Изобретение относится к деревообрабатывающей промышленности, в частности к области нарезания полых изделий из древесины.
Известен станок для изготовления деревянных изделий, включающий станину, режущие инструменты, механизм зажима и подачи заготовок и привод 1.
Однако этот станок весьма непроизводителен, т.е. он может нарезать только цилиндрические изделия.
Известно также устройство для нарезания шаров из древесины, включающее станину, механизм подачи и зажима заготовок, сверло, фигурную фрезу и привод 2J.
Недостаток известного устройства заключается в его малопроизводительности, так как подача заготовки и ее зажим осуществляются вручную, а также в низком качестве обработки (нарезание происходит при перемещении заготовки то к одному, то к другому резцу, и в отсутствии надежности работы отдельных узлов (механизма зажима и салазок).
Цель изобретения - повышение производительности и качества обработки изделий.
Поставленная цель достигается тем, что в устройстве для нарезания шаров из древесины, включающем станину, механизм подачи и зажима заготовок, сверло, фигурную фрезу и привод, сверло и фигурная фреза снабжены приводами их перемещения, а механизм подачи и зажима заготовок снабжен приводом вращения заготовки и выполнен в виде цепного конвейера, причем приводы перемещения сверла, фигурной фрезы и механизма подачи и зажима заготовок кинематически связаны между собой посредством неполнозубого приводного колеса.
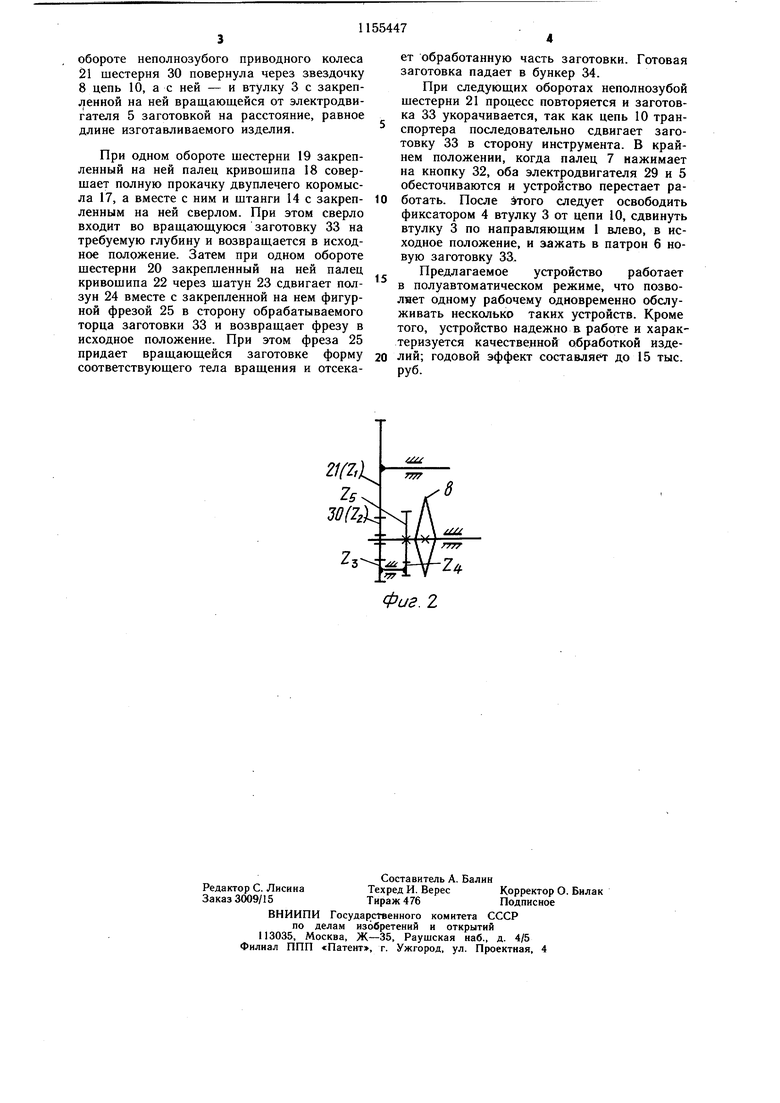
На фиг. 1 представлена схема предлагаемого устройства; на фиг. 2 - шестерни для передачи вращения от неполнозубого приводного колеса.
