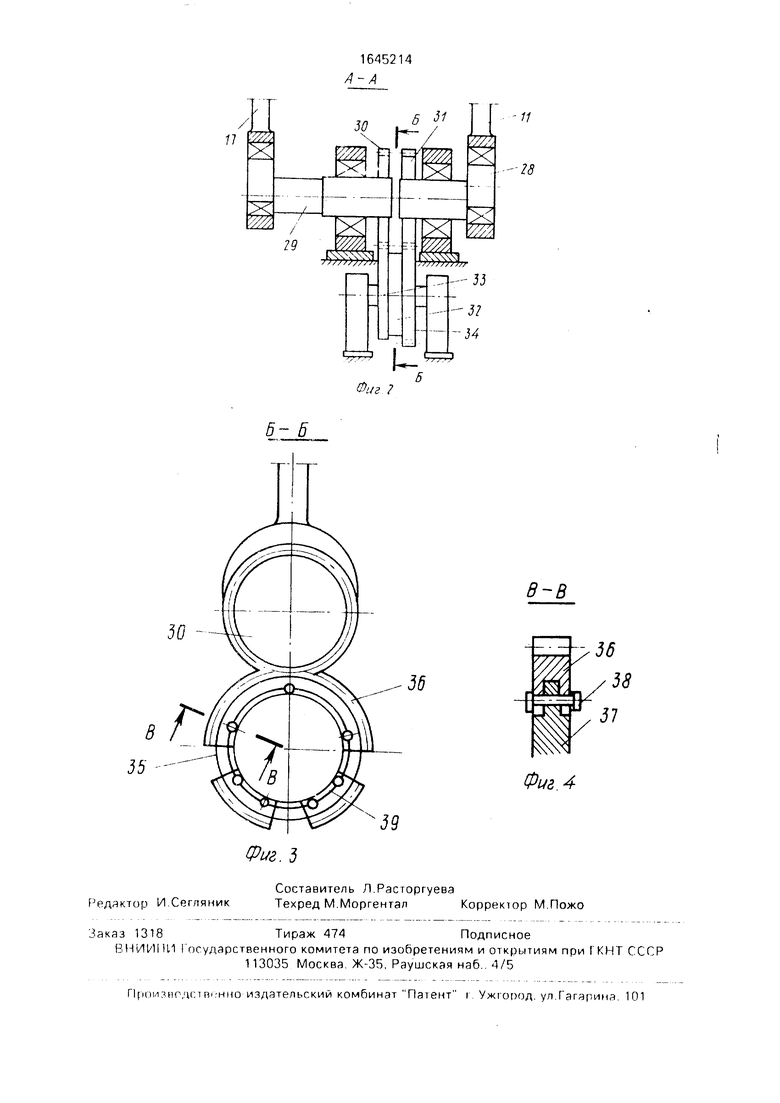
На фиг. 1 схематично изображен конвейер, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3.
Шагозый конвейер содержит подвижный рабочий 1, состоящий из отдельных штанг 2, 3 и 4, привод 5, подвижную в вертикальном направлении подъемную раму 6.
Штанги 2, 3 и 4 расположены последовательно и установлены с возможностью возвратно-поступательного перемещения по основанию. На рабочем органе 1 с шагом установлены подъемные опоры 7 для деталей 8, подпружиненные к раме 6. Привод 5 выполнен совмещенным для привода 9 продольного возвратно-поступательного перемещения штанг 2, 3 и 4 и для привода 10 подъема опор 7 для деталей 8.
N
сл
К)
Привод 10 служит для подъема подвижной рамы 6, а вместе с ней и опор 7 для деталей 8, и включает кривошип 11, шатун 12, шарнирно соединенный с кривошипом 11 и ползуном 13. Ползун 13 оснащен катками 14 для перемещения по неподвижному основанию 15. Ползун 13 жестко соединен через вилку 16 с подвижной рамой 6. Привод 9 продольного перемещения штанг 2, 3 и 4 содержит кривошип 17 и шар«ирно соединенный с ним одним концом шатун 18, другой конец которого шарнирно соединен с механизмом 19 изменения (увеличения) хода штанг 2, 3, 4. Этот механизм 19 выполнен в виде пар равных по диаметру зубчатых колес 20 и 21, соединенных установленной на осях 22 планкой 23, с которой шарнирно соединен конец шатуна 18.