Устройство для нарезания шаров из древесины состоит из закрепленных на раме направляющих 1, на которых установлен на длинной щпонке ползун 2 механизма подачи и зажима заготовок. На ползуне закреплена втулка 3, снабженная фиксатором 4. На втулке 3 закреплен электродвигатель 5 привода вращения заготовки, снабженный цанговым патроном 6, и палец 7. На раме устройства имеются звездочки 8 и 9, соединенные цепью 10 цепного конвейера, ветви которого расположены параллельно направляющим 1. На раме устройства закреплены люнет 11 и направляющие 12 соосно с валом электродвигателя 5. Внутри люнета 11 помещена щайба 13 с возможностью свободного вращения в нем, а внутри направляющих 12 помещена щтанга 14, на конце которой в цанговом
патроне 15 установлено сверло 16. Штанга 14 снабжена пальцем, входящим в прорезь двуплечего коромысла 17, шарнирно закрепленного на раме устройства. В прорезь второго плеча коромысла 17 входит палец кривошипа 18, закрепленного на шестерне 19, шарнирно закрепленной на раме устройства и являющейся приводом перемещения сверла. На раме устройства шарнирно закреплены также шестерня 20, являющаяся приводом перемещения фигурной фрезы, и неполнозубое приводное колесо 21. На шестерне 20 установлен палец кривошипа 22, шарнирно соединенный с шатуном 23, соединенным с ползуном 24, на торце
которого закреплена фигурная фреза 25. На одном валу с неполнозубым приводным колесом 21 закреплен шкив 26, соединенный ремнем со шкивом 27, закрепленным на выходном валу редуктора 28, соединенного с электродвигателем 29. На одном валу
со звездочкой 8 шарнирно установлена шестерня 30, являющаяся приводом механизма подачи и зажима заготовок и находящаяся так же как шестерни 19 и 20 в зацеплении с неполнозубым приводным колесом 21.
Шестерня 30 находится в зацеплении с шестерней Zj,..закрепленной на одному валу с шестерней Z,.. которая находится в зацеплении с шестерней Zj... закрепленной на одном валу со звездочкой 8 (фиг. 2). На части обода колеса 21 закреплен зубчатый
венец 31 с возможностью последовательного вхождения в контакт с зубьями шестерен 30, 19, 20. Число зубьев на венце 31 равно числу зубьев на каждой из шестерен 19 и 20. На раме устройства закреплена электрическая кнопка 32 - путевой датчик.
Принцип действия устройства состоит в следующем.
Деревянная заготовка 33 круглого или квадратного сечения одним торцом зажимается в патроне 6. Другой торец заготовки
пропускают сквозь шайбу 13 и включают электродвигатели 5 и 29, при этом заготовка 33 получает вращение. От шкива 27 редуктора 28 движение передается шкиву 26 и сидящему с ним на одном валу неполнозубому приводному колесу 21. При одном
обороте этого колеса последовательно поворачивается шестерня 30 и совершают один полный оборот и останавливаются, шестерни 19 и 20. Шестерня 30 свободно вращается на оси звездочки 8.
На фиг. 2 изображена схема передачи от шестерни 30 к валу звездочки 8. Как видно на фиг. 2, передаточное число {..4
2э ,Z5
Zi24
Изменяя число зубьев на шестернях Zs и Z4 можно в широких пределах менять передаточное число ij-.. Последнее выбирается с таким расчетом, чтобы при одном
обороте неполнозубого приводного колеса 21 шестерня 30 повернула через звездочку 8 цепь 10, а с ней - и втулку 3 с закрепленной на ней вращающейся от электродвигателя 5 заготовкой на расстояние, равное длине изготавливаемого изделия.
При одном обороте шестерни 19 закрепленный на ней палец кривошипа 18 совершает полную прокачку двуплечего коромысла 17, а вместе с ним и штанги 14 с закрепленным на ией сверлом. При этом сверло входит во вращающуюся заготовку 33 на требуемую глубину и возвращается в исходное положение. Затем при одном обороте шестерни 20 закрепленный на ней палец кривошипа 22 через шатун 23 сдвигает ползун 24 вместе с закрепленной на нем фигурной фрезой 25 в сторону обрабатываемого торца заготовки 33 и возвращает фрезу в исходное положение. При этом фреза 25 придает вращающейся заготовке форму соответствующего тела вращения и отсекает обработанную часть заготовки. Готовая заготовка падает в бункер 34.
При следующих оборотах неполнозубой щестерни 21 процесс повторяется и заготовка 33 укорачивается, так как цепь 10 транспортера последовательно сдвигает заготовку 33 в сторону инструмента. В крайнем положении, когда палец 7 нажимает на кнопку 32, оба электродвигателя 29 и 5 обесточиваются и устройство перестает работать. После ого следует освободить фиксатором 4 втулку 3 от цепи 10, сдвинуть втулку 3 по направляющим 1 влево, в исходное положение, и зажать в патрон б новую заготовку 33.