Механизм 19 также имеет пары параллельно расположенных зубчатых раек 24 и 25. Зубчатая рейка 24 неподвижно закреплена на основании 15, а зубчатая рейка 25 на соответствующей штанге 2, 3 или 4,
Зубчатые колеса 20 и 21 находятся в зацеплении с рейками 24 и 25. Планка 23 шарнирно связана с шатуном 18, а каждая предыдущая штанга связана с последующей по ходу транспортирования планкой. В случае необходимости сохранения величины хода последующей штанги, равной величине хода предыдущей, обе штанги соединяются между собой напрямую, минуя механизм 19 изменения хода, На штанге, где необходимо уменьшение ее хода после предыдущего хода (на фиг 1 такой секцией является штанга 4) установлен на горизонтальной планке шарнирный трехзвенник26, одна из вершин которого шарнирно соединена с тягой 27, соединенной шарнирно с предыдущей штангой,
Кривошипы 11 и 17 смонтированы соответственно на валах 28 и 29,
Валы 28 и 29 смонтированы с возможностью независимого вращения, установлены соосно и оснащены соосно установленными на них ведомыми зубчатыми шестернями 30 и 31, находящимися в зацеплении с ведущей шестерней 32. Ведущая шестерня 32 имеет 2 зубчатых венца 33 и 34, находящихся независимо в зацеплении соответственно с шестернями 30 и 31. Зубчатые венцы 30 и 34 выполнены неполнозубыми, т.е. с участками 35 вырезанных зубьев, величина которых определяется технологическими потребностями работы конвейера. Участки 36 нарезанных зубьев выполнены наборными из отдельных частей, соответственно участки с вырезанными зубьями могут быть образованы необходимой длины и в необходимом сочетании. Участки 36 нарезанных зубьев крепятся к диску 31 посредством крепежных элементов 38, которые при ослаблении крепления могут перемещаться по круговому пазу 39 диска
37 и фиксироваться в необходимом местоположении для крепления участком 36 нарезанных зубьев, При этом, одна из ведомых шестерней 30 расположена с возможностью зацепления с одним зубчатым венцом 33
0 ведущей шестерни 32 и кинематически связана со штангами, а другая ведомая шестерня 31 расположена с возможностью зацепления с другим зубчатым венцом 34 ведущей шестерни 32 и кинематически свя5 зана с подъемными опорами 7 для деталей 8. На основании также расположены неподвижные направляющие 40 для деталей 8.
Шаговый конвейер работает следующим образом.
0Включается привод на вращение ведущей шестерни 32, Венцы 36 и 34, взаимодействуя поочередно с шестернями 30 и 31 передают им вращение и соответствующим валам 28 и 29 с кривошипами 11 и 17.
5При вращении кривошипа 17 движение
от него через шатун 18 передается механизму 19 изменения (увеличения) хода штанги 2. Колеса 20 и 21, перемещаясь по неподвижной рейке 24, перемещает одновремен0 но с удвоенным ходом и подвижную рейку 25 со штангой 2. Со штанги 2 движение передается следующей планке 2 и 3 и штанге 3 (если нет необходимости увеличивать ход штанги, то движение передается непос5 редственно от штанги к штанге. Такая передача движения передается от штанги к штанге.