Предлагаемое устройство работает в полуавтоматическом режиме, что позволяет одному рабочему одновременно обслуживать несколько таких устройств. Кроме того, устройство надежно в работе и характеризуется качественной обработкой изде0 ЛИЙ; годовой эффект составляет до 15 тыс. руб.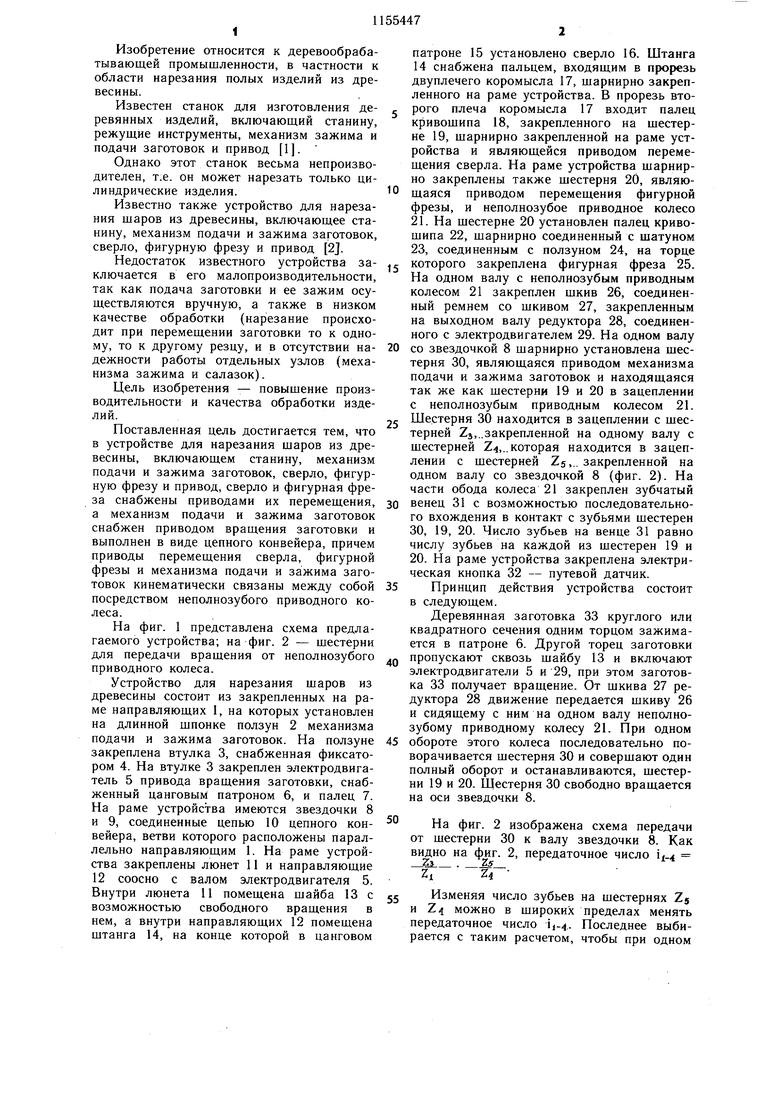
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления деталей тел вращения | 1990 |
|
SU1733235A1 |
| Автоматическое устройство для подачи заготовок к станку для нарезания шаров | 1980 |
|
SU1085820A1 |
| Устройство для нарезания зубьев у гребней и расчесок | 1958 |
|
SU116542A1 |
| Станок для двухстороннего нарезания шаров из древесины | 1980 |
|
SU967811A1 |
| Станок для нарезания шариков из древесины | 1990 |
|
SU1817750A3 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1993 |
|
RU2038198C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| Устройство для шлифования деталей из древесины | 1981 |
|
SU1007935A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ШАРОВ ИЗ ДРЕВЕСИНЫ, включающее станину, механизм подачи и зажима заготовок, сверло, фигурную фрезу и привод, отличающееся тем, что, с целью повыщения производительности и качества обработки изделий, сверло и фигурная фреза снабжены приводами их перемещения, а механизм подачи и зажима заготовок снабжен приводом вращення заготовки и выполнен в виде цепного конвейера, причем приводы перемещения сверла, фигурной фрезы и механизма подачи и зажима заготовок кинематически связаны между собой посредством неполнозубого приводного колеса.
Фиг. г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Станок для двухстороннего нарезания шаров из древесины | 1980 |
|
SU967811A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