Конвейер в общем случае обеспечивает подачу транспортируемой детали в припод0 нятом над направляющими положении и возврат штанг под направляющими. Однако, наличие вырезанных участков зубьев на венцах 33 и 34 ведущей шестерни позволяет обеспечить более точное позицирование
5 транспортируемой детали за счет возможности бесступенчатого перемещения участков с нарезанными зубьями. Кроме того, каждый из валов 28 и 29, несущих кривошипы 11 и 17, получает возможность автоном0 ного и взаимносочетаемого вращения за один цикл работы конвейера, что обеспечивает различные по виду перемещения деталей 8, например, различный характер прерывистости при прямом ходе, взаимо5 смещение начала и конца циклов перемещения деталей 8 и т.д. Передача независимого движения каждому из валов 28 и 29 от одной ведущей шестерни 32 с различными венцами позволяет обеспечивать различные пе- оедачи с точки зрения обеспечения
необходимых силовых усилий, которые могут быть различными на каждом из валов 28 и 29 ( венци 33 и 34 могут быть выполнены с различным количеством зубьев и разного модуля). Это позволяет упростить привод и уменьшить нагрузки на него за счет уменьшения вращающихся маховых масс. Вэнцы 33 и 34, различные по диаметру и по количеству зубьев, позволяют обеспечить также различные передаточные отношения зубча- i ых зацеплений: венец 33 - шестерня 30 и венец 34 - шестерня 31, что также расширяет технологические возможности конвейера. Так, например, при ускоренном в два раза вращении вала 29, несущего кривошип 17 привода 9 продольного перемещения штанг, последние совершают два ускоренных прерывистых движения за одно поднятие детали 8.
Таким образом, использование конвейера позволяет повысить точность позиционирования опоры с деталью за счет бесступенчатого перемещения участков нарезанных зубьев по дуге установки их, уменьшить динамические нагрузки на привод за счет уменьшения вращающихся мясе и повысить технологические возможности использования конвейера за счет наличия вырезанных участков зубьев и возможности из различного сочетания путем перемещения нарезанных участков зубьев, а также за счет возможности использования различных зубчатых венцов, взаимодействующих
с шестернями, установленными на валах, несущих соответствующие кривошипы.
Формула изобретения
1.Шаговый конвейер по авт. св. 1546366, отличающийся тем, что, с целью расширения технологических возможностей конвейера путем обеспечения иэменения ритма работы конвейера, привод возвратно-поступательного перемещения штанг и привод подъема опор для деталей выполнены с двумя ведомыми шестернями и с общей установленной на основании ведущей шестерней с двумя зубчатыми венцами, причем зубчатый венец одной из шестерен выполнен неполнозубым, при этом одна из ведомых шестерней расположена с возможностью зацепления с одним
зубчатым венцом ведущей шестерни и кинематически связана со штангами, а другая ведомая шестерня расположена с возможностью зацепления с другим зубчатым венцом ведущей шестерни и кинематически
связана с подъемными опорами для деталей.
2.Конвейер по п. 1,отличающий
с я тем, что зубчатые венцы ведущей шестерни выполнены неполнозубыми, а участки нарезанных зубьев на неполнозубых зубчатых венцах ведущей шестерни установлены с возможностью перемещения по дуге и фиксации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый конвейер | 1990 |
|
SU1787880A1 |
| Шаговый конвейер | 1988 |
|
SU1546366A1 |
| КРИВОШИПНО-ПОЛЗУННЫЙ МЕХАНИЗМ С ИЗМЕНЯЕМОЙ ДЛИНОЙ ХОДА ПОЛЗУНА | 1995 |
|
RU2087780C1 |
| Устройство для нарезания шаров из древесины | 1983 |
|
SU1155447A1 |
| РЕЕЧНО-ЗУБЧАТАЯ ПОРШНЕВАЯ МАШИНА С ПЕРЕКЛЮЧЕНИЕМ СТЕПЕНИ СЖАТИЯ И ОТКЛЮЧЕНИЕМ ПОРШНЕЙ | 2012 |
|
RU2509214C1 |
| БЕСШАТУННЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2010 |
|
RU2441997C1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ С ИЗМЕНЯЕМОЙ СТЕПЕНЬЮ СЖАТИЯ | 2013 |
|
RU2525372C1 |
| ПРИВОД ШТАНГОВОГО ГЛУБИННОГО НАСОСА | 2012 |
|
RU2488023C1 |
| Автомат для насекания надфилей | 1979 |
|
SU772760A1 |
| МЕХАНИЗМ РЕГУЛИРОВАНИЯ КРИВОШИПА ПЕРЕМЕННОЙ ДЛИНЫ | 1998 |
|
RU2139459C1 |
Ю Фиг./
5- Б
30
В
35
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Конвейер обеспечивает подачу транспортируемой детали в приподнятом над направляющими положении и возврат штанг под направляющими | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
